生产效率高的牙胶模具的制作方法
本技术涉及模具领域,尤其是生产效率高的牙胶模具。
背景技术:
1、牙胶又称磨牙棒、磨牙器、固齿器,一般由硅胶制作而成。通过吸吮和咬牙胶,可以促使宝宝的眼、手协调,从而促进智力的发展。为了引起宝宝的兴趣,许多牙胶采用双色成型方式。具体制造过程如下:在一套模具上成型出第一部分,然后取出,将第一部分装夹至第二套模具上再成型第二部分。这样的方式生产速度慢,效率低。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。
2、本实用新型提供了生产效率高的牙胶模具,包括前模组件、第一前模仁、第一后模仁、第二前模仁、第二后模仁、成型座和后模组件,所述成型座包括基座和成型件,所述成型件具有两个成型部,所述第一前模仁和所述第一后模仁组合后形成用于成型牙胶第一部分的第一成型空间,所述第二前模仁和所述第二后模仁组合后形成用于成型牙胶第二部分的第二成型空间,所述成型件的两个成型部分别位于第一成型空间和第二成型空间内,所述后模组件上设置有可将基座旋转180°的驱动组件。
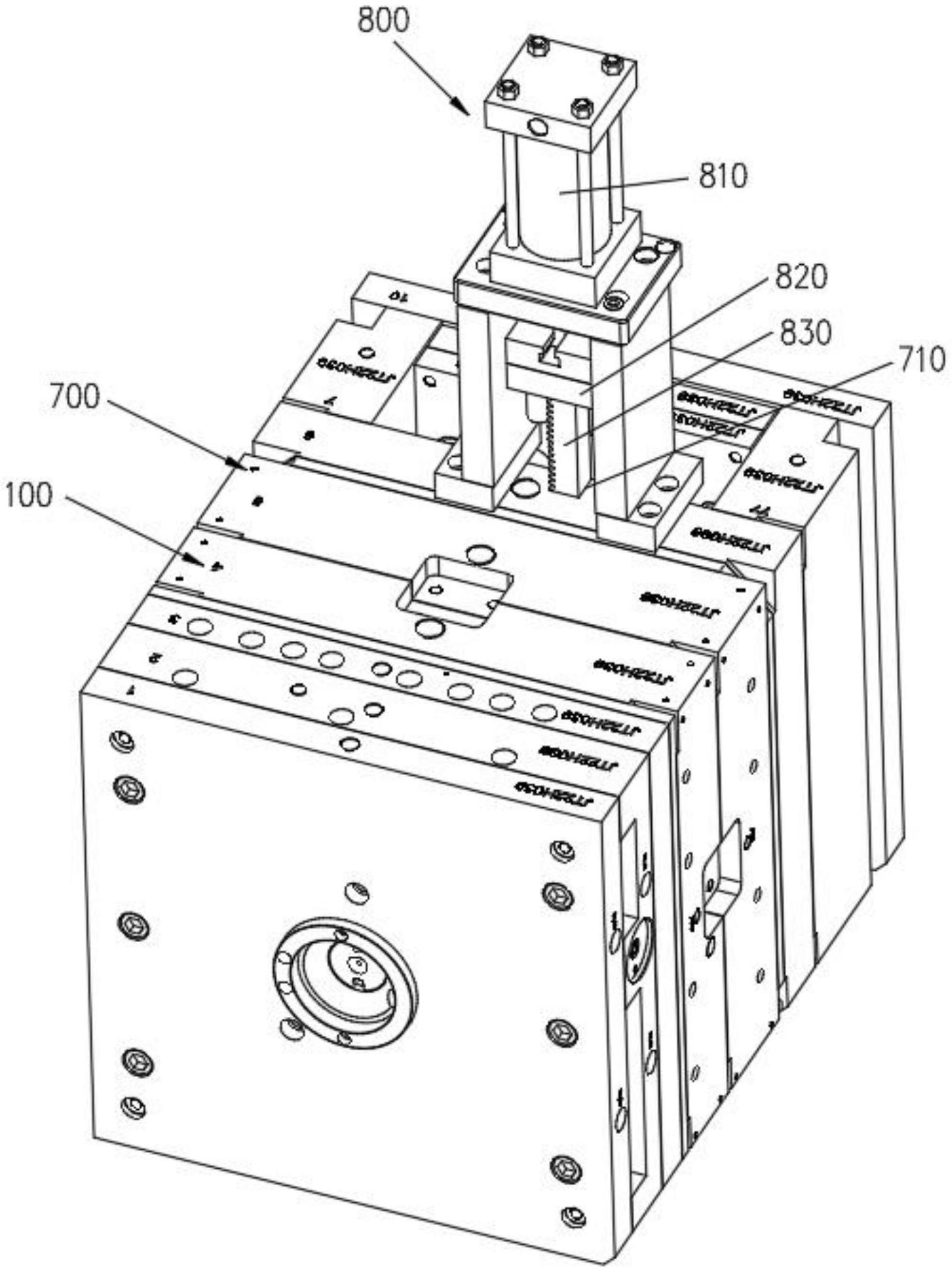
3、根据本实用新型的一些实施例,所述驱动组件包括油缸、连接块、齿条和连接杆,所述油缸的输出端与所述连接块固定连接,所述齿条固定在所述连接块上,所述连接杆的下端固定在所述后模组件的顶针推板上,上端抵接所述基座的底部,所述连接杆的中部设置有与所述齿条啮合的齿轮。
4、根据本实用新型的一些实施例,所述基座的底部设置有抵接孔,所述连接杆的上端位于所述抵接孔内。
5、根据本实用新型的一些实施例,所述后模组件上设置有容置槽,所述齿条位于所述容置槽内。
6、根据本实用新型的一些实施例,所述后模组件上设置有导向杆,所述基座上设置有与所述导向杆匹配的导向孔。
7、根据本实用新型的一些实施例,所述基座上设置有贯穿的第一通孔,所述成型件从所述第一通孔内穿过,所述成型件上设置有第二通孔,所述第二通孔对准所述导向孔。
8、根据本实用新型的一些实施例,所述基座上设置有卡住成型件的销钉。
9、根据本实用新型的一些实施例,所述第一后模仁和第二后模仁上均设置有用于成型牙胶上侧面通孔的成型滑块。
10、本实用新型至少具有如下技术效果:
11、1.本实用新型实施例的生产效率高的牙胶模具,通过在第一成型空间内成型出牙胶的第一部分,之后再通过驱动组件将基座旋转,使成型好的第一部分转动到第二成型腔内,再成型出第二部分,最后取出牙胶,整个过程无需对第一部分进行取出和重新装夹,可大幅提高生产效率。
12、2.本实用新型实施例的生产效率高的牙胶模具,后模组件上设置有容置槽,齿条位于容置槽内。容置槽用于容纳齿条,从而使整套模具结构更加紧凑,体积更小。
技术特征:
1.生产效率高的牙胶模具,其特征在于:包括前模组件(100)、第一前模仁(200)、第一后模仁(300)、第二前模仁(400)、第二后模仁(500)、成型座(600)和后模组件(700),所述成型座(600)包括基座(610)和成型件(620),所述成型件(620)具有两个成型部(621),所述第一前模仁(200)和所述第一后模仁(300)组合后形成用于成型牙胶第一部分的第一成型空间,所述第二前模仁(400)和所述第二后模仁(500)组合后形成用于成型牙胶第二部分的第二成型空间,所述成型件(620)的两个成型部(621)分别位于第一成型空间和第二成型空间内,所述后模组件(700)上设置有可将基座(610)旋转180°的驱动组件(800)。
2.根据权利要求1所述的生产效率高的牙胶模具,其特征在于:所述驱动组件(800)包括油缸(810)、连接块(820)、齿条(830)和连接杆(840),所述油缸(810)的输出端与所述连接块(820)固定连接,所述齿条(830)固定在所述连接块(820)上,所述连接杆(840)的下端固定在所述后模组件的顶针推板上,上端抵接所述基座(610)的底部,所述连接杆(840)的中部设置有与所述齿条(830)啮合的齿轮(841)。
3.根据权利要求2所述的生产效率高的牙胶模具,其特征在于:所述基座(610)的底部设置有抵接孔(613),所述连接杆(840)的上端位于所述抵接孔(613)内。
4.根据权利要求2所述的生产效率高的牙胶模具,其特征在于:所述后模组件(700)上设置有容置槽(710),所述齿条(830)位于所述容置槽(710)内。
5.根据权利要求2所述的生产效率高的牙胶模具,其特征在于:所述后模组件(700)上设置有导向杆(720),所述基座(610)上设置有与所述导向杆(720)匹配的导向孔(611)。
6.根据权利要求5所述的生产效率高的牙胶模具,其特征在于:所述基座(610)上设置有贯穿的第一通孔(612),所述成型件(620)从所述第一通孔(612)内穿过,所述成型件(620)上设置有第二通孔(622),所述第二通孔(622)对准所述导向孔(611)。
7.根据权利要求6所述的生产效率高的牙胶模具,其特征在于:所述基座(610)上设置有卡住成型件(620)的销钉(614)。
8.根据权利要求1所述的生产效率高的牙胶模具,其特征在于:所述第一后模仁(300)和第二后模仁(500)上均设置有用于成型牙胶上侧面通孔的成型滑块(900)。
技术总结
本技术提供了生产效率高的牙胶模具,包括前模组件、第一前模仁、第一后模仁、第二前模仁、第二后模仁、成型座和后模组件,成型座包括基座和成型件,成型件具有两个成型部,第一前模仁和第一后模仁组合后形成用于成型牙胶第一部分的第一成型空间,第二前模仁和第二后模仁组合后形成用于成型牙胶第二部分的第二成型空间,成型件的两个成型部分别位于第一成型空间和第二成型空间内,后模组件上设置有可将基座旋转180°的驱动组件。本技术具有生产速度快、效率高等优点。
技术研发人员:孟玉成
受保护的技术使用者:中山市钜泰硅胶科技有限公司
技术研发日:20221206
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!