一种塑胶成型加热机构的制作方法
1.本实用新型涉及加热机构技术领域,特别是涉及一种塑胶成型加热机构。
背景技术:
2.塑胶在行业人眼里,塑料和塑胶是一种东西。随着塑胶工业的飞速发展和塑胶性能的不断提高,塑胶件得到了更为广泛的应用,塑胶件正在不同的领域替代传统的金属零件,一个设计合理的塑胶件往往能够替代多个传统金属零件,从而达到简化产品结构、节约制造成本的目的。
3.现有的塑胶物料在进入模具后难以完全进入模槽内部,容易导致工件的不良,从而我们设计一种塑胶成型加热机构。
技术实现要素:
4.本实用新型所要解决的技术问题是;现有的塑胶物料在进入模具后难以完全进入模槽内部,容易导致工件的不良。
5.为解决上述技术问题,本实用新型采用的一个技术方案是:一种塑胶成型加热机构,包括模架,所述模架内壁底部固定连接有底模,所述模架顶壁固定连接有电动伸缩杆,所述电动伸缩杆驱动端固定连接有顶模,所述顶模包括与电动伸缩杆固定连接的模板,所述模板内壁开设有加热腔,所述加热腔内壁固定连接有加热丝,所述模板底部通过导热柱连接有底模槽,所述加热腔顶端一侧固定连接有导气管,所述导气管内壁中心处固定连接有防护斗,所述导气管顶端固定连接有泄气机构。
6.通过上述技术方案,所述泄气机构包括与导气管固定连接的安装架,所述安装架顶端固定连接有限位箱,所述限位箱内壁底部固定连接有复位弹簧,所述复位弹簧顶端固定连接有滑板,所述滑板周侧嵌有多个限位珠,所述滑板顶端固定连接有滑杆,所述滑杆顶端贯穿限位箱并固定连接有顶罩,所述顶罩顶端开设有通孔。
7.本实用新型进一步设置为,所述滑杆为不锈钢材质,所述滑杆与限位箱滑动连接。
8.通过上述技术方案,所述顶模与底模的断面均呈矩形,所述底模底部与模架焊接。
9.本实用新型进一步设置为,所述模架为不锈钢材质。
10.通过上述技术方案,所述导热柱的数量为多个,多个所述导热柱呈矩形阵列分布在加热腔与底模槽之间,所述底模槽的断面呈矩形。
11.本实用新型进一步设置为,所述加热腔的断面呈矩形。
12.通过上述技术方案,所述加热丝与外部电源电性连接,所述加热丝呈蛇形分布在加热腔内部。
13.通过上述技术方案,所述限位箱的断面呈矩形,所述限位箱底部与安装架焊接。
14.本实用新型进一步设置为,所述限位箱为不锈钢材质。
15.通过上述技术方案,所述限位珠外壁与限位箱内壁贴合,所述限位箱的断面呈圆形。
16.本实用新型进一步设置为,所述限位珠为不锈钢材质。
17.通过上述技术方案,所述通孔的断面呈圆形,所述顶罩内壁与导气管外壁贴合。
18.本实用新型进一步设置为,所述顶罩为不锈钢材质。
19.本实用新型的有益效果如下:
20.1.本实用新型中加热丝的设置便于更好的对加热腔进行加热,导热柱的设置便于更好的将加热丝产生的热量导向底模槽,便于更好的提高物料的充盈度,减少空腔的发生,有效减少不良工件的产生;
21.2.本实用新型中泄气机构的设置便于更好的将加热腔内部的空气泄出,便于更好的保持加热腔内部的健康运行,当温度过热膨胀时顶罩脱离导气管进行完成泄气,当过热效果不强时经通孔进行泄气即可。
附图说明
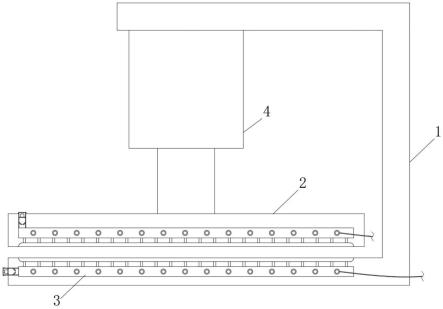
22.图1为本实用新型的侧视图;
23.图2为本实用新型中模架立体示意图;
24.图3为本实用新型中顶模侧视图;
25.图4为本实用新型中泄气机构侧视图。
26.图中:1、模架;2、顶模;3、底模;4、电动伸缩杆;20、泄气机构;21、模板;22、加热腔;23、加热丝;24、导热柱;25、底模槽;26、导气管;27、防护斗;201、安装架;202、限位箱;203、复位弹簧;204、滑板;205、限位珠;206、滑杆;207、顶罩;208、通孔。
具体实施方式
27.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
28.请参阅图1和图2,一种塑胶成型加热机构,包括模架1,模架1内壁底部固定连接有底模3,模架1顶壁固定连接有电动伸缩杆4,电动伸缩杆4驱动端固定连接有顶模2,顶模2包括与电动伸缩杆4固定连接的模板21,模板21内壁开设有加热腔22,加热腔22内壁固定连接有加热丝23,模板21底部通过导热柱24连接有底模槽25,加热腔22顶端一侧固定连接有导气管26,导气管26内壁中心处固定连接有防护斗27,导气管26顶端固定连接有泄气机构20。顶模2与底模3的断面均呈矩形,底模3底部与模架1焊接。模架1为不锈钢材质。导热柱24的数量为多个,多个导热柱24呈矩形阵列分布在加热腔22与底模槽25之间,底模槽25的断面呈矩形。加热腔22的断面呈矩形。加热丝23与外部电源电性连接,加热丝23呈蛇形分布在加热腔22内部。
