一种带尖锐刀口结构的滚塑模具的制作方法
1.本实用新型涉及一种带尖锐刀口结构的滚塑模具,属于滚塑模具领域。
背景技术:
2.目前制作带开口滚塑制品,滚塑模具一般不做特殊处理,只是将模具对应位置做平面结构。这样生产出来的产品就是一个封闭的腔体,后续通过在产品上切割的方式将口部形状加工出来。
3.现有模具滚塑出半成品后,需要人工对半成品进行切割处理。切割需要一定的时间,并且需要投入相应切割工装。这就早成了,整个产成品加工时间变长,并且需要投资切割工装费用,造成产成变成本增加。切割过程中易造成产品报废和人身安全风险:在半成品切割过程中,人为操作握住切割刀具过程中,容易产生一定的歪斜,可能造成切割后的产成品不合格。严重的情况下,可能切割刀具存在划伤操作者手部的安全风险。并且,在切割过程中,会产生塑料碎屑,并且存在刺耳的切割声音。
技术实现要素:
4.本实用新型提供一种带尖锐刀口结构的滚塑模具,整体可以采用滚塑成型的方式加工,简化加工过程。
5.本实用新型采取的技术方案是,一种带尖锐刀口结构的滚塑模具,包括滚塑模具本体,滚塑模具本体内构建有成型腔体;所述滚塑模具本体包括模具体一和模具体二,模具体一与模具体二配合设置并在模具体一与模具体二之间形成成型腔体;所述成型腔体内设置有刀头;所述刀头为两端开口的环形,刀头的其中一个开口端为底端并与成型腔体内壁连接,刀头的另个开口端为顶端,刀头顶端的端面突出于成型腔体的内壁表面且刀头顶端的端面设置为尖锐刀口状。
6.优化的,上述带尖锐刀口结构的滚塑模具,刀头与模具体二一体成型设置。
7.优化的,上述带尖锐刀口结构的滚塑模具,刀头与成型腔体内壁之间设置有环形的不锈钢活块,不锈钢活块与刀头配合设置,刀头的底端贴合于不锈钢活块上并与不锈钢活块固定;不锈钢活块通过螺栓安装于成型腔体的内壁上。
8.优化的,上述带尖锐刀口结构的滚塑模具,成型腔体内壁构建有环形的安装槽,不锈钢活块安装于安装槽内并通过螺栓与安装槽固定。
9.优化的,上述带尖锐刀口结构的滚塑模具,不锈钢活块与刀头一体成型设置,不锈钢活块上均布若干螺栓安装通孔。
10.本申请的优点在于:
11.本申请的技术方案中,
12.通过突出于成型腔体的内壁的刀头,使得滚塑出的半成品表面会有一圈壁厚薄弱点。这样的设置可以取消滚塑模具生产出的半成品进行切割的过程,直接在半成品在采用木制或塑料榔头敲击,即可将原来需要切割的部分敲掉。整个过程简单、快捷、方便,不存在
安全风险及粉尘、噪声污染。
附图说明
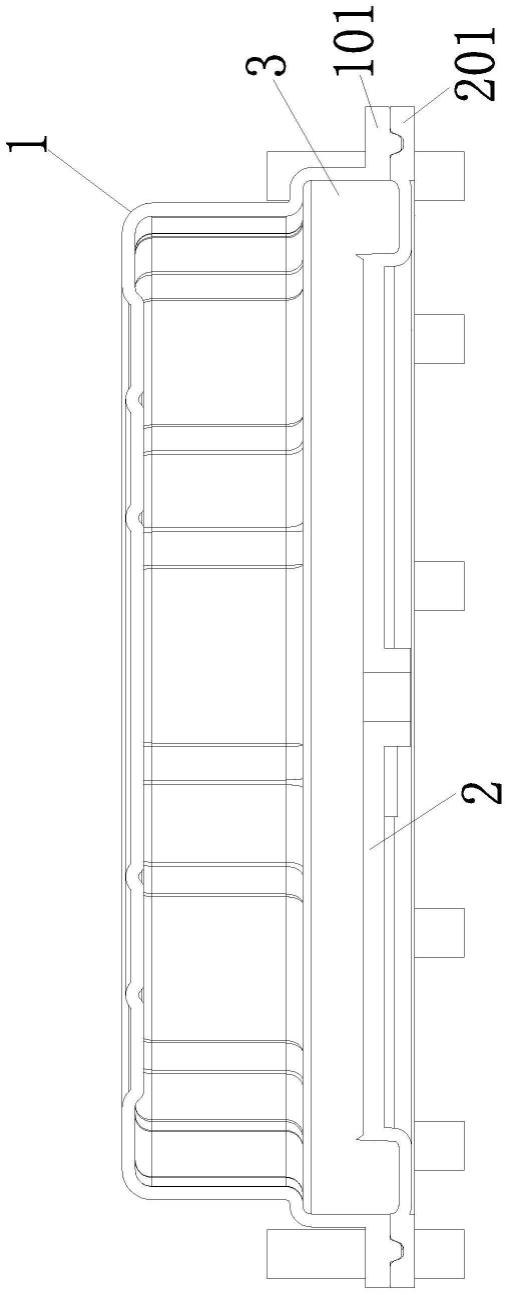
13.图1为本申请实施例1的结构示意图;
14.图2为本申请实施例1的模具体二的侧视图;
15.图3为图2的俯视图;
