一种水口冷却新结构的制作方法
本技术涉及一种冷却装置,尤其涉及一种水口冷却新结构,属于注塑。
背景技术:
1、在注塑工艺中,塑料在注塑模具中是需要长时间冷却才可以脱模,为了加快此进程,现有工艺中,在注塑模具加上水冷结构已经是稀疏平常。随着自动化进程的推进,仅仅在注塑模具上加水冷结构已经是不足以用来解决新出现的问题,在不同的注塑工艺要求下所带来的便是生产周期的增加,因此,尝试降低产品生产周期时发现,产品水口未达到冷却温度开模时拉扯会发生断裂,有一段水口会堵在射嘴侧,从而导致射胶流道堵塞无法继续生产。换言之,在负责注塑的机咀套处增加一种水口冷却的新结构势在必行。
技术实现思路
1、针对上述现有技术的缺陷,本实用新型提供一种水口冷却新结构,以实现产品水口能够快速冷却以达到减少生产周期,提高生产效率的目的,由此优化了该注塑机的内部结构,节省了模具设计的成本。
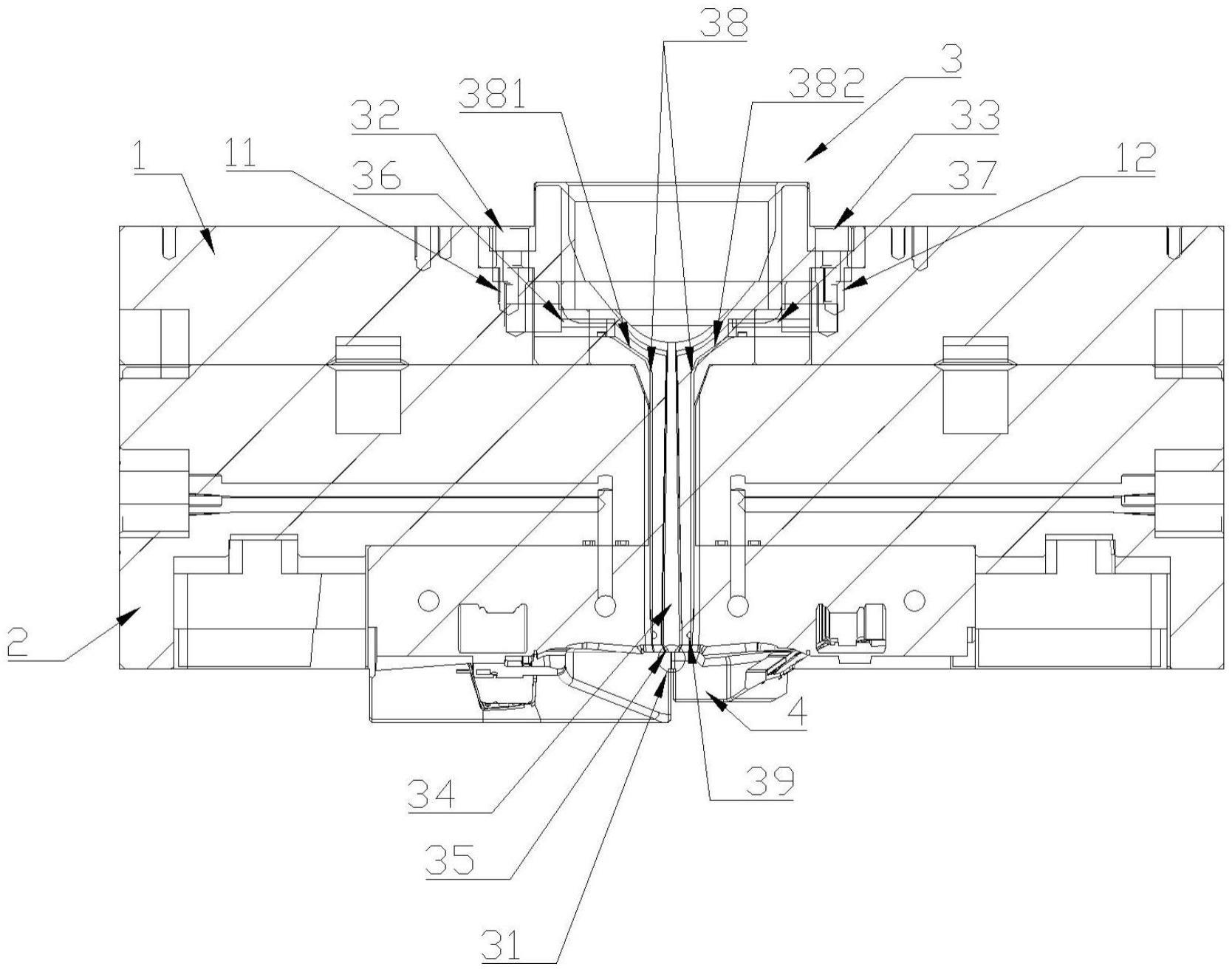
2、为实现上述目的,本实用新型所采用的技术方案是:一种水口冷却新结构,该结构设置于机咀套上,与所述机咀套相适配模具的顶板内设置有进水水管a和出水水管a,所述顶板的下方设置有注塑上模,所述机咀套横穿过所述顶板和所述注塑上模直至注塑成型腔处,所述机咀套与所述注塑成型腔的交界处为水口,所述水口冷却新结构为水口冷却组件,所述水口冷却组件包括冷却水通道、射胶流道冷却管套和密封圈,所述冷却水通道与所述射胶流道冷却管套相连接,所述密封圈设置于所述射胶流道冷却管套的下方。
3、基于上述,水口冷却组件有利于在每次注塑完成后自动打开水阀,水通过一侧的冷却水通道进入射胶流道冷却管套,再通过另一侧的冷却水通道流出,使水口的迅速冷却,避免发生产品水口未达到冷却温度开模拉扯而发生的断裂,从而杜绝塑料堵住机咀套的射嘴无法再进行注塑。
4、进一步的,所述机咀套包括射胶流道和射嘴,所述射胶流道为所述机咀套输送塑胶的通道,所述射嘴设置在所述射胶流道的下方末端。
5、基于上述,本实施例的注塑过程是塑胶进入射嘴流道后从射嘴注入到注塑成型腔完成注塑的,而射嘴流道的长度过长,普通的冷却方案无法覆盖射嘴流道自身,如果冷却不彻底,塑胶将会开开模时水口断裂导致堵住射嘴,因此需要设置一套水口冷却新结构在机咀套处。
6、进一步的,所述射胶流道冷却管套包括进水冷却管道,出水冷却管道,第一隔水板和第二隔水板,所述进水冷却管道为所述第一隔水板与所述第二隔水板在所述射胶流道冷却管套中隔开的左半侧通路,所述出水冷却管道为所述第一隔水板与所述第二隔水板在所述射胶流道冷却管套中隔开的右半侧通路。
