轴套卡扣注塑模具用滑块斜顶机构的制作方法
本技术涉及冰箱配件注塑模具,具体涉及一种轴套卡扣注塑模具用滑块斜顶机构。
背景技术:
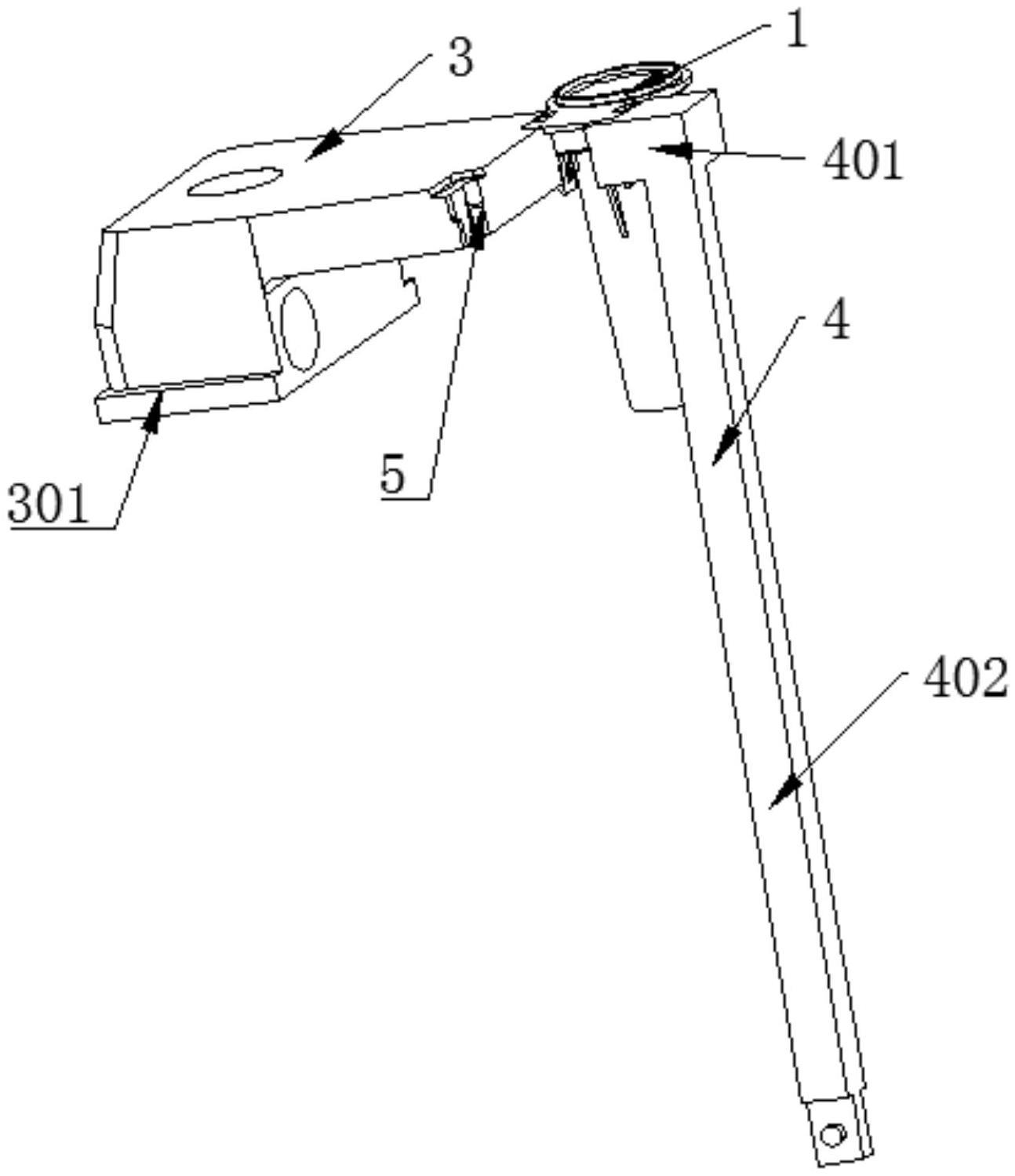
1、采用注塑成型工艺注塑筒状注塑件时,脱模过程通常会产生粘模问题,尤其是对有卡扣的轴套进行注塑时,轴套产品两侧的卡扣是采用前后模对插成型的,由于受产品尺寸的限制,产品及模具上镶块如图1所示,镶块的对插处较小,在生产过程中容易变形折断,造成生产停滞影响生产,且频繁的加工更换镶块也使得模具成本增加。另外由于变形的原因,卡扣处非常容易出现飞边毛刺,而受该处的位置所限,不容易修毛刺飞边,易造成产品报废。在者由于轴套产品上的孔是包在镶块上,加之注塑时,每一模的包紧力有微小的差别,导致有两模产品容易粘前模,所以该模具是1出2在生产。基于以上的原因,未达到模具设计时的目标,且生产效率不高。因此,需要对该结构进行改进。
技术实现思路
1、本实用新型针对现有技术的不足,将两侧的卡扣上的镶块更改成改成滑块和斜顶结构。
2、本实用新型的目的之一是提供轴套卡扣注塑模具用滑块斜顶机构,包括位于轴套两侧分别与卡扣连接的滑块和斜顶,所述滑块与斜顶上均设置有形状与卡扣的形状相卡嵌适配的倒扣,所述滑块的一侧端部与卡扣水平滑动连接,所述斜顶上端与卡扣竖直滑动连接。
3、进一步的,所述滑块为一体成型的l型块,所述l型块横置,所述倒扣设置在其长边的端部上。
4、进一步的,所述l型块的短边设置有朝向轴套移动的凸形块。
5、进一步的,所述斜顶包括一体成型的斜杆和顶块,所述倒扣设置在顶块朝向滑块的一侧上。
6、进一步的,l型块长边的端部上设置有两个倒扣,两个倒扣分别与两个不同的轴套卡扣配合使用。
7、进一步的,所述l型块和斜杆上设置有配合其移动的安装部。
8、本实用新型的工作原理及:轴套与滑块和斜顶配合,通过滑块与斜顶上均设置的形状与卡扣的形状相卡嵌适配的倒扣,安装后,将注塑液倒入模具中,在该处形成具有卡扣的轴套,取出时,将滑块朝向远离轴套的一侧移动,将斜顶向上移动,即可实现卡扣处的脱模。
