制备汽车天窗控制盒的模具的制作方法
本技术涉及汽配件模具设备,具体涉及一种制备汽车天窗控制盒的模具。
背景技术:
1、汽车内饰的车顶中央,往往配备有阅读灯、天窗控制按钮、眼镜盒等功能模块,其中天窗控制按钮设置在天窗控制盒内,而天窗控制盒与阅读灯集成设置,在天窗控制盒四角设置锁紧支架,内部设置有碗状内腔、旋转按钮架、左右两侧的按钮槽结构,而碗状内腔外周还被深加强筋包围,整体结构较为繁复,成型难度较大,尤其是深加强筋结构给予的开模空间有限,槽间距难以实现走刀,并且按钮槽结构过于复杂,在下模仁成型后,生产频率高的情况下,容易出现模仁结构破损,使得整套模仁报废,增加设备制造成本。
技术实现思路
1、本实用新型目的:鉴于背景技术中深加强筋结构给予的开模空间有限,槽间距难以实现走刀,并且按钮槽结构过于复杂,容易出现模仁结构破损,使得整套模仁报废,增加设备制造成本的问题,我们设计一种制备汽车天窗控制盒的模具,将深加强筋的结构分成下模仁和下型块组合成型,保证模仁加工方便,并且下型块成型碗状内腔,报废可替换下型块,节省模具制造成本,对按钮槽结构也采用多个上型块和下型块组合成型,替代性好,降低模具设备成本。
2、为解决上述问题采取的技术方案是:
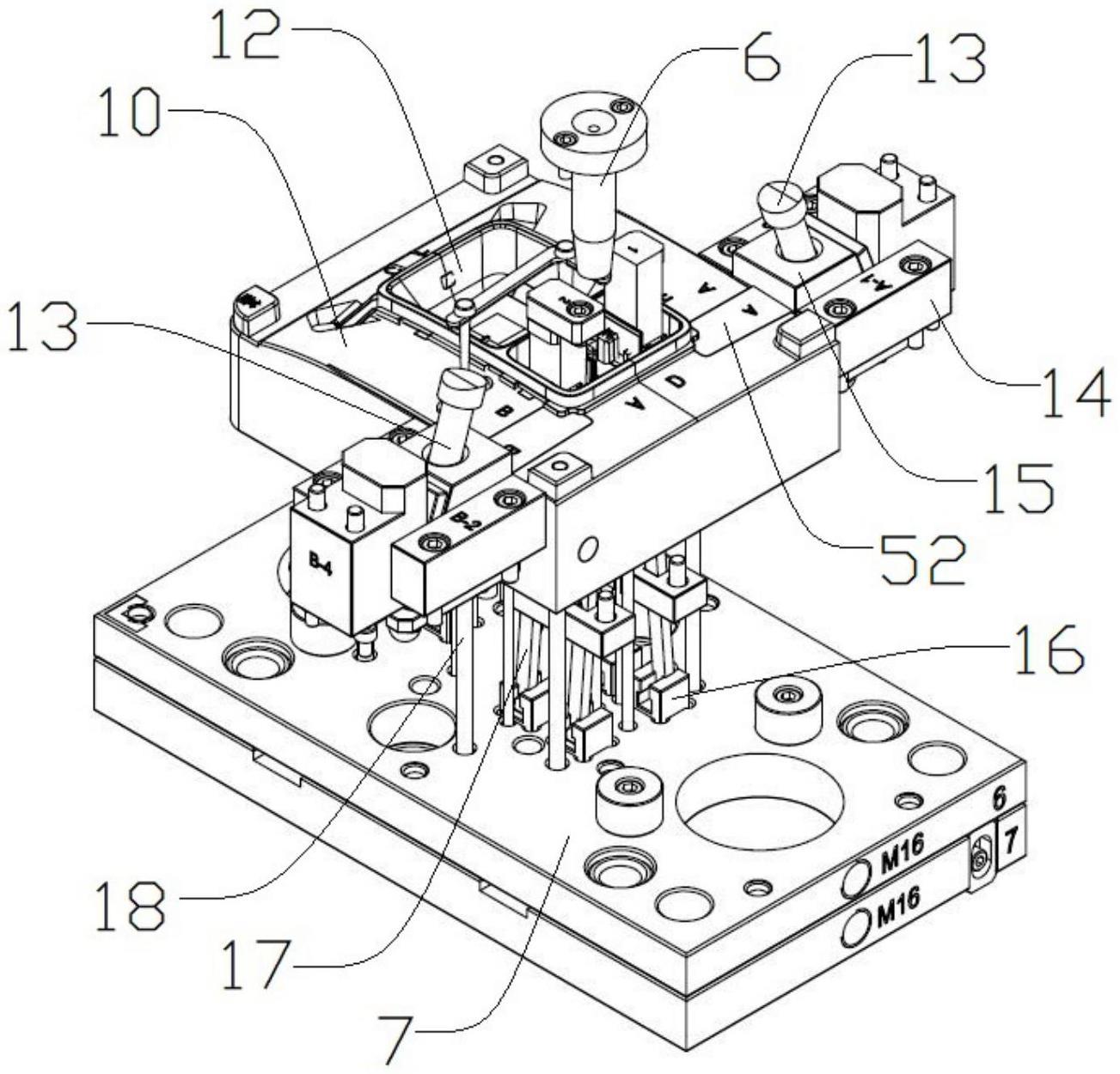
3、一种制备汽车天窗控制盒的模具,包括上模座、上模板、上模仁、下模仁、下模板、下模座、底座,以及注塑口、导柱导套组件、成型深加强筋结构、旋转按钮架和按钮槽结构的型块组件、推块组件和顶出组件。
4、所述导柱导套组件设置在下模座至上模座的四角,依次定位下模座、下模板、上模板和上模座,所述上模仁设置在上模板下端中部,所述下模仁设置在下模板上端中部,
5、所述上模仁和下模仁贴合面设置有型腔穴位,上模仁中心设置有主流道,主流道将经过加压的液态原料注入型腔穴位,
6、所述上模仁的上型腔成型天窗控制盒的上表面,包括天窗控制盒的碗状内腔上表面、外周轮廓、旋转按钮架、左侧两个锁紧支架的上表面,上模仁还正对天窗控制盒左右两侧的按钮槽位置设置有上型块孔,所述上型块孔内配合有成型按钮槽上表面的上型块,
