一种密封圈注射模的制作方法
本技术涉及模具,特别是一种密封圈注射模。
背景技术:
1、密封圈的是通过注射模具来实现生产,在密封圈成型过程中,型腔到进胶口的距离不一致,导致靠近进胶口的型腔飞边厚,远离进胶口的型腔发生缺胶现象,进而导致密封圈成型不均匀。
2、综上,如何能够实现密封圈的成型均匀成为了本领域研究人员急需解决的问题。
技术实现思路
1、本实用新型要解决的技术问题是:如何能够实现密封圈的成型均匀;
2、为解决上述技术问题,本实用新型采取的技术方案为:
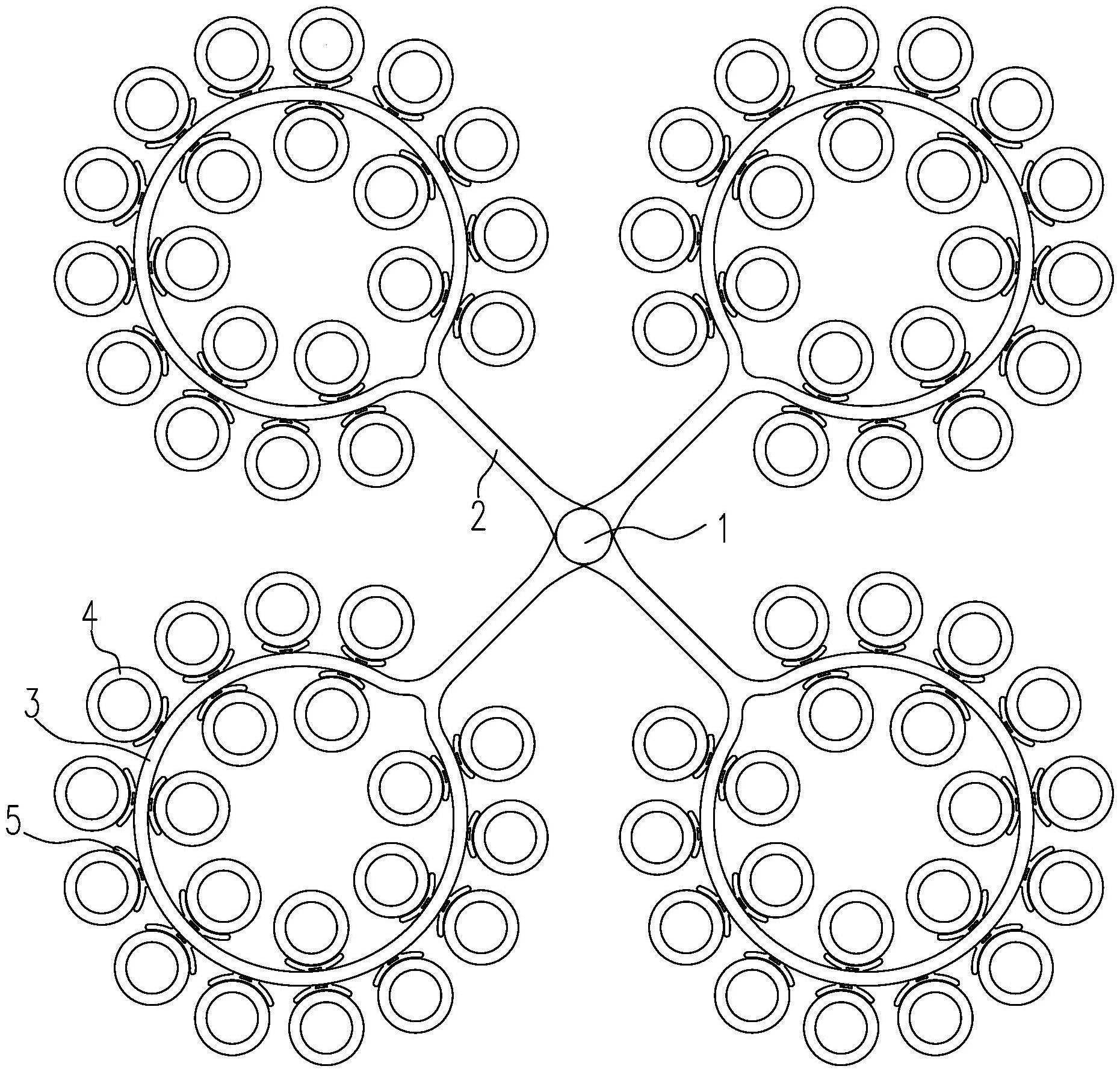
3、本实用新型是一种密封圈注射模,包括合模之后依次连通的进胶口、分流道、环形流道、环形型腔;所述环形流道的内圈、外圈通过多个入料口设置有多个对应的环形型腔;所述入料口为弧形结构,其内弧圈处与所述环形型腔连通,其外弧圈处与所述环形流道连通;所述入料口逐渐远离所述分流道、环形流道连通处,所述入料口的弧度逐渐增大;
4、在本方案中,进胶口、分流道、环形流道、入料口、环形型腔依次连通,入料口为孤形机构,靠近分流道、环形流道连接处的入料口弧度相对较小,远离分流道、环形流道连接处的入料口弧度相对较大,换句话说,通过入料口弧度的调整,靠近分流道、环形流道连接处的入料口虽然介质的流量、流速大,但进入对应型腔的介质量少,远离分流道、环形流道连接处的入料口介质的流量、流速小,但进入对应型腔的介质量多,解决了成型后的密封圈有的型腔飞边厚,有的型腔缺胶问题。
5、如何实现介质均匀的进入入料口内,本实用新型采用所述入料口与所述环形流道连接处设置有凸台;所述凸台与所述入料口之间形成两入料通道;
6、介质在进入入料口的过程中,受到了凸台的阻挡,进而通过向凸台两侧的入料通道进入至入料口内,使介质从两边的入料通道均匀注射入内,同时有效控制排气位置。
7、如何进一步实现密封圈成型的均匀性,本实用新型采用所述入料口逐渐远离所述分流道、环形流道连通处,所述入料口的深度逐渐增大。
