复合材料热压成型工艺使用的快卸工装的制作方法
本技术涉及复合材料热压,具体为复合材料热压成型工艺使用的快卸工装。
背景技术:
1、复合材料是人们运用先进的材料制备技术将不同性质的材料组分优化组合而成的新材料,一般定义的复合材料需满足以下条件,复合材料必须是人造的,是人们根据需要设计制造的材料,复合材料必须由两种或两种以上化学、物理性质不同的材料组成,在对复合材料热压成型时会使用到快卸工装进行卸料。
2、在航空领域会使用到各种复合材料,在对复合材料进行热压加工时,会需要使用到快卸工装对其进行加工,以便对复合材料进行快速加工,但快卸工装在使用时,通常需要繁琐的步骤才能对冲压部件进行更换,使得在加工不同型号的复合材料时,能够快速的对其进行加工,并且在加工时,一般也只有单一的冲压机构,使得在加工时会需要较长的时间才能完成加工,这样容易延长材料加工的时间。
技术实现思路
1、本实用新型的目的在于提供复合材料热压成型工艺使用的快卸工装,具备便于对冲压部件进行更换和能够快速对材料进行加工的优点,解决了快卸工装在使用时,通常需要繁琐的步骤才能对冲压部件进行更换,在加工时,一般也只有单一冲压机构的问题。
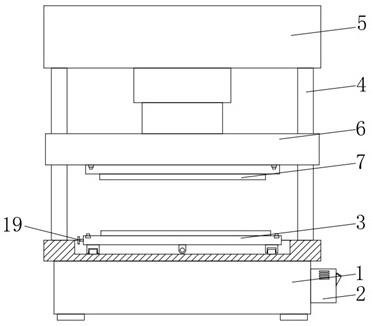
2、为实现上述目的,本实用新型提供如下技术方案:复合材料热压成型工艺使用的快卸工装,包括底座和红外线传感器,所述底座的右侧固定连接有控制箱,所述底座的前后两侧均焊接有连接框,前侧的连接框的正面固定连接有电机,两个连接框相对的一侧通过轴承安装有螺纹杆,所述螺纹杆表面的两侧均设置有放置机构,所述底座顶部的四角均焊接有支撑柱,所述支撑柱的顶部固定连接有固定台,所述固定台的底部固定连接有冲压机,所述冲压机的底部设置有冲压机构。
3、优选的,所述放置机构包括螺纹块,所述螺纹块的顶部焊接有放置台,所述放置台顶部的两侧均开设有放置槽,所述放置台的左侧贯穿设置有转杆,所述放置台的内腔通过轴承安装有齿轮,所述转杆的右侧贯穿至放置台的内腔并与齿轮固定连接,所述放置台的顶部活动设置有冲压模具,所述冲压模具底部的两侧均焊接有第一安装块,两个第一安装块相对的一侧均开设有限位槽,所述放置台内腔的两侧均设置有齿板,两个齿板相反的一侧均焊接有第二限位插杆。
4、优选的,所述放置槽内腔的底部固定连接有导向块,所述第一安装块的底部开设有导向槽,所述放置台底部的两侧均通过转轴安装有导向轮。
5、优选的,所述冲压机构包括安装板,所述安装板的顶部与冲压机的输出端固定连接,所述安装板底部的两侧均开设有安装槽,所述安装板的内腔活动设置有弹簧,所述弹簧的两侧均固定连接有第一限位插杆,所述安装槽的内腔活动连接有第二安装块,所述第二安装块的底部固定连接有冲压块。
6、优选的,所述安装板的正面开设滑孔,所述第一限位插杆的前侧穿过滑孔延伸至安装板的前侧。
7、优选的,所述电机的输入端与控制箱电连接,所述红外线传感器的输出端与控制箱电连接,所述底座底部的四角均固定连接有支撑块。
8、与现有技术相比,本实用新型的有益效果如下:
9、1、本实用新型通过齿轮、冲压模具、第一安装块、限位槽、转杆、第二安装块、弹簧和第一限位插杆的配合,便于对冲压部件进行更换,使得能够快速的对材料进行加工,以便根据对不同型号的材料进行加工。
10、2、本实用新型通过连接框、电机、螺纹杆、放置台和螺纹块的配合,便于对材料进行加工,在对材料加工后能够快速对材料进行卸料,以此增加材料加工的效率。
技术特征:
1.复合材料热压成型工艺使用的快卸工装,包括底座(1)和红外线传感器(20),其特征在于:所述底座(1)的右侧固定连接有控制箱(2),所述底座(1)的前后两侧均焊接有连接框(8),前侧的连接框(8)的正面固定连接有电机(9),两个连接框(8)相对的一侧通过轴承安装有螺纹杆(10),所述螺纹杆(10)表面的两侧均设置有放置机构(3),所述底座(1)顶部的四角均焊接有支撑柱(4),所述支撑柱(4)的顶部固定连接有固定台(5),所述固定台(5)的底部固定连接有冲压机(6),所述冲压机(6)的底部设置有冲压机构(7)。
2.根据权利要求1所述的复合材料热压成型工艺使用的快卸工装,其特征在于:所述放置机构(3)包括螺纹块(12),所述螺纹块(12)的顶部焊接有放置台(11),所述放置台(11)顶部的两侧均开设有放置槽(13),所述放置台(11)的左侧贯穿设置有转杆(19),所述放置台(11)的内腔通过轴承安装有齿轮(15),所述转杆(19)的右侧贯穿至放置台(11)的内腔并与齿轮(15)固定连接,所述放置台(11)的顶部活动设置有冲压模具(16),所述冲压模具(16)底部的两侧均焊接有第一安装块(17),两个第一安装块(17)相对的一侧均开设有限位槽(18),所述放置台(11)内腔的两侧均设置有齿板(22),两个齿板(22)相反的一侧均焊接有第二限位插杆(21)。
3.根据权利要求2所述的复合材料热压成型工艺使用的快卸工装,其特征在于:所述放置槽(13)内腔的底部固定连接有导向块,所述第一安装块(17)的底部开设有导向槽,所述放置台(11)底部的两侧均通过转轴安装有导向轮。
4.根据权利要求1所述的复合材料热压成型工艺使用的快卸工装,其特征在于:所述冲压机构(7)包括安装板(23),所述安装板(23)的顶部与冲压机(6)的输出端固定连接,所述安装板(23)底部的两侧均开设有安装槽(24),所述安装板(23)的内腔活动设置有弹簧(27),所述弹簧(27)的两侧均固定连接有第一限位插杆(14),所述安装槽(24)的内腔活动连接有第二安装块(26),所述第二安装块(26)的底部固定连接有冲压块(25)。
5.根据权利要求4所述的复合材料热压成型工艺使用的快卸工装,其特征在于:所述安装板(23)的正面开设滑孔,所述第一限位插杆(14)的前侧穿过滑孔延伸至安装板(23)的前侧。
6.根据权利要求1所述的复合材料热压成型工艺使用的快卸工装,其特征在于:所述电机(9)的输入端与控制箱(2)电连接,所述红外线传感器(20)的输出端与控制箱(2)电连接,所述底座(1)底部的四角均固定连接有支撑块。
技术总结
本技术公开了复合材料热压成型工艺使用的快卸工装,包括底座和红外线传感器,所述底座的右侧固定连接有控制箱,所述底座的前后两侧均焊接有连接框,前侧的连接框的正面固定连接有电机,两个连接框相对的一侧通过轴承安装有螺纹杆,所述螺纹杆表面的两侧均设置有放置机构。本技术通过齿轮、冲压模具、第一安装块、限位槽、转杆、第二安装块、弹簧和第一限位插杆的配合,便于对冲压部件进行更换,使得能够快速的对材料进行加工,以便根据对不同型号的材料进行加工,通过连接框、电机、螺纹杆、放置台和螺纹块的配合,便于对材料进行加工,在对材料加工后能够快速对材料进行卸料,以此增加材料加工的效率。
技术研发人员:朱明亮,朱明芳
受保护的技术使用者:陕西中辰航空科技有限公司
技术研发日:20221115
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!