7、基于上述,射胶流道冷却管套由相对的第一隔水板和第二隔水板隔成了进水冷却管道和出水冷却管道,水从进水水管b流进进水冷却管道,而密封圈与隔水板中间有缝隙,因此,水从隔水板和密封圈的缝隙中流过,从而增加冷却水口的效果;而这样设计,增加了冷却管道中水流流通的长度,使在面对水口较长,冷却时间较长的产品有更强的适应能力。
8、进一步的,所述冷却水通道包括进水口、出水口、进水水管b和出水水管b,所述进水口设置于所述机咀套的顶端左侧,所述出水口设置于所述机咀套的顶端右侧,所述进水水管b与所述进水冷却管道的顶端相连接,所述出水水管b与所述出水冷却管道的顶端相连接。
9、基于上述,水口冷却组件的射胶流道冷却管套是包裹在机咀套的射胶流道的外表面的,水从进水口流进,经过顶板内的进水水管a再流进进水水管b,流进射胶流道冷却管套后,经过出水水管b、顶板内的出水水管a,最后从出水口流出,完成冷却水路流通,达到冷却水口的效果,从而解决了因水口冷却时间不足断裂而堵塞射嘴导致无法继续生产的问题。
10、进一步的,所述进水水管a位于所述机咀套的左侧,所述进水水管a的上方与所述进水口配合,所述进水水管a的下方和所述进水水管b配合,所述出水水管a位于所述机咀套的右侧,所述出水水管a的上方与所述出水口配合,所述出水水管a的下方和所述出水水管b配合。
11、基于上述,在冷却水通道中,顶板内内置的进水水管a和出水水管a简化了水口冷却组件的结构,由此节省了模具设计的成本。
12、为使本实用新型的上述特征及其所要想达到的目的更清晰的阐述出来,下文结合附图与具体实施例来对本实用新型作进一步说明。
技术特征:
1.一种水口冷却新结构,该结构设置于机咀套(3)上,其特征在于:与所述机咀套(3)相适配模具的顶板(1)内设置有进水水管a(11)和出水水管a(12),所述顶板(1)的下方设置有注塑上模(2),所述机咀套(3)横穿过所述顶板(1)和所述注塑上模(2)直至注塑成型腔(4)处,所述机咀套(3)与所述注塑成型腔(4)的交界处为水口(31),所述水口冷却新结构为水口冷却组件(5),所述水口冷却组件(5)包括冷却水通道(6)、射胶流道冷却管套(38)和密封圈(39),所述冷却水通道(6)与所述射胶流道冷却管套(38)相连接,所述密封圈(39)设置于所述射胶流道冷却管套(38)的下方。
