一种硅胶挤出管定型机用产品长度计算装置的制作方法
本技术涉及硅胶挤出管定型机,具体涉及一种硅胶挤出管定型机用产品长度计算装置。
背景技术:
1、硅胶管由硅橡胶生胶加到双辊炼胶机上或密闭捏合机中,逐渐加入白炭黑及其它助剂反复炼制均匀,按行业产品技术标准要求,通过挤出制成产品,硅胶管是液体、气体以及其他材料的流通与包覆载体,行业中硅橡胶管可分为“挤出管”、“异型管条”,广泛应用于现代工业、国防工业和日常生活用品中,硅胶挤出管一般先通过挤出机挤出,然后通过定型机定型成成品,传统定型机只能对硅胶挤出管进行定型,但是无法进行长度计算,在后续的产量统计和产品质检环节带来问题,因此,本实用新型提出一种硅胶挤出管定型机用产品长度计算装置。
2、现有技术中,提出了公开号为cn113334472a,公开日为2021年09月03日的中国发明专利文件,来解决上述技术问题,该专利文献所公开的技术方案如下:一种硅胶管上料机构与裁切装置的同步方法及装置,包括预设第一电机的转速、裁切时间;将硅胶管的自由端插入指定起始位置,启动第一电机,驱动送料滚筒向裁切装置输送硅胶管;当检测到裁切装置进入裁切状态时,暂停第一电机一个裁切时间后重新启动第一电机至裁切装置下一次进入裁切状态;计算硅胶管在卷料盘上的余量半径值,根据多级变速规则逐步调整第二电机的转速,驱动卷料盘在单位时间内的硅胶管释放长度相同。本发明能够同步上料机构的上料速度与裁切装置的裁切速度,使得卷料盘释放硅胶管的速度能够满足送料滚筒输送硅胶管给裁切装置的消耗速度,不对裁切装置的裁切精度产生影响,确保产品尺寸合格率。
3、为了解决卷料盘的释放速度与裁切长度不匹配的问题,现有技术是采用阶段性调整卷料盘的转动速度匹配硅胶管裁切长度的方式进行处理,但是还会出现对于定型机来说无法实现总长度的计算的情况,进而导致定型机的在产量统计方面实用性不高的问题。
技术实现思路
1、本实用新型的目的在于提供一种硅胶挤出管定型机用产品长度计算装置,以解决上述背景技术中提出的问题。
2、为解决上述技术问题,本实用新型所采用的技术方案是:
3、一种硅胶挤出管定型机用产品长度计算装置,包括硅胶挤出管定型长度计算装置主体,所述硅胶挤出管定型长度计算装置主体包括有硅胶挤出管定型机,所述硅胶挤出管定型机的进口端和出口端均固定安装有导向辊,所述硅胶挤出管定型机的侧壁固定安装有制冷机,所述硅胶挤出管定型机的出口端设置有物体运动捕捉计时机构,所述硅胶挤出管定型机的内部设置有加速定型机构;所述物体运动捕捉计时机构包括有运动捕捉计时单元和收卷单元,所述运动捕捉计算单元设置在硅胶挤出管定型机的出口端上方,所述收卷单元设置在硅胶挤出管定型机下方;所述加速定型机构包括有冷风散热单元和辅助散热定型单元,所述冷风散热单元设置在制冷机的外侧,所述辅助散热定型单元设置在硅胶挤出管定型机的内壁上下两侧。
