一种快速冷却的热成型设备的制作方法
本技术属于热成型领域,特别涉及到了手机膜热成型领域。
背景技术:
1、热成型原理是利用热塑性塑料片材为原料(片材可以采用挤出成型、压延成型)的二次成型技术。首先将片材裁切成一定尺和形状的坯件,再将坯件夹在框架上,加热到软化温度,即高弹塑性状态,然后施加压力使坯件弯曲和延伸,在达到一定的形状使其冷却定型成为敞口薄壳形制品。热成型过程中对坯件所施加的压力,在大多数情况下是靠抽真空和压缩空(在坯件两面所形成的压力差,但也可以采用各种形式的机械压力或液压力。
2、现有的手机膜包括有平面膜和曲面膜,而曲面膜在进行加工时,其曲面成型就需要通过上述热成型来进行加工;首先将平面的半成品放入模具之中,再将模具放入至热成型设备进行加热,进而通过模具实现半成品的二次塑性,将半成品两侧成型为曲面。然而,在现有技术中,多为通过人工手动操作将模具放入热成型设备的用于加热模具的腔体内,该种放置方法不仅麻烦,而且加热模具的腔体的温度会影响工人的工作状态和身体健康。
技术实现思路
1、为了解决上述问题,本实用新型的首要目的在于提供一种快速冷却的热成型设备,基于该设备的结构设置,使得模具可以更方便的放入加热腔,且可以有效地避免加热腔的温度影响工人。
2、本实用新型的另一个目的在于,该设备在热成型模具进行热成型时,可以使得热成型模具加速冷却,以实现提高加工效率。
3、为了实现上述目的,本实用新型的技术方案如下。
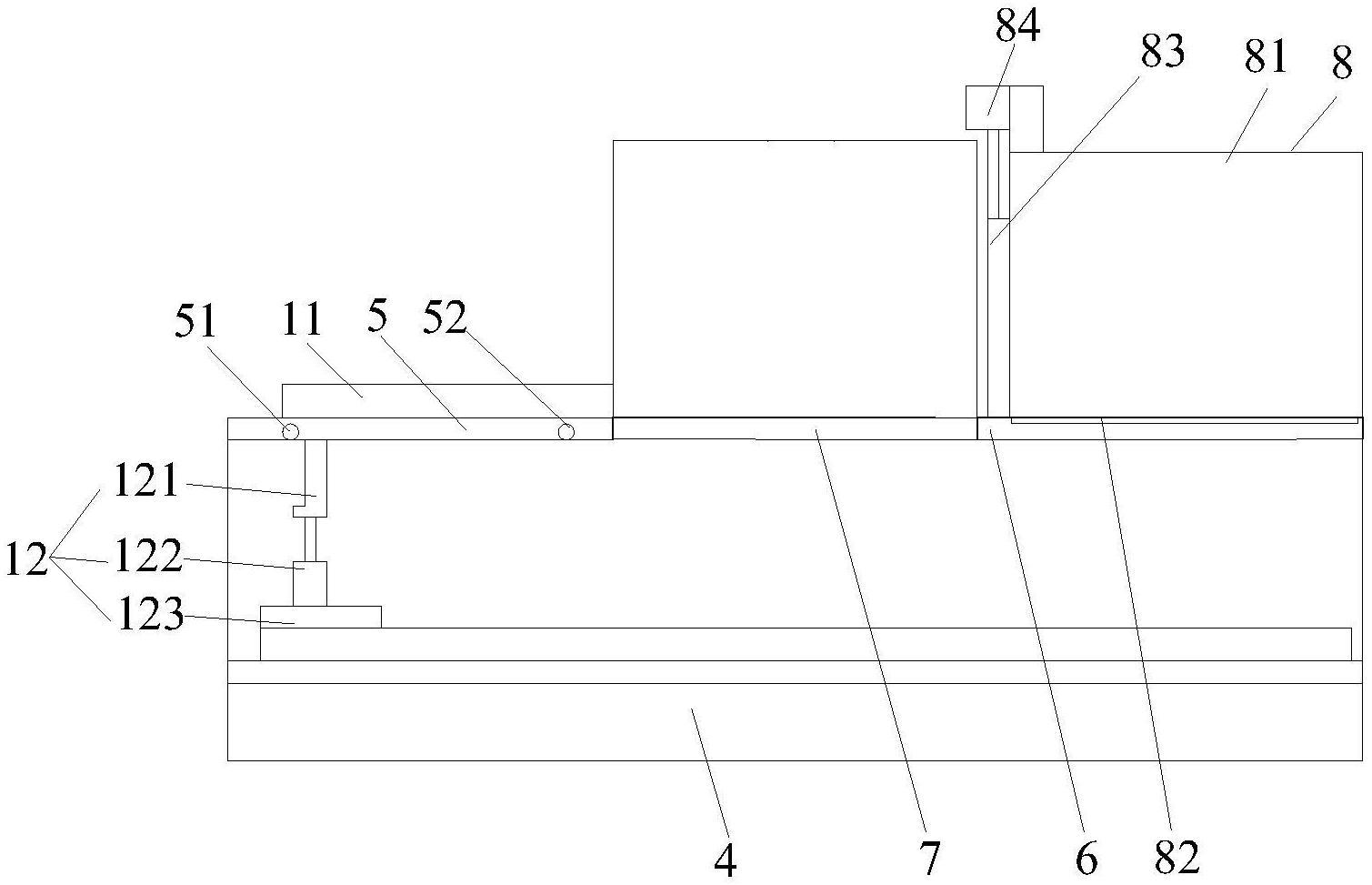
4、一种快速冷却的热成型设备,该设备包括有机架,所述机架上依次设置有第一放置板、加热机构,所述加热机构内设置有贯穿其前侧的加热腔;其特征在于,该设备还包括有活动盘,所述活动盘上设置有安装位,所述安装位上可拆卸式设置有用于热成型曲面膜的热成型模具,所述活动盘活动设置在机架上,且所述第一放置板、加热腔均与活动盘对应;所述机架还设置有用于驱动活动盘在第一放置板、加热机构处前后移动的输送驱动机构,所述输送驱动机构与活动盘传动连接;所述加热腔内设置有用于加热热成型模的加热组件,所述加热组件与热成型模位置对应;且所述第一放置板内设置有冷却循环通道,所述第一放置板侧面设置有进水口和出水口,所述进水口和出水口均与冷却循环通道接通。
5、在该设备中,首先活动盘位于第一放置板上,先将半成品放入至热成型模具后,再热成型模具放入在活动盘的安装位内;通过输送驱动机构将活动盘输送自加热腔内,进行加热;加热完成后,活动盘继续由输送驱动机构带动至第一放置板上,通过第一放置板内冷却循环通道的冷却,使得热成型模具快速降温,半成品快速成型为曲面膜,提高加工效率。而在上述过程中,模具可以自动进入加热腔进行加热,无需人工放入,更加方便,且可以有效地避免加热腔的温度影响工人。