7、所述下模仁的下型腔成型天窗控制盒的下表面,包括天窗控制盒的碗状内腔外周的深加强筋、左侧两个锁紧支架的下表面,下模仁还正对天窗控制盒左右两侧的按钮槽位置、旋转按钮架以及碗状内腔设置有若干个下型块孔,所述下型块孔内分别配合有成型碗状内腔下表面、旋转按钮架下表面、按钮槽下表面的下型块,
8、所述型块组件包括按钮槽上表面上型块、碗状内腔下表面下型块、旋转按钮架下表面下型块和按钮槽下表面下型块,以及成型右侧两个锁紧支架的侧型块,
9、所述推块组件对称设置在成型右侧两个锁紧支架的外侧,包括斜导杆、推板、滑轨,所述斜导杆与推板上端面倾斜开设的斜推孔配合滑移,斜导杆与上模板固连,推板两侧配合有滑轨,在上模板开合模动作控制下,带动推板水平面直线滑移,所述推板前端固连有侧型块,以配合下模仁两侧设有的侧推块孔而成型右侧两个锁紧支架和天窗控制盒上边缘轮廓,
10、所述顶出组件包括顶推板、导杆导套组件和若干个顶推杆、顶针以及成型天窗控制盒左右两侧锁扣结构的斜顶组件。
11、进一步地,所述顶推杆上端沿着天窗控制盒外周边缘布置,并与顶针同步顶推成型后的天窗控制盒。
12、进一步地,所述斜顶组件包括斜顶杆、斜滑块和t型滑轨,所述斜顶杆上端正对天窗控制盒的锁扣结构设置有锁扣槽,斜顶杆中部与斜滑块中部设有的斜导孔配合滑移,所述斜滑块与下模板固连,所述斜顶杆下端设置有t型滑条,并与所述t型滑轨配合实现水平滑移,所述t型滑轨与顶推板固连。
13、进一步地,所述下模仁的下型腔的表面均匀分布有顶针孔,以配合顶针顶出成型后的天窗控制盒。
14、进一步地,所述碗状内腔下表面下型块的内表面还设置有天窗控制盒的定位柱,并由顶针配合顶出。
15、进一步地,所述上模仁成型外周轮廓型腔的外周设置有溢流槽。
16、本实用新型的有益效果是:
17、该制备汽车天窗控制盒的模具将深加强筋的结构分成下模仁和下型块组合成型,保证模仁加工方便,并且下型块成型碗状内腔,报废后可直接替换下型块,无需替换整个下模仁,节省模具制造成本,对按钮槽结构也采用多个上型块和下型块组合成型,替代性好,降低模具设备成本。
技术特征:
1.一种制备汽车天窗控制盒的模具,包括上模座、上模板、上模仁、下模仁、下模板、下模座、底座,以及注塑口、导柱导套组件、成型深加强筋结构、旋转按钮架和按钮槽结构的型块组件、推块组件和顶出组件,所述导柱导套组件设置在下模座至上模座的四角,依次定位下模座、下模板、上模板和上模座,所述上模仁设置在上模板下端中部,所述下模仁设置在下模板上端中部,所述上模仁和下模仁贴合面设置有型腔穴位,上模仁中心设置有主流道,主流道将经过加压的液态原料注入型腔穴位,其特征在于:
2.根据权利要求1所述的制备汽车天窗控制盒的模具,其特征在于:所述顶推杆上端沿着天窗控制盒外周边缘布置,并与顶针同步顶推成型后的天窗控制盒。
3.根据权利要求1所述的制备汽车天窗控制盒的模具,其特征在于:所述斜顶组件包括斜顶杆、斜滑块和t型滑轨,所述斜顶杆上端正对天窗控制盒的锁扣结构设置有锁扣槽,斜顶杆中部与斜滑块中部设有的斜导孔配合滑移,所述斜滑块与下模板固连,所述斜顶杆下端设置有t型滑条,并与所述t型滑轨配合实现水平滑移,所述t型滑轨与顶推板固连。
4.根据权利要求1所述的制备汽车天窗控制盒的模具,其特征在于:所述下模仁的下型腔的表面均匀分布有顶针孔。
5.根据权利要求1所述的制备汽车天窗控制盒的模具,其特征在于:所述碗状内腔下表面下型块的内表面还设置有天窗控制盒的定位柱,并由顶针配合顶出。
6.根据权利要求1所述的制备汽车天窗控制盒的模具,其特征在于:所述上模仁成型外周轮廓型腔的外周设置有溢流槽。
技术总结
本技术公开了一种制备汽车天窗控制盒的模具,包括上模座、上模板、上模仁、下模仁、下模板、下模座、底座,以及注塑口、导柱导套组件、成型深加强筋结构、旋转按钮架和按钮槽结构的型块组件、推块组件和顶出组件,上模仁的上型腔成型天窗控制盒的上表面,下模仁的下型腔成型天窗控制盒的下表面,型块组件包括按钮槽上表面上型块、碗状内腔下表面下型块、旋转按钮架下表面下型块和按钮槽下表面下型块,以及成型右侧两个锁紧支架的侧型块,该模具将深加强筋的结构分成下模仁和下型块组合成型,保证模仁加工方便,并且下型块成型碗状内腔,报废后可直接替换下型块,节省模具制造成本,对按钮槽结构也采用多个上型块和下型块组合成型,替代性好。
技术研发人员:马明,王震鹏,秦永平,袁小明
受保护的技术使用者:昆山普锐特汽车科技有限公司
技术研发日:20221118
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!