一种模具埋入件的自动上料装置的制作方法
本技术涉及一种振动上料设备,尤其涉及一种模具埋入件的自动上料装置。
背景技术:
1、塑料制品批量生产的时候,一般都是利用注塑模具进行注塑生产(超大型的产品除外)。其中,对于塑料制品中需要埋入(嵌入)金属件或者其他部件的时候,一般情况下,在注塑模具开模之后,由人工或者机械手将埋入件预先放入到注塑模具内,然后注塑模具合模之后进行注塑,使得埋入件会嵌入到塑料产品中。
2、在现有技术中,对于埋入件上料的时候,一般情况下都是利用振动上料盘进行振动上料,通过振动送料滑道将振动上料盘上面的物料输送到接料块处,接料块处会预留有位置对产品进行定位。后续利用机械手将产品抓取,然后埋入到模具内。这种结构中,对于单次埋入1、2件的埋入件,比较方便,但是,对于单次需要埋入4件以上,而且是整列方式设置的埋入件的话(例如一模4腔,则需要4个产品分开,不能并排),就存在一个问题了:振动送料滑道送料之后,多组产品会并排,需要在抓取的时候,分开抓取,效率会比较低,或者说,设置多组振动上料盘进行分开上料,这种成本又较为高昂。如果说还是采用一组振动上料盘间歇性上料的话,则每次对埋入件进行抓取埋入到模具内的话,则需要机械手先将接料块上面的产品抓取之后,再等待振动送料滑道送出的下一组产品到位置之后,再进行抓取,然后再埋入注塑模具内。这种方式中,效率还是比较低,会影响注塑效率,而且,还可能出现空抓现象,从而影响产品的注塑质量。
技术实现思路
1、本实用新型目的是提供一种模具埋入件的自动上料装置,通过使用该结构,在实现自动化上料的同时,实现多组产品的分隔定位,振动上料装置的成品,还能够提高对模具埋入件的埋入效率,从而提高产品的注塑效率,降低注塑成本
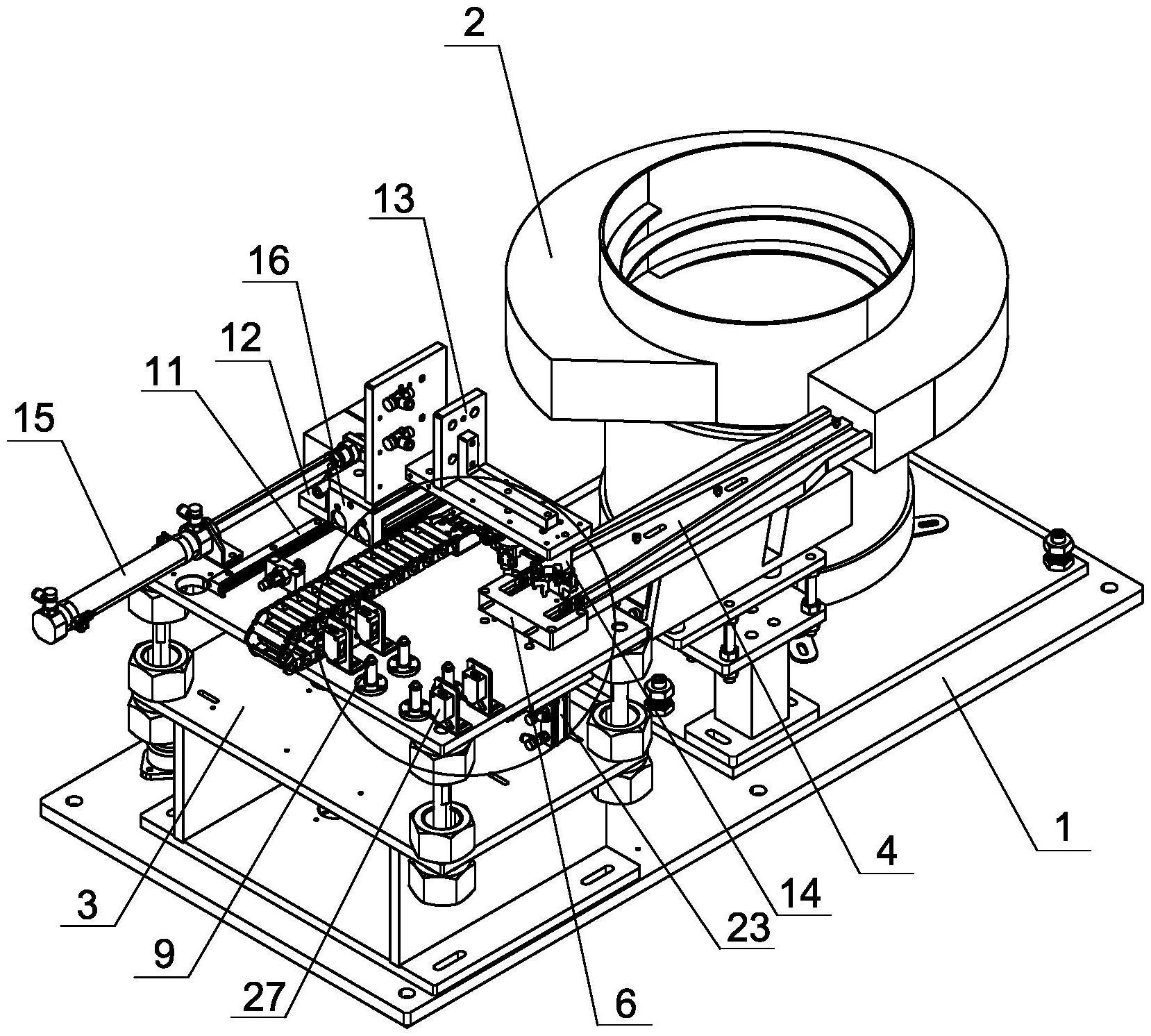
2、为达到上述目的,本实用新型采用的技术方案是:一种模具埋入件的自动上料装置,包括机架、设置于机架上的振动上料盘及支撑架,所述振动上料盘上设有振动送料滑道,所述振动送料滑道左侧的出料端抵于所述支撑架的右端顶面上,所述振动送料滑道的出料端设有至少两组出料口,所述支撑架上设有一定位块,所述定位块的顶部右侧设有至少两组接料定位口,每组所述接料定位口与一组所述出料口相连通;
3、所述定位块下方的支撑架上设有一顶升机构,所述顶升机构上设有多组顶升件,每组所述顶升件正对一组所述接料定位口,并能够伸出对应所述接料定位口设置于所述定位块的上方;
4、所述定位块左侧的支撑架上的设有至少两排接料机构,每排所述接料机构中设有至少两组接料杆,每组所述接料杆设置于一组所述接料定位口的正左侧;
5、所述支撑架的顶面上还设有一移动抓料机构,所述移动抓料机构横向移动设置于所述定位块上方与所述接料机构上方。
6、上述技术方案中,所述支撑架的顶部后侧设有至少一组横向滑轨,所述横向滑轨设置于所述定位块及接料机构的后侧,所以移动抓料机构的底部移动安装于所述横向滑轨上;