6、进一步的,该设备还包括有第二放置板,所述第二放置板固定设置在机架上,所述第一放置板、第二放置板衔接;所述加热机构固定设置在第二放置板上,所述活动盘活动设置在第一放置板、第二放置板上。
7、进一步的,所述第一放置板上设置有贯穿其上下两侧的活动避让孔,且所述活动避让孔后端与第二放置板衔接;所述输送驱动机构通过活动避让孔与活动盘前端驱动连接。具体的,第一放置板和第二放置板之间可以设置有第三放置板,第三放置板上也设置有活动避让孔,第一放置板、第三放置板的活动避让孔衔接,第三放置板用于模具加热完成之后,由输送驱动机构带动至第三放置板上进行初步成型,再输送自第一放置板上进行快速降温。
8、进一步的,所述第一放置板内设置有两个冷却循环通道,两个冷却循环通道分别位于第一放置板的活动避让孔的左右两侧,且第一放置板左右两侧均设置有进水口和出水口,以分别与第一放置板的活动避让孔左右两侧的冷却循环通道接通。
9、进一步的,所述活动盘前端设置有贯穿其上下两侧的驱动孔,所述驱动孔与活动避让孔位置对应;所述输送驱动机构包括有与驱动孔适配的驱动块,用于驱动驱动块上下升降的升降驱动组件,用于输送升降驱动组件前后移动的输送驱动组件;所述输送驱动组件与升降驱动组件驱动连接,所述升降驱动组件与驱动块驱动连接,所述驱动块与驱动孔位置对应。在需要驱动活动盘时,首先由输送升降驱动组件驱动驱动块上升穿过活动避让孔后进入驱动孔内,再由输送驱动组件带动驱动块以驱动活动盘进行运动,此时驱动块在活动避让孔内活动;基于驱动孔在活动盘前端,当驱动块运动至第二放置板活动避让孔后端后,活动盘进入加热腔内。
10、进一步的,所述加热腔前侧设置有用于遮挡加热腔的遮挡件。遮挡件的设置,可以遮挡加热腔,在对热成型模具进行加热时,避免热量流失。该遮挡件可以为遮挡帘,也可以为其他遮挡结构。
11、进一步的,所述加热机构前侧设置有遮挡升降组件,所述遮挡升降组件与遮挡件驱动连接,以驱动遮挡件下降遮挡加热腔,或驱动遮挡件上升露出加热腔。在活动盘输送至加热腔内时,遮挡升降组件可以驱动遮挡件上升露出加热腔,在活动盘输送至加热腔内后,遮挡升降组件可以驱动遮挡件下降遮挡加热腔。
12、进一步的,所述加热组件设置在第二放置板内。加热组件给热成型模具底部加热。
13、本实用新型的有益效果在于,在该设备中,首先活动盘位于第一放置板上,先将半成品放入至热成型模具后,再热成型模具放入在活动盘的安装位内;通过输送驱动机构将活动盘输送自加热腔内,进行加热;加热完成后,活动盘继续由输送驱动机构带动至第一放置板上,通过第一放置板内冷却循环通道的冷却,使得热成型模具快速降温,半成品快速成型为曲面膜,提高加工效率。而在上述过程中,模具可以自动进入加热腔进行加热,无需人工放入,更加方便,且可以有效地避免加热腔的温度影响工人。
技术特征:
1.一种快速冷却的热成型设备,该设备包括有机架,所述机架上依次设置有第一放置板、加热机构,所述加热机构内设置有贯穿其前侧的加热腔;其特征在于,该设备还包括有活动盘,所述活动盘上设置有安装位,所述安装位上可拆卸式设置有用于热成型曲面膜的热成型模具,所述活动盘活动设置在机架上,且所述第一放置板、加热腔均与活动盘对应;所述机架还设置有用于驱动活动盘在第一放置板、加热机构处前后移动的输送驱动机构,所述输送驱动机构与活动盘传动连接;所述加热腔内设置有用于加热热成型模的加热组件,所述加热组件与热成型模位置对应;且所述第一放置板内设置有冷却循环通道,所述第一放置板侧面设置有进水口和出水口,所述进水口和出水口均与冷却循环通道接通。
2.根据权利要求1所述的一种快速冷却的热成型设备,其特征在于,该设备还包括有第二放置板,所述第二放置板固定设置在机架上,所述第一放置板、第二放置板衔接;所述加热机构固定设置在第二放置板上,所述活动盘活动设置在第一放置板、第二放置板上。
3.根据权利要求2所述的一种快速冷却的热成型设备,其特征在于,所述第一放置板上设置有贯穿其上下两侧的活动避让孔,且所述活动避让孔后端与第二放置板衔接;所述输送驱动机构通过活动避让孔与活动盘前端驱动连接。
4.根据权利要求3所述的一种快速冷却的热成型设备,其特征在于,所述活动盘前端设置有贯穿其上下两侧的驱动孔,所述驱动孔与活动避让孔位置对应;所述输送驱动机构包括有与驱动孔适配的驱动块,用于驱动驱动块上下升降的升降驱动组件,用于输送升降驱动组件前后移动的输送驱动组件;所述输送驱动组件与升降驱动组件驱动连接,所述升降驱动组件与驱动块驱动连接,所述驱动块与驱动孔位置对应。
5.根据权利要求1所述的一种快速冷却的热成型设备,其特征在于,所述加热腔前侧设置有用于遮挡加热腔的遮挡件。
6.根据权利要求5所述的一种快速冷却的热成型设备,其特征在于,所述加热机构前侧设置有遮挡升降组件,所述遮挡升降组件与遮挡件驱动连接,以驱动遮挡件下降遮挡加热腔,或驱动遮挡件上升露出加热腔。
7.根据权利要求2所述的一种快速冷却的热成型设备,其特征在于,所述加热组件设置在第二放置板内。
技术总结
本技术属于热成型领域,特别涉及到了一种快速冷却的热成型设备,该设备包括有机架,机架上依次设置有第一放置板、加热机构,加热机构内设置有贯穿其前侧的加热腔;该设备还包括有活动盘,活动盘上设置有安装位,安装位上可拆卸式设置有用于热成型曲面膜的热成型模具,活动盘活动设置在机架上;机架还设置有输送驱动机构,输送驱动机构与活动盘传动连接;且第一放置板内设置有冷却循环通道,第一放置板侧面设置有进水口和出水口。在本技术中,模具可以自动进入加热腔进行加热,无需人工放入,更加方便,且可以有效地避免加热腔的温度影响工人;而第一放置板的设置,可以使得热成型模具加速冷却,以实现提高加工效率。
技术研发人员:董梁,刘鸣,张吉飞
受保护的技术使用者:东莞市博亦德科技实业有限公司
技术研发日:20221130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!