9、有益效果:1、解决了现有技术模具镶块易于损坏的问题,避免频繁的更换模具镶块而耽误生产周期,增加镶块的制造成本了。
10、2、改善后由于轴套大部分都包紧在滑块和斜顶以及后模型芯上,轴套再也不会粘前模了,实现了1出4全自动生产,提高了50%的生产效率。
11、3、注塑后的卡扣避免了飞边毛刺的问题,提高了产品质量。
技术特征:
1.轴套卡扣注塑模具用滑块斜顶机构,其特征在于:包括位于轴套两侧分别与卡扣连接的滑块和斜顶,所述滑块与斜顶上均设置有形状与卡扣的形状相卡嵌适配的倒扣,所述滑块的一侧端部与卡扣水平滑动连接,所述斜顶上端与卡扣竖直滑动连接。
2.根据权利要求1所述的轴套卡扣注塑模具用滑块斜顶机构,其特征在于:所述滑块为一体成型的l型块,所述l型块横置,所述倒扣设置在其长边的端部上。
3.根据权利要求2所述的轴套卡扣注塑模具用滑块斜顶机构,其特征在于:所述l型块的短边设置有朝向轴套移动的凸形块。
4.根据权利要求2或3所述的轴套卡扣注塑模具用滑块斜顶机构,其特征在于:所述斜顶包括一体成型的斜杆和顶块,所述倒扣设置在顶块朝向滑块的一侧上。
5.根据权利要求4所述的轴套卡扣注塑模具用滑块斜顶机构,其特征在于:l型块长边的端部上设置有两个倒扣,两个倒扣分别与两个不同的轴套卡扣配合使用。
6.根据权利要求5所述的轴套卡扣注塑模具用滑块斜顶机构,其特征在于:所述l型块和斜杆上设置有配合其移动的安装部。
技术总结
本申请公开了冰箱配件注塑模具技术领域中的一种轴套卡扣注塑模具用滑块斜顶机构,包括位于轴套两侧分别与卡扣连接的滑块和斜顶,所述滑块与斜顶上均设置有形状与卡扣的形状相卡嵌适配的倒扣,所述滑块的一侧端部与卡扣水平滑动连接,所述斜顶上端与卡扣竖直滑动连接。该设置解决了飞边毛刺的问题,提高了产品质量,也避免了频繁的更换模具镶块耽误生产周期的问题。
技术研发人员:冉启刚,肖蓉,王大法,胥飞,李瑶
受保护的技术使用者:遵义群建塑胶制品有限公司
技术研发日:20221118
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!