热嘴温度测试工装的制作方法
本技术涉及测试工装,特别涉及一种热嘴温度测试工装。
背景技术:
1、热嘴应用于注塑模具,起到将塑料颗粒融化并射胶成型的作用,在热嘴的末端位置设有用于冷却的运水套,运水套套设于热嘴咀芯的外侧,从而实现产品的冷却成型,因此热嘴咀芯与运水套之间的接触面积直接影响到最终的产品成型。
2、热嘴咀芯与运水套之间的不同接触面积会产生不同的散热值,并获得不同的成型效果,提前知道二者的关系可以避免因接触面积设置不合理所导致的生产故障或者生产浪费,但直接在注塑机上进行测试则存在效率低下且操作不便的问题。
技术实现思路
1、本实用新型的主要目的是提供一种热嘴温度测试工装,旨在提供一种结构简单、方便操作且提高测试效率的热嘴温度测试工装。
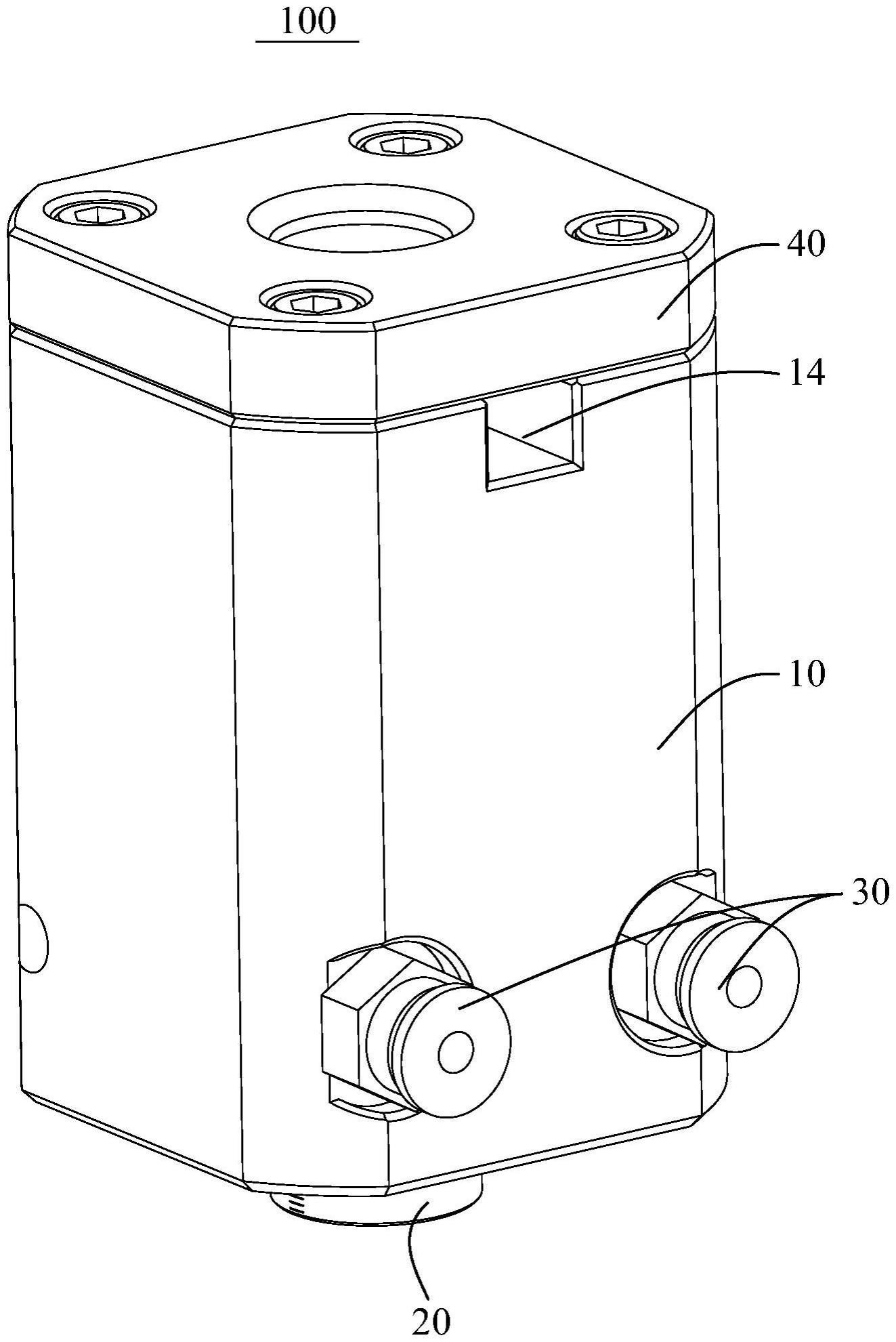
2、为实现上述目的,本实用新型提出的热嘴温度测试工装,用于模拟热嘴在模具上的温度变化,所述热嘴温度测试工装包括:
3、工装主体,所述工装主体形成相连通的第一放置槽和第二放置槽,所述工装主体还设有冷却流道,所述冷却流道位于所述第二放置槽的外侧,所述冷却流道的两端延伸至所述工装主体的外侧面,并形成进水口和出水口;
4、配合块,所述配合块可拆卸地设于所述第二放置槽,所述配合块沿轴线方向开设有配合孔,热嘴放置于所述第一放置槽,热嘴的咀芯穿过所述第一放置槽且伸入所述配合孔内;
5、冷却水接头,所述冷却水接头有两个且分别与所述进水口和所述出水口连接。
6、可选地,定义热嘴的咀芯伸入所述配合孔的区域为冷却区域,所述冷却流道位于所述冷却区域的外侧。
7、可选地,所述配合块和所述第二放置槽之间通过螺纹配合实现可拆卸连接,所述配合块相对于所述第二放置槽转动,以改变热嘴的咀芯伸入所述配合孔内的深度。
8、可选地,所述配合孔的截面为圆形。
9、可选地,所述冷却流道包括:
10、第一流道,所述第一流道有两个且对称位于所述第二放置槽的外侧,一所述第一流道的一端延伸至所述工装主体的外侧面并形成所述进水口,另一所述第一流道的一端延伸至所述工装主体的外侧面并形成所述出水口;
11、第二流道,所述第二流道用于连通两个所述第一流道,所述第二流道延伸至所述工装主体的外侧面的一端通过堵头实现封堵。
12、可选地,所述第一放置槽的内部形成定位台阶。
13、可选地,所述配合块的外侧面设有防滑槽。
14、可选地,所述热嘴温度测试工装还包括盖体,所述盖体可拆卸地设于所述工装主体的顶部,且对热嘴进行限位,所述工装主体的顶部位置开设有连通所述第一放置槽的让位槽,所述让位槽用于热嘴连接线的引出。
15、可选地,所述盖体朝向所述工装主体的一侧形成限位圆环,所述限位圆环位于热嘴的顶部以起到限位作用。
16、可选地,所述盖体与所述工装主体之间通过螺纹紧固件实现连接。