4、本实用新型技术方案的进一步改进在于:所述运动捕捉计时单元包括有固定安装在硅胶挤出管定型机出口端侧表面的物体运动捕捉计时装置,所述物体运动捕捉计时装置由安装在其内部的电源模块、中央控制模块、传感器模块、信号转化模块和计时模块等组件组成。
5、采用上述技术方案,红外摄像装置与物体运动捕捉计时装置相互配合对硅胶挤出管定型机定型出口输出的硅胶挤出管进行运动捕捉和计算统计经过硅胶挤出管定型机出口的硅胶挤出管的运动时间。
6、本实用新型技术方案的进一步改进在于:所述物体运动捕捉计时装置的下端固定安装有红外摄像装置,所述红外摄像装置的输出端与物体运动捕捉计时装置的接入端电性连接,所述红外摄像装置设置在硅胶挤出管定型机出口的正上方。
7、采用上述技术方案,红外摄像装置对硅胶挤出管移动进行捕捉。
8、本实用新型技术方案的进一步改进在于:所述收卷单元包括有与硅胶挤出管定型机基座侧表面固定连接的额定电机,所述额定电机的输出轴一端对称设置有转动连接轴,一组所述转动连接轴的一端与额定电机的输出轴固定连接,另一组所述转动连接轴的一端与硅胶挤出管定型机的基座侧表面转动连接。
9、采用上述技术方案,硅胶挤出管收卷盘的两端分别与转动连接轴进行卡接使用螺栓进行固定,便于进行拆卸。
10、本实用新型技术方案的进一步改进在于:两组所述转动连接轴之间设置有硅胶挤出管收卷盘,所述硅胶挤出管收卷盘的两端转动轴分别通过螺栓与额定电机的内表面卡接。
11、采用上述技术方案,给额定电机输入额定功率使额定电机保持额定转速带动转动连接轴和硅胶挤出管收卷盘转动对经过硅胶挤出管定型机出口的硅胶挤出管进行收卷。
12、本实用新型技术方案的进一步改进在于:所述冷风散热单元包括有安装在硅胶挤出管定型机顶部的风机,所述风机的下方设置有风箱,所述风箱的侧表面与硅胶挤出管定型机的侧壁固定连接,所述风箱的内壁与风机输出管之间固定安装有导风管。
13、采用上述技术方案,风机通过导风管为风箱注入空气,空气通过风箱被制冷机制冷得到冷风对硅胶挤出管定型机内部进行降温使硅胶挤出管冷却定型。
14、本实用新型技术方案的进一步改进在于:所述辅助散热定型单元包括有辅助散热机构,所述辅助散热机构包括有对称设置在硅胶挤出管定型机内部的转动连接长板,所述转动连接长板的中部转动安装有散热转动金属轮,所述转动连接长板的两端外侧表面均固定安装有弹簧连接支撑杆,所述弹簧连接支撑杆的一端与硅胶挤出管定型机的内侧表面固定连接。
