一种注射器三通管生产模具的制作方法
本技术涉及注射器三通管生产,具体为一种注射器三通管生产模具。
背景技术:
1、医用三通实际上指的就是临床常用的一个连接工具,主要是用于运输液体。医用三通的种类可以说是非常多的,而且应用也很广泛。一次性使用的塑料三通实际上是由塑料材质制造而成的,其主体的部分是和三个橡胶材质所制造的阀门开关组合而成的。
2、在注射器三通管生产时都会用到生产模具,现有的三通管生产模具,专利号为:cn211334312 u的中国专利,公开了一种医用三通接头的生产装置,包括底座,所述底座的顶部固定连接有电机。该医用三通接头的生产装置,通过加热管对进入融塑箱内部的原材料进行加热,通过电机带动液压推杆转动,通过液压推杆带动螺杆转动,对融化的原材料进行搅拌,通过液压外缸推动螺杆向右螺旋移动,将融化且搅拌好的原材料挤压到左模具和右模具之间,待原材料冷却后,通过竖向液压缸推杆收缩竖圆杆,再通过横向液压缸推杆收缩右模具和横圆杆,此时脱落杆穿过右模具将制作好的三通接头推下,一体化成型,效率高,然后三通接头掉入消毒箱内部,通过喷头喷洒消毒水对其消毒,该生产装置,生产效率高,且具备消毒处理的装置。
3、该技术方案中首先是先通过模具生产一个完整的三通,然后在脱模时再通过液压缸和推杆的配合使用进行穿孔,该方案无法直接在浇筑原料进入三通槽内时直接形成一个完整的中空的三通管,结构复杂,步骤繁复。
技术实现思路
1、本实用新型的目的在于提供一种注射器三通管生产模具,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种注射器三通管生产模具,包括公模仁、母模仁,所述公模仁的顶部和母模仁的底部对称开设有主型腔,所述公模仁的顶部开设有进料通道,所述公模仁的主型腔的三个端头处开设有卡口,所述卡口的内腔卡接有压模机构,所述公模仁中主型腔的外围固定连接有挡板,所述母模仁中主型腔的外围开设有防漏卡槽。
3、优选的,所述公模仁、母模仁的内腔对应开设有连接孔,所述连接孔的内腔螺纹连接有锁紧螺栓。
4、优选的,所述公模仁、母模仁的内腔均开设有水流通道,所述水流通道为s型通道,并于公模仁、母模仁的侧面设有进水口和出水口。
5、优选的,所述主型腔为三通槽,所述压模机构整体为三通轴,所述三通槽的半径大于三通轴的半径。
6、优选的,所述挡板围绕着主型腔的外围设置一周形成闭合板,所述挡板与防漏卡槽的形状完全契合。
7、优选的,所述压模机构包括第一轴杆、第二轴杆、第三轴杆,所述第一轴杆与第二轴杆通过螺纹接头连接,所述第三轴杆通过连接端的卡块卡接在第二轴杆的内腔,所述第一轴杆、第二轴杆、第三轴杆远离连接端的一端设置有固定块,所述固定块卡接在卡口中。
8、与现有技术相比,本实用新型的有益效果是:
9、1、该注射器三通管生产模具,通过输料管与进料通道的入口连接并开始输料,聚氯乙烯熔料从进料通道进入到主型腔内,此时公模仁的顶部和母模仁的底部对称开设的主型腔形成一个完整的三通槽,压模机构通过固定块卡接在卡口中,三通槽的半径大于三通轴的半径,熔料进入到三通槽与压模机构之间的夹腔中,可以直接形成一个完整且中空的三通管,同时,公模仁和母模仁侧面的进水口连接有水管,通过水管向水流通道内灌输冷水,热熔料的温度通过传导到公模仁和母模仁上,然后通过流动的冷水进行热交换,可以快速降热,经过热交换的冷水可以用一个收集箱进行收集、降温,并循环使用,继而使得内部的熔料快速凝固成型,加快注射器三通管的生产效率。