29.如图1-图4所示,泄气机构20包括与导气管26固定连接的安装架201,安装架201顶端固定连接有限位箱202,限位箱202内壁底部固定连接有复位弹簧203,复位弹簧203顶端固定连接有滑板204,滑板204周侧嵌有多个限位珠205,滑板204顶端固定连接有滑杆206,滑杆206顶端贯穿限位箱202并固定连接有顶罩207,顶罩207顶端开设有通孔208。滑杆206为不锈钢材质,滑杆206与限位箱202滑动连接。限位箱202的断面呈矩形,限位箱202底部与安装架201焊接,限位箱202为不锈钢材质,限位珠205外壁与限位箱202内壁贴合,限位箱
202的断面呈圆形。限位珠205为不锈钢材质。通孔208的断面呈圆形,顶罩207内壁与导气管26外壁贴合。顶罩207为不锈钢材质。
30.本实用新型在使用时,物料注入底模3与顶模2之间,两模具内的加热丝23加热,从而完成对物料的加热,使得物料更具流动性,便于工件的成型,减少不良品的产生,加热腔22内部加热时内部空气膨胀顶开顶罩207即可进行泄气,同时避免外部杂质进入加热腔22内部。
31.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种塑胶成型加热机构,包括模架(1),其特征在于:所述模架(1)内壁底部固定连接有底模(3),所述模架(1)顶壁固定连接有电动伸缩杆(4),所述电动伸缩杆(4)驱动端固定连接有顶模(2),所述顶模(2)包括与电动伸缩杆(4)固定连接的模板(21),所述模板(21)内壁开设有加热腔(22),所述加热腔(22)内壁固定连接有加热丝(23),所述模板(21)底部通过导热柱(24)连接有底模槽(25),所述加热腔(22)顶端一侧固定连接有导气管(26),所述导气管(26)内壁中心处固定连接有防护斗(27),所述导气管(26)顶端固定连接有泄气机构(20)。2.根据权利要求1所述的一种塑胶成型加热机构,其特征在于:所述泄气机构(20)包括与导气管(26)固定连接的安装架(201),所述安装架(201)顶端固定连接有限位箱(202),所述限位箱(202)内壁底部固定连接有复位弹簧(203),所述复位弹簧(203)顶端固定连接有滑板(204),所述滑板(204)周侧嵌有多个限位珠(205),所述滑板(204)顶端固定连接有滑杆(206),所述滑杆(206)顶端贯穿限位箱(202)并固定连接有顶罩(207),所述顶罩(207)顶端开设有通孔(208)。3.根据权利要求1所述的一种塑胶成型加热机构,其特征在于:所述顶模(2)与底模(3)的断面均呈矩形,所述底模(3)底部与模架(1)焊接。4.根据权利要求1所述的一种塑胶成型加热机构,其特征在于:所述导热柱(24)的数量为多个,多个所述导热柱(24)呈矩形阵列分布在加热腔(22)与底模槽(25)之间,所述底模槽(25)的断面呈矩形。5.根据权利要求1所述的一种塑胶成型加热机构,其特征在于:所述加热丝(23)与外部电源电性连接,所述加热丝(23)呈蛇形分布在加热腔(22)内部。6.根据权利要求2所述的一种塑胶成型加热机构,其特征在于:所述限位箱(202)的断面呈矩形,所述限位箱(202)底部与安装架(201)焊接。7.根据权利要求2所述的一种塑胶成型加热机构,其特征在于:所述限位珠(205)外壁与限位箱(202)内壁贴合,所述限位箱(202)的断面呈圆形。8.根据权利要求2所述的一种塑胶成型加热机构,其特征在于:所述通孔(208)的断面呈圆形,所述顶罩(207)内壁与导气管(26)外壁贴合。
技术总结
本实用新型公开了一种塑胶成型加热机构,包括模架,所述模架内壁底部固定连接有底模,所述模架顶壁固定连接有电动伸缩杆,所述电动伸缩杆驱动端固定连接有顶模,所述顶模包括与电动伸缩杆固定连接的模板,所述模板内壁开设有加热腔,所述加热腔内壁固定连接有加热丝,所述模板底部通过导热柱连接有底模槽,所述加热腔顶端一侧固定连接有导气管,所述导气管内壁中心处固定连接有防护斗,所述导气管顶端固定连接有泄气机构,本实用新型中加热丝的设置便于更好的对加热腔进行加热,导热柱的设置便于更好的将加热丝产生的热量导向底模槽,便于更好的提高物料的充盈度,减少空腔的发生,有效减少不良工件的产生。效减少不良工件的产生。效减少不良工件的产生。
技术研发人员:李平清
受保护的技术使用者:东莞市越盈塑胶制品有限公司
技术研发日:2022.09.13
技术公布日:2023/1/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1