15、采用上述技术方案,弹簧连接支撑杆将转动连接长板固定在硅胶挤出管定型机的内部上下两侧,散热转动金属轮在硅胶挤出管移动过程中转动加速其表面的定型散热,提高硅胶挤出管定型机的定型效率。
16、由于采用了上述技术方案,本实用新型相对现有技术来说,取得的技术进步是:
17、1、本实用新型提供一种硅胶挤出管定型机用产品长度计算装置,红外摄像装置与物体运动捕捉计时装置相互配合对硅胶挤出管定型机定型出口输出的硅胶挤出管进行运动捕捉和计算统计经过硅胶挤出管定型机出口的硅胶挤出管的运动时间,将硅胶挤出管收卷盘的两端分别与转动连接轴进行卡接使用螺栓进行固定,给额定电机输入额定功率使额定电机保持额定转速带动转动连接轴和硅胶挤出管收卷盘转动对经过硅胶挤出管定型机出口的硅胶挤出管进行收卷,将物体运动捕捉计时装置统计的时间乘以额定电机的额定转速得到额定电机有效收卷转动的圈数,再乘以硅胶挤出管收卷盘的周长即可计算得到硅胶挤出管定型机的输出的硅胶挤出管的总长度。
18、2、本实用新型提供一种硅胶挤出管定型机用产品长度计算装置,风机通过导风管为风箱注入空气,空气通过风箱被制冷机制冷得到冷风对硅胶挤出管定型机内部进行降温使硅胶挤出管冷却定型,弹簧连接支撑杆将转动连接长板固定在硅胶挤出管定型机的内部上下两侧,散热转动金属轮在硅胶挤出管移动过程中转动加速其表面的定型散热,提高硅胶挤出管定型机的定型效率。
技术特征:
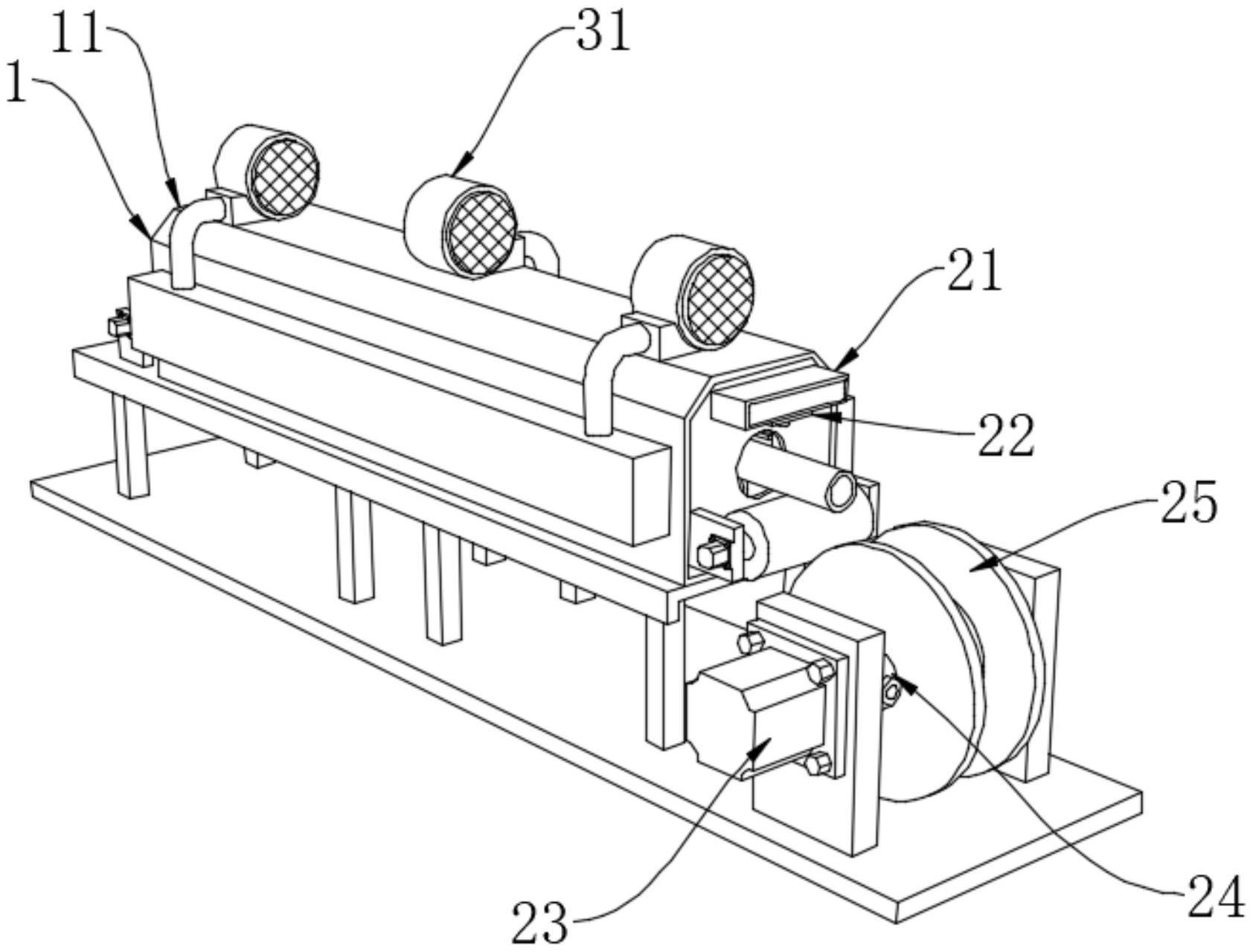
1.一种硅胶挤出管定型机用产品长度计算装置,包括硅胶挤出管定型长度计算装置主体(1),所述硅胶挤出管定型长度计算装置主体(1)包括有硅胶挤出管定型机(11),所述硅胶挤出管定型机(11)的进口端和出口端均固定安装有导向辊(12),所述硅胶挤出管定型机(11)的侧壁固定安装有制冷机(13),其特征在于:所述硅胶挤出管定型机(11)的出口端设置有物体运动捕捉计时机构(2),所述硅胶挤出管定型机(11)的内部设置有加速定型机构(3);
2.根据权利要求1所述的一种硅胶挤出管定型机用产品长度计算装置,其特征在于:所述运动捕捉计时单元包括有固定安装在硅胶挤出管定型机(11)出口端侧表面的物体运动捕捉计时装置(21),所述物体运动捕捉计时装置(21)由安装在其内部的电源模块、中央控制模块、传感器模块、信号转化模块和计时模块等组件组成。
3.根据权利要求2所述的一种硅胶挤出管定型机用产品长度计算装置,其特征在于:所述物体运动捕捉计时装置(21)的下端固定安装有红外摄像装置(22),所述红外摄像装置(22)的输出端与物体运动捕捉计时装置(21)的接入端电性连接,所述红外摄像装置(22)设置在硅胶挤出管定型机(11)出口的正上方。