16.图4为本申请实施例1的模具体二的结构示意图;
17.图5图2的a处放大图;
18.图6为本申请实施例2的模具体二的侧视图;
19.图7为图6的俯视图;
20.图8为本申请实施例2的模具体二的结构示意图;
21.图9为本申请实施例2的结构示意图;
22.图10为图9的c处放大图;
23.图11使用本申请实施例1的滚塑模具生产的滚塑件的结构示意图;
24.图12为图11的b处放大图。
具体实施方式
25.下面结合附图与具体实施例进一步阐述本实用新型的技术特点。
26.实施例1
27.如图1所示,本实用新型为一种带尖锐刀口结构的滚塑模具,包括滚塑模具本体,滚塑模具本体内构建有成型腔体3。滚塑模具本体由模具体一1和模具体二2组成,模具体一1内部具有一个凹腔,模具体一1内部的凹腔具有一个开口且凹腔的开口位于模具体一1的端面上。模具体二2的其中一个端面覆盖于模具体一1的凹腔的开口上并封闭凹腔的开口,由模具体二2的端面、模具体一1的凹腔内壁围成成型腔体3。
28.模具体一1具有环形的法兰盘一101,法兰盘一101围绕凹腔的开口设置。模具体二2具有法兰盘二201,法兰盘二201与法兰盘一101配合设置,在模具体二2覆盖于模具体一1的凹腔的开口处时,法兰盘二201与法兰盘一101贴合并通过螺栓固定,从而使得模具体一1与模具体二2固定,并且在滚塑过程中,保持成型腔体3的封闭。
29.在成型腔体3内设置刀头4,刀头4为环形。此实施例中,将刀头4设置在模具体二2朝向模具体一1内部凹腔的端面上,且将刀头4与模具体二2一体成型。此实施例中,刀头4为突出于模具体二2端面的环形凸起。模具体二2朝向模具体一1内部凹腔的端面为上端面,刀头4靠近模具本体二2上端面的一端为刀头4底端,刀头4远离模具本体二2上端面的一端为刀头4顶端,刀头4的环形壁厚由刀头4的底端向刀头4的顶端逐渐变小,刀头4顶端的壁厚接近于零,使得刀头4的顶端的环形端面形成尖锐刀口。
30.本申请中,带有尖锐刀口的刀头4,在滚塑过程中,可以在滚塑成品的表面上形成一个环形的的薄弱点,通过敲击环形的薄弱点的中心部分,即可使得薄弱点处发生断裂,即可将多余的材料部分去除。
31.实施例2
32.此实施例与实施例1的区别在于:刀头4与模具体二2可分离的连接。
33.此实施例中,模具体二2的上端面构建有环形的安装槽6,安装槽6与模具体二2一体成型,刀头4安装在环形的安装槽6内。
34.刀头4的底端构建环形的不锈钢活块5,不锈钢活块5安装于安装槽6内,且不锈钢活块5的上端面与模具体二2的上端面齐平,位于不锈钢活块5上端面的刀头4突出于模具体二2的上端面。
