一种塑胶配色打样色板的注塑模具的制作方法
本技术涉及注塑模具,具体涉及一种塑胶配色打样色板的注塑模具。
背景技术:
1、现有技术中的配色对比色板都是采用阶梯形状,可以对比配色在不同厚度时的透光性和颜色差异。
2、中国专利文献,公告号cn211031193u,公开一种色板成型模具,通过设置的缓冲机构的作用下,提高成型模具底部的减震效果,解决成型模具与安装处表面连接受损的问题,保障成型模具使用寿命。
3、但是,该款注塑模具还不够完善,没有详细公开塑胶配色打样色板的型腔和型芯的具体结构,针对上述,本申请研发塑胶配色打样色板的注塑型腔和型芯结构。
技术实现思路
1、为了实现上述目的,本实用新型提供一种塑胶配色打样色板的注塑模具,通过在型腔色板成型槽内设计多个高光面阶梯,使成型的配色打样色板正面赋予高光面,配色打样色板通过设计高光面,方便工业相机或人工快速查找最接近颜色。并且在型芯与型腔相贴合的面板上设计非高光面和高光面,使成型的配色打样色板背面赋予有晒纹面、磨砂面、哑光面、高光面。
2、为实现上述目的,本实用新型采用的技术方案是:
3、一种塑胶配色打样色板的注塑模具,包括:
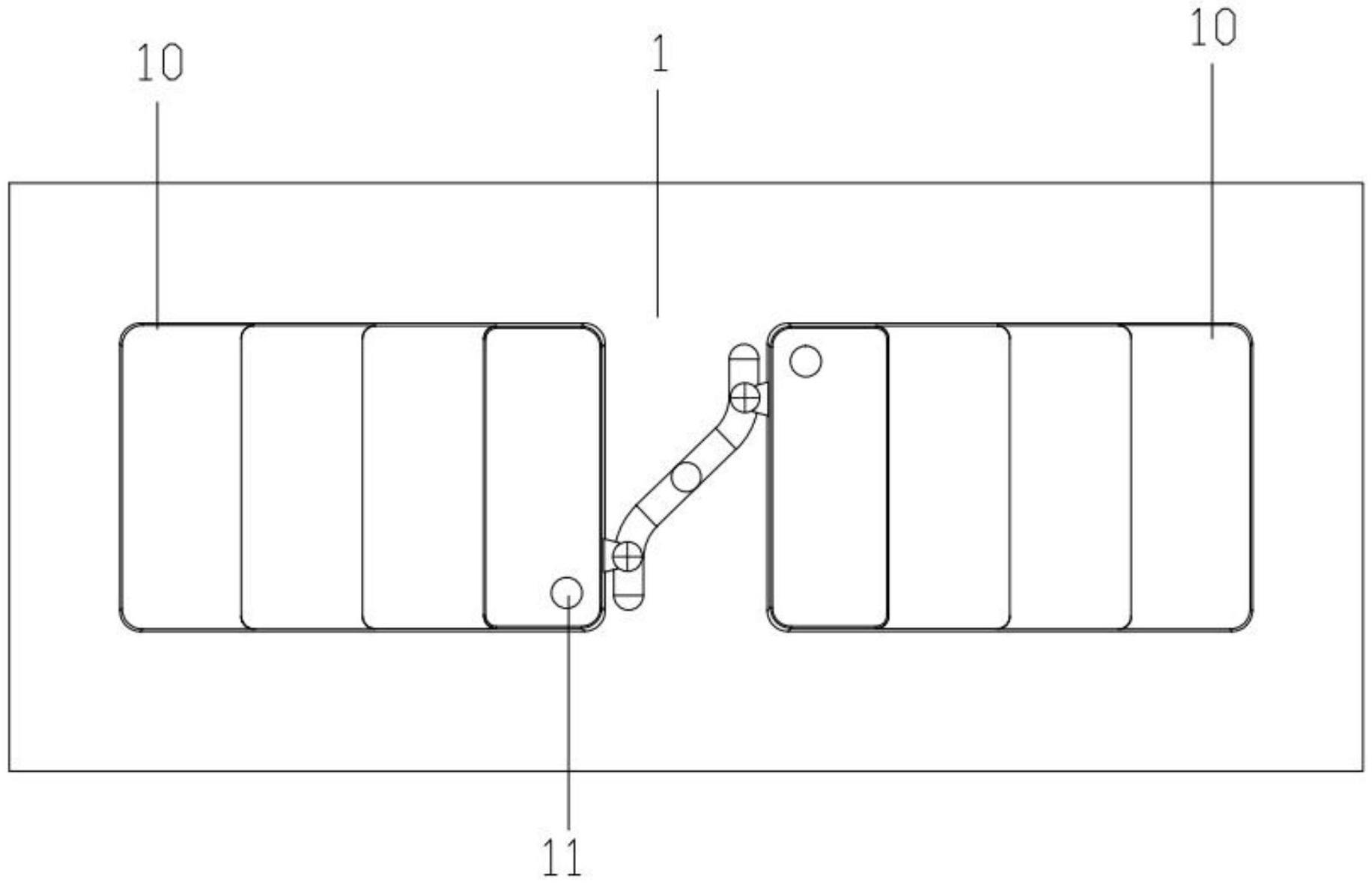
4、型腔,所述型腔设置有两组色板成型槽,所述色板成型槽为阶梯状,阶梯状由多个阶梯构成,每个阶梯均为高光亮面,每个阶梯深度不同;
5、型芯,所述型芯与型腔相贴合的面板上设置有非高光面和高光面。
6、进一步的,所述阶梯状由第一阶梯、第二阶梯、第三阶梯、第四阶梯构成。
7、进一步的,所述第一阶梯、第二阶梯、第三阶梯、第四阶梯,每个阶梯之间的深度差为0.5-1mm。
8、进一步的,所述型芯面板上的非高光区域设置有晒纹面、磨砂面、哑光面。
9、进一步的,型腔还设置有用于在色板成型后形成孔位的导柱。
10、进一步的,所述导柱呈圆锥体。
11、本实用新型的有益效果:
12、本实用新型提供了塑胶配色打样色板的注塑模具,通过在型腔色板成型槽内设计多个高光面阶梯,使成型的配色打样色板正面赋予高光面,配色打样色板通过设计高光面,方便工业相机或人工快速查找最接近颜色。并且在型芯与型腔相贴合的面板上设计非高光面和高光面,使成型的配色打样色板背面赋予有晒纹面、磨砂面、哑光面、高光面,在比对透光性时,可以更好地在晒纹面、磨砂面、哑光面、高光面产生不同的效果。
13、为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
技术特征:
1.一种塑胶配色打样色板的注塑模具,其特征在于,包括:
2.根据权利要求1所述的塑胶配色打样色板的注塑模具,其特征在于,所述阶梯状由第一阶梯、第二阶梯、第三阶梯、第四阶梯构成。
3.根据权利要求2所述的塑胶配色打样色板的注塑模具,其特征在于,所述第一阶梯、第二阶梯、第三阶梯、第四阶梯,每个阶梯之间的深度差为0.5-1mm。
4.根据权利要求1所述的塑胶配色打样色板的注塑模具,其特征在于,所述型芯(2)面板上的非高光区域设置有晒纹面、磨砂面、哑光面。
5.根据权利要求1所述的塑胶配色打样色板的注塑模具,其特征在于,型腔(1)还设置有用于在色板成型后形成孔位(4)的导柱(11)。
6.根据权利要求5所述的塑胶配色打样色板的注塑模具,其特征在于,所述导柱(11)呈圆锥体。
7.根据权利要求1至6任意一项所述的塑胶配色打样色板的注塑模具,其特征在于,所述型腔(1)包括两组色板成型槽(10)。
技术总结
本技术公开了一种塑胶配色打样色板的注塑模具,通过在型腔色板成型槽内设计多个高光面阶梯,使成型的配色打样色板正面赋予高光面,配色打样色板通过设计高光面,方便工业相机或人工快速查找最接近颜色。并且在型芯与型腔相贴合的面板上设计非高光面和高光面,使成型的配色打样色板背面赋予有晒纹面、磨砂面、哑光面、高光面,在比对透光性时,可以更好地在晒纹面、磨砂面、哑光面、高光面产生不同的效果。
技术研发人员:张盛锐
受保护的技术使用者:正显(博罗)新材料有限公司
技术研发日:20221028
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!