7、所述移动抓料机构包括滑块、支架及至少两组抓料组件,所述滑块滑动设置于所述横向滑轨上,所述支架的底部安装于所述滑块上,多组所述抓料组件由前向后间隔安装于所述支架上,且每组所述抓料组件与一组所述接料定位口设置于同一直线上;
8、所述支撑架上安装有一横向驱动组件,所述横向驱动组件与所述滑块相连,所述横向驱动组件推动所述滑块在所述横向滑轨上面横向移动,使所述抓料组件移动于所述接料定位口上方或所述接料机构上方。
9、上述技术方案中,所述横向驱动组件为横向气缸,所述横向气缸的输出轴与所述滑块相连;
10、所述滑块顶部安装有一推动气缸,所述推动气缸顶部设有第一横向滑轨,所述支架底部滑动设置于所述第一横向滑轨上,且所述支架的底部左侧与所述推动气缸左侧的输出轴相连。
11、上述技术方案中,所述横向驱动组件为电机及滚珠丝杆,所述滚珠丝杆平行设置于所述横向滑轨的旁侧,所述电机输出轴与所述滚珠丝杆的一端相连,所述滚珠丝杆的中部与所述滑块转动连接,所述滚珠丝杆转动时,推动所述滑块在所述横向滑轨上面移动。
12、上述技术方案中,所述抓料组件包括抓料气缸及设置于所述抓料气缸底部输出轴上的抓料爪。
13、上述技术方案中,每组所述接料定位口的左侧底部设有一竖向通槽,所述顶升件的顶部移动插设于所述竖向通槽内;
14、所述顶升机构包括多组顶升气缸,每组所述顶升气缸设置于一组所述竖向通槽的正下方,每组所述顶升件的底部与下方一组所述顶升气缸的输出轴相连;
15、所述顶升气缸输出轴回缩状态下,所述顶升件的顶部回缩于所述竖向通槽内;所述顶升气缸输出轴伸出状态下,所述顶升件的顶部设置于所述定位块的顶部上方。
16、上述技术方案中,所述顶升件的顶部为上小下大的锥状结构。
17、上述技术方案中,所述接料杆的底部经一凸柱安装于所述支撑架的顶面上,所述接料杆与所述凸柱同轴设置,且所述接料杆的外径小于所述凸柱的外径;所述接料杆的顶部还设有一上小下大的锥形导向杆。
18、上述技术方案中,每组所述接料杆前侧或后侧分别设有一立板,所述立板上安装有一光电传感器,所述光电传感器正对旁侧所述接料杆设置。
19、上述技术方案中,所述定位块的左侧还设有多组安装孔,每组所述安装孔的右侧与一组所述接料定位口的左侧相连通,每组所述安装孔内安装有接近传感器。
20、由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:
21、1.本实用新型中利用振动上料盘及振动送料滑道进行送料,通过接料定位口对产品进行定位,再通过移动抓料机构抓取先放在对应的接料杆上面,通过接料杆预先对产品定位,这样在机械手抓取产品埋入到模具的过程中,能够预先将多组产品定位好,这样机械手能够同时一次性抓取多组产品进行预埋工作,效率高,能够降低成本,同时,还能够提高注塑模具对塑料产品的注塑效率及质量;
22、2.本实用新型中在接料杆的旁侧设置光电传感器,这样能够检测到每组接料杆上面是否有产品,从而保证后续机械手抓料的时候,是否出现空抓、漏抓的现象,用以保证后续产品的注塑质量及合格率。
技术特征:
1.一种模具埋入件的自动上料装置,包括机架、设置于机架上的振动上料盘及支撑架,所述振动上料盘上设有振动送料滑道,所述振动送料滑道左侧的出料端抵于所述支撑架的右端顶面上,其特征在于:所述振动送料滑道的出料端设有至少两组出料口,所述支撑架上设有一定位块,所述定位块的顶部右侧设有至少两组接料定位口,每组所述接料定位口与一组所述出料口相连通;
2.根据权利要求1所述的模具埋入件的自动上料装置,其特征在于:所述支撑架的顶部后侧设有至少一组横向滑轨,所述横向滑轨设置于所述定位块及接料机构的后侧,所以移动抓料机构的底部移动安装于所述横向滑轨上;
3.根据权利要求2所述的模具埋入件的自动上料装置,其特征在于:所述横向驱动组件为横向气缸,所述横向气缸的输出轴与所述滑块相连;
4.根据权利要求2所述的模具埋入件的自动上料装置,其特征在于:所述横向驱动组件为电机及滚珠丝杆,所述滚珠丝杆平行设置于所述横向滑轨的旁侧,所述电机输出轴与所述滚珠丝杆的一端相连,所述滚珠丝杆的中部与所述滑块转动连接,所述滚珠丝杆转动时,推动所述滑块在所述横向滑轨上面移动。
5.根据权利要求2所述的模具埋入件的自动上料装置,其特征在于:所述抓料组件包括抓料气缸及设置于所述抓料气缸底部输出轴上的抓料爪。
6.根据权利要求1所述的模具埋入件的自动上料装置,其特征在于:每组所述接料定位口的左侧底部设有一竖向通槽,所述顶升件的顶部移动插设于所述竖向通槽内;
7.根据权利要求1所述的模具埋入件的自动上料装置,其特征在于:所述顶升件的顶部为上小下大的锥状结构。
8.根据权利要求1所述的模具埋入件的自动上料装置,其特征在于:所述接料杆的底部经一凸柱安装于所述支撑架的顶面上,所述接料杆与所述凸柱同轴设置,且所述接料杆的外径小于所述凸柱的外径;所述接料杆的顶部还设有一上小下大的锥形导向杆。
9.根据权利要求8所述的模具埋入件的自动上料装置,其特征在于:每组所述接料杆前侧或后侧分别设有一立板,所述立板上安装有一光电传感器,所述光电传感器正对旁侧所述接料杆设置。
10.根据权利要求1所述的模具埋入件的自动上料装置,其特征在于:所述定位块的左侧还设有多组安装孔,每组所述安装孔的右侧与一组所述接料定位口的左侧相连通,每组所述安装孔内安装有接近传感器。
技术总结
本技术公开了一种模具埋入件的自动上料装置,包括机架、振动上料盘、支撑架及振动送料滑道,其特征在于:所述支撑架上设有一定位块,所述定位块上设有多组接料定位口与所述振动送料滑道连接,所述定位块下方的支撑架上设有一顶升机构,所述顶升机构上设有多组顶升件,每组所述顶升件正对一组所述接料定位口;所述定位块左侧的支撑架上的设有至少两排接料机构,每排所述接料机构中设有至少两组接料杆,每组所述接料杆设置于一组所述接料定位口的正左侧;所述支撑架的顶面上还设有一移动抓料机构,所述移动抓料机构横向移动设置于所述定位块上方与所述接料机构上方。本技术提高了上料效率,提高了后续产品的注塑质量。
技术研发人员:李轩,徐雪生
受保护的技术使用者:苏州新大陆精密科技股份有限公司
技术研发日:20221208
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!