17、本实用新型技术方案包括工装主体、配合块和两个冷却水接头,工装主体形成相连通的第一放置槽和第二放置槽以及冷却流道,配合块可拆卸地设于第二放置槽,热嘴放置于第一放置槽,热嘴咀芯穿过第一放置槽且伸入配合块的配合孔内,两个冷却水接头设于冷却流道的两端连接,热嘴接通外部电源并上升至设定温度时,冷却水接头接通冷却水,通过更换配合块或者调节配合块的位置即可以改变配合块与热嘴咀芯之间的接触面积,并得到对应的散热值,从而获得二者之间的变化关系,由于采用了将热嘴放置于工装并通过改变接触面积以得到对应散热值的技术手段,所以,有效解决了现有技术中直接在注塑机上进行测试存在效率低下且操作不便的技术问题,进而实现了结构简单、方便操作且提高测试效率的技术效果。
技术特征:
1.一种热嘴温度测试工装,用于模拟热嘴在模具上的温度变化,其特征在于,所述热嘴温度测试工装包括:
2.如权利要求1所述的热嘴温度测试工装,其特征在于,定义热嘴的咀芯伸入所述配合孔的区域为冷却区域,所述冷却流道位于所述冷却区域的外侧。
3.如权利要求1所述的热嘴温度测试工装,其特征在于,所述配合块和所述第二放置槽之间通过螺纹配合实现可拆卸连接,所述配合块相对于所述第二放置槽转动,以改变热嘴的咀芯伸入所述配合孔内的深度。
4.如权利要求1所述的热嘴温度测试工装,其特征在于,所述配合孔的截面为圆形。
5.如权利要求1所述的热嘴温度测试工装,其特征在于,所述冷却流道包括:
6.如权利要求1所述的热嘴温度测试工装,其特征在于,所述第一放置槽的内部形成定位台阶。
7.如权利要求1所述的热嘴温度测试工装,其特征在于,所述配合块的外侧面设有防滑槽。
8.如权利要求1至7任一项所述的热嘴温度测试工装,其特征在于,所述热嘴温度测试工装还包括盖体,所述盖体可拆卸地设于所述工装主体的顶部,且对热嘴进行限位,所述工装主体的顶部位置开设有连通所述第一放置槽的让位槽,所述让位槽用于热嘴连接线的引出。
9.如权利要求8所述的热嘴温度测试工装,其特征在于,所述盖体朝向所述工装主体的一侧形成限位圆环,所述限位圆环位于热嘴的顶部以起到限位作用。
10.如权利要求8所述的热嘴温度测试工装,其特征在于,所述盖体与所述工装主体之间通过螺纹紧固件实现连接。
技术总结
本技术公开一种热嘴温度测试工装,涉及测试工装技术领域,所述热嘴温度测试工装包括:工装主体,所述工装主体形成相连通的第一放置槽和第二放置槽,所述工装主体还设有冷却流道,所述冷却流道位于所述第二放置槽的外侧,所述冷却流道的两端延伸至所述工装主体的外侧面,并形成进水口和出水口;配合块,所述配合块可拆卸地设于所述第二放置槽,所述配合块沿轴线方向开设有配合孔,热嘴放置于所述第一放置槽,热嘴的咀芯穿过所述第一放置槽且伸入所述配合孔内;冷却水接头,所述冷却水接头有两个且分别与所述进水口和所述出水口连接。该热嘴温度测试工装结构简单、方便操作且提高测试效率。
技术研发人员:蒋建晓
受保护的技术使用者:东莞市昌筱热流道科技有限公司
技术研发日:20221031
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!