一种高性能注塑设备的制作方法
本技术涉及注塑,尤其涉及一种高性能注塑设备。
背景技术:
1、随着科学的发展和社会的进步,往往许多塑料制品都是由注塑完成的,注塑是一种工业产品生产造型的方法,产品通常使用橡胶注塑和塑料注塑,注塑还可分注塑成型模压法和压铸法,但是现有的注塑设备在使用时,不能将投进的塑料颗粒进行粉碎成小颗粒,使得大颗粒未融化就排进注塑机,影响产品质量的问题,同时存在现有的注塑设备不便于对螺杆清理,长期使用螺杆外壁会粘连有大量塑料粘液的问题;
2、如现有技术中专利号为zl202021887980.9的一种高性能注塑设备;该装置第一电机的输出轴带动转轴上的三个第一切刀在进口内部的三组第二切刀之间转动可以对投入进口内的塑料进行粉碎处理,解决了现有的注塑设备在使用时,不能将投进的塑料颗粒进行粉碎成小颗粒,使得大颗粒未融化就排进注塑机,影响产品质量的问题,可以使盖体从壳体上拆卸,从而可以使挤出螺杆从壳体内取出,便于清理维护,解决了现有的注塑设备不便于对螺杆清理,长期使用螺杆外壁会粘连有大量塑料粘液的问题;
3、但经研究发现;
4、该装置加热板只设置在壳体的上下方向,容易导致处于壳体中央的物料无法加热到的情况,影响注塑设备的性能;
5、且该装置的粉碎装置并未设置有阻挡机构,可能会出现未完全打碎的塑料原料直接掉落到壳体内的情况,还是容易出现大颗粒物料未融化就排进注塑机的情况发生,影响质量。
技术实现思路
1、本实用新型的目的是为了解决上述背景技术中存在的问题,而提出的一种高性能注塑设备。
2、为了实现上述目的,本实用新型采用了如下技术方案:
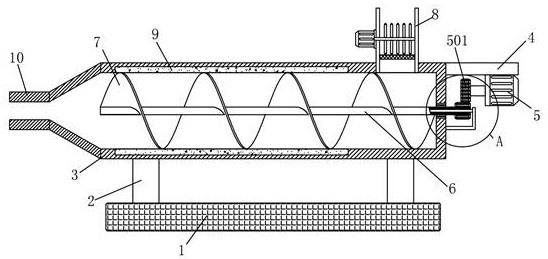
3、一种高性能注塑设备,包括底座、支撑柱、壳体、电机安装板、第一电机、主动齿轮、转管、螺旋叶片、进料箱、电热板和挤出管;
4、底座的上表面左右两侧均固定设置有支撑柱,位于支撑柱上方的壳体,位于壳体右侧表面上方的电机安装板,位于电机安装板底部表面的第一电机,位于第一电机输出端的主动齿轮,该壳体的右侧表面中央通过轴承旋转设置有转管,位于转管外部表面左侧的螺旋叶片,位于转管右端的从动齿轮,位于壳体上表面