4.根据权利要求1所述的一种硅胶挤出管定型机用产品长度计算装置,其特征在于:所述收卷单元包括有与硅胶挤出管定型机(11)基座侧表面固定连接的额定电机(23),所述额定电机(23)的输出轴一端对称设置有转动连接轴(24),一组所述转动连接轴(24)的一端与额定电机(23)的输出轴固定连接,另一组所述转动连接轴(24)的一端与硅胶挤出管定型机(11)的基座侧表面转动连接。
5.根据权利要求4所述的一种硅胶挤出管定型机用产品长度计算装置,其特征在于:两组所述转动连接轴(24)之间设置有硅胶挤出管收卷盘(25),所述硅胶挤出管收卷盘(25)的两端转动轴分别通过螺栓与额定电机(23)的内表面卡接。
6.根据权利要求1所述的一种硅胶挤出管定型机用产品长度计算装置,其特征在于:所述冷风散热单元包括有安装在硅胶挤出管定型机(11)顶部的风机(31),所述风机(31)的下方设置有风箱(33),所述风箱(33)的侧表面与硅胶挤出管定型机(11)的侧壁固定连接,所述风箱(33)的内壁与风机(31)输出管之间固定安装有导风管(32)。
7.根据权利要求1所述的一种硅胶挤出管定型机用产品长度计算装置,其特征在于:所述辅助散热定型单元包括有辅助散热机构(34),所述辅助散热机构(34)包括有对称设置在硅胶挤出管定型机(11)内部的转动连接长板(341),所述转动连接长板(341)的中部转动安装有散热转动金属轮(342),所述转动连接长板(341)的两端外侧表面均固定安装有弹簧连接支撑杆(343),所述弹簧连接支撑杆(343)的一端与硅胶挤出管定型机(11)的内侧表面固定连接。
技术总结
本技术公开了一种硅胶挤出管定型机用产品长度计算装置,涉及硅胶挤出管定型机技术领域,包括硅胶挤出管定型长度计算装置主体,所述硅胶挤出管定型长度计算装置主体包括有硅胶挤出管定型机。本技术通过红外摄像装置与物体运动捕捉计时装置相互配合对硅胶挤出管定型机定型出口输出的硅胶挤出管进行运动捕捉和计算统计经过硅胶挤出管定型机出口的硅胶挤出管的运动时间,给额定电机输入额定功率使额定电机保持额定转速带动转动连接轴和硅胶挤出管收卷盘转动对硅胶挤出管进行收卷,将物体运动捕捉计时装置统计的时间乘以额定电机的额定转速得到额定电机有效收卷转动的圈数,再乘以硅胶挤出管收卷盘的周长即可计算得到硅胶挤出管的总长度。
技术研发人员:陈茂龙
受保护的技术使用者:合肥恒德昌科技有限公司
技术研发日:20221117
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!