35.不锈钢活块5上均布若干螺栓安装通孔,在安装槽6内构建若干与螺栓安装通孔配合设置的螺纹孔,在不锈钢活块5安装于安装槽6内之后,螺栓安装通孔正对螺纹孔,此时可以将螺栓穿过螺栓安装通孔并与螺纹孔螺纹连接,将不锈钢活块5固定在安装槽6内,从而使得刀头4固定在模具体二2上。
36.当然,上述说明并非是对本实用新型的限制,本实用新型也并不限于上述举例,本技术领域的普通技术人员,在本实用新型的实质范围内,作出的变化、改型、添加或替换,都应属于本实用新型的保护范围。
技术特征:
1.一种带尖锐刀口结构的滚塑模具,包括滚塑模具本体,滚塑模具本体内构建有成型腔体(3);所述滚塑模具本体包括模具体一(1)和模具体二(2),模具体一(1)与模具体二(2)配合设置并在模具体一(1)与模具体二(2)之间形成成型腔体(3);其特征在于:所述成型腔体(3)内设置有刀头(4);所述刀头(4)为两端开口的环形,刀头(4)的其中一个开口端为底端并与成型腔体(3)内壁连接,刀头(4)的另个开口端为顶端,刀头(4)顶端的端面突出于成型腔体(3)的内壁表面且刀头(4)顶端的端面设置为尖锐刀口状。2.根据权利要求1所述的带尖锐刀口结构的滚塑模具,其特征在于:所述刀头(4)与模具体二(2)一体成型设置。3.根据权利要求1所述的带尖锐刀口结构的滚塑模具,其特征在于:所述刀头(4)与成型腔体(3)内壁之间设置有环形的不锈钢活块(5),不锈钢活块(5)与刀头(4)配合设置,刀头(4)的底端贴合于不锈钢活块(5)上并与不锈钢活块(5)固定;不锈钢活块(5)通过螺栓安装于成型腔体(3)的内壁上。4.根据权利要求3所述的带尖锐刀口结构的滚塑模具,其特征在于:所述成型腔体(3)内壁构建有环形的安装槽(6),不锈钢活块(5)安装于安装槽(6)内并通过螺栓与安装槽(6)固定。5.根据权利要求3所述的带尖锐刀口结构的滚塑模具,其特征在于:所述不锈钢活块(5)与刀头(4)一体成型设置,不锈钢活块(5)上均布若干螺栓安装通孔。
技术总结
本申请公开了一种带尖锐刀口结构的滚塑模具,属于滚塑模具领域,解决了现有技术中带开口滚塑制品需要后期进行切割加工的问题。本申请中,成型腔体内设置有刀头;所述刀头为两端开口的环形,刀头的其中一个开口端为底端并与成型腔体内壁连接,刀头的另个开口端为顶端,刀头顶端的端面突出于成型腔体的内壁表面且刀头顶端的端面设置为尖锐刀口状。本实用新型的带尖锐刀口结构的滚塑模具,整体可以采用滚塑成型的方式加工,简化加工过程。简化加工过程。简化加工过程。
技术研发人员:王晓礼 盛野 孙俊太 王洋 周明锯 谭浩鹏
受保护的技术使用者:青岛罗泰克亿利汽车橡塑制品有限公司
技术研发日:2022.08.26
技术公布日:2023/3/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1