10、2、该注射器三通管生产模具,挡板围绕着主型腔的外围设置一周形成闭合板,挡板与防漏卡槽的形状完全契合,在向主型腔内输入热熔料时,可以防止公模仁和母模仁未紧密贴合到出现漏料的问题。
11、3、该注射器三通管生产模具,注射器三通管模型成型冷却后,通过第一轴杆、第二轴杆、第三轴杆的配合使用,可以快速脱模并且该压模机构结构简单,便于组装。
技术特征:
1.一种注射器三通管生产模具,包括公模仁(1)、母模仁(2),其特征在于:所述公模仁(1)的顶部和母模仁(2)的底部对称开设有主型腔(3),所述公模仁(1)的顶部开设有进料通道(4),所述公模仁(1)的主型腔(3)的三个端头处开设有卡口(5),所述卡口(5)的内腔卡接有压模机构(6),所述公模仁(1)中主型腔(3)的外围固定连接有挡板(7),所述母模仁(2)中主型腔(3)的外围开设有防漏卡槽(8)。
2.根据权利要求1所述的一种注射器三通管生产模具,其特征在于:所述公模仁(1)、母模仁(2)的内腔对应开设有连接孔(9),所述连接孔(9)的内腔螺纹连接有锁紧螺栓(10)。
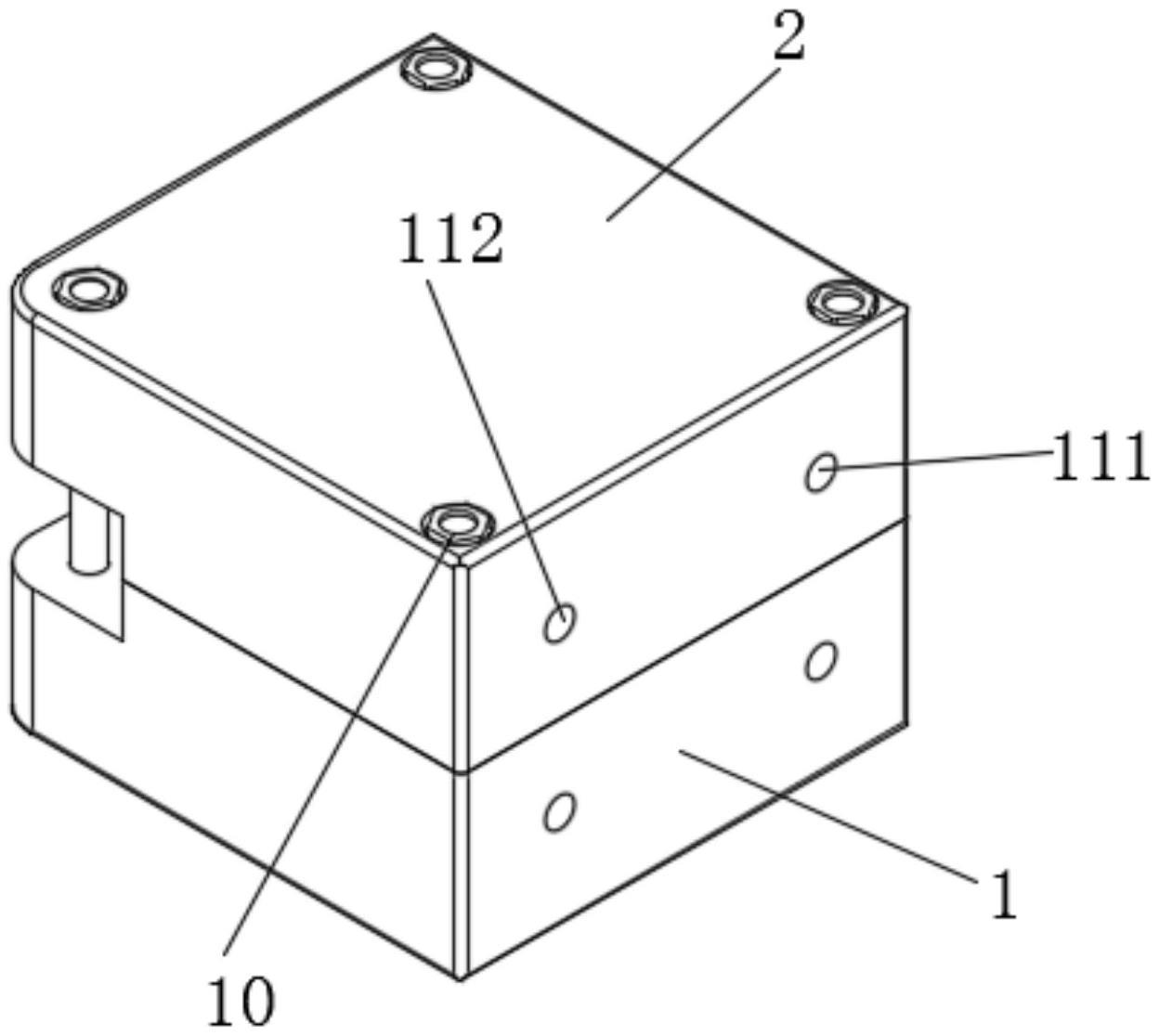
3.根据权利要求1所述的一种注射器三通管生产模具,其特征在于:所述公模仁(1)、母模仁(2)的内腔均开设有水流通道(11),所述水流通道(11)为s型通道,并于公模仁(1)、母模仁(2)的侧面设有进水口(111)和出水口(112)。
4.根据权利要求1所述的一种注射器三通管生产模具,其特征在于:所述主型腔(3)为三通槽,所述压模机构(6)整体为三通轴,所述三通槽的半径大于三通轴的半径。
5.根据权利要求1所述的一种注射器三通管生产模具,其特征在于:所述挡板(7)围绕着主型腔(3)的外围设置一周形成闭合板,所述挡板(7)与防漏卡槽(8)的形状完全契合。
6.根据权利要求1所述的一种注射器三通管生产模具,其特征在于:所述压模机构(6)包括第一轴杆(61)、第二轴杆(62)、第三轴杆(63),所述第一轴杆(61)与第二轴杆(62)通过螺纹接头连接,所述第三轴杆(63)通过连接端的卡块卡接在第二轴杆(62)的内腔,所述第一轴杆(61)、第二轴杆(62)、第三轴杆(63)远离连接端的一端设置有固定块(64),所述固定块(64)卡接在卡口(5)中。
技术总结
本技术公开了一种注射器三通管生产模具,包括公模仁、母模仁,所述公模仁的顶部和母模仁的底部对称开设有主型腔,所述公模仁的顶部开设有进料通道,公模仁的主型腔的三个端头处开设有卡口,卡口的内腔卡接有压模机构,公模仁中主型腔的外围固定连接有挡板,母模仁中主型腔的外围开设有防漏卡槽,通过输料管与进料通道的入口连接并开始输料,聚氯乙烯熔料从进料通道进入到主型腔内,此时公模仁的顶部和母模仁的底部对称开设的主型腔形成一个完整的三通槽,压模机构通过固定块卡接在卡口中,三通槽的半径大于三通轴的半径,熔料进入到三通槽与压模机构之间的夹腔中,成型冷却后,可以直接形成一个完整且中空的三通管,操作更加简便。
技术研发人员:王战朋
受保护的技术使用者:苏州武乐川精密电子有限公司
技术研发日:20221123
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!