8、通过调整入料口的深度,即远离分流道、环形流道连通处的入料口的深度深,这样进入入料口的介质量大;靠近分流道、环形流道连通处的入料口的深度浅,这样进入入料口的介质量少,实现了密封圈成型的均匀性
9、本实用新型的有益效果:本实用新型是一种密封圈注射模,通过入料口弧度的调整,靠近分流道、环形流道连接处的入料口虽然介质的流量、流速大,但进入对应型腔的介质量少,远离分流道、环形流道连接处的入料口介质的流量、流速小,但进入对应型腔的介质量多,解决了成型后的密封圈有的型腔飞边厚,有的型腔缺胶问题。
技术特征:
1.一种密封圈注射模,其特征在于,包括合模之后依次连通的进胶口、分流道、环形流道、环形型腔;
2.根据权利要求1所述的一种密封圈注射模,其特征在于,所述入料口与所述环形流道连接处设置有凸台;
3.根据权利要求1所述的一种密封圈注射模,其特征在于,所述入料口逐渐远离所述分流道、环形流道连通处,所述入料口的深度逐渐增大。
技术总结
本技术是一种密封圈注射模,包括合模之后依次连通的进胶口、分流道、环形流道、环形型腔;所述环形流道的内圈、外圈通过多个入料口设置有多个对应的环形型腔;所述入料口为弧形结构,其内弧圈处与所述环形型腔连通,其外弧圈处与所述环形流道连通;所述入料口逐渐远离所述分流道、环形流道连通处,所述入料口的弧度逐渐增大;通过入料口弧度的调整,靠近分流道、环形流道连接处的入料口虽然介质的流量、流速大,但进入对应型腔的介质量少,远离分流道、环形流道连接处的入料口介质的流量、流速小,但进入对应型腔的介质量多,解决了成型后的密封圈有的型腔飞边厚,有的型腔缺胶问题。
技术研发人员:戚淦超,瞿晓凤,刘柏阳
受保护的技术使用者:常州朗博密封科技股份有限公司
技术研发日:20221205
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!