2.根据权利要求1所述的一种水口冷却新结构,其特征在于:所述机咀套(3)包括射胶流道(34)和射嘴(35),所述射胶流道(34)为所述机咀套(3)输送塑胶的通道,所述射嘴(35)设置在所述射胶流道(34)的下方末端。
3.根据权利要求1所述的一种水口冷却新结构,其特征在于:所述射胶流道冷却管套(38)包括进水冷却管道(381)、出水冷却管道(382)、第一隔水板(383)和第二隔水板(384),所述进水冷却管道(381)为所述第一隔水板(383)与所述第二隔水板(384)在所述射胶流道冷却管套(38)中隔开的左半侧通路,所述出水冷却管道(382)为所述第一隔水板(383)与所述第二隔水板(384)在所述射胶流道冷却管套(38)中隔开的右半侧通路。
4.根据权利要求3所述的一种水口冷却新结构,其特征在于:所述冷却水通道(6)包括进水口(32)、出水口(33)、进水水管b(36)和出水水管b(37),所述进水口(32)设置于所述机咀套(3)的顶端左侧,所述出水口(33)设置于所述机咀套(3)的顶端右侧,所述进水水管b(36)与所述进水冷却管道(381)的顶端相连接,所述出水水管b(37)与所述出水冷却管道(382)的顶端相连接。
5.根据权利要求4所述的一种水口冷却新结构,其特征在于:所述进水水管a(11)位于所述机咀套(3)的左侧,所述进水水管a(11)的上方与所述进水口(32)配合,所述进水水管a(11)的下方和所述进水水管b(36)配合,所述出水水管a(12)位于所述机咀套(3)的右侧,所述出水水管a(12)的上方与所述出水口(33)配合,所述出水水管a(12)的下方和所述出水水管b(37)配合。
技术总结
本技术提供了一种水口冷却新结构,该结构设置于机咀套上,与所述机咀套相适配模具的顶板内设置有进水水管a和出水水管a,所述顶板的下方设置有注塑上模,所述机咀套横穿过所述顶板和所述注塑上模直至注塑成型腔处,所述机咀套与所述注塑成型腔的交界处为水口,所述水口冷却新结构为水口冷却组件,所述水口冷却组件包括冷却水通道、射胶流道冷却管套和密封圈,所述冷却水通道与所述射胶流道冷却管套相连接,所述密封圈设置于所述射胶流道冷却管套的下方。本技术涉及注塑技术领域。
技术研发人员:唐书经,李衍坤
受保护的技术使用者:三威塑胶制品(珠海)有限公司
技术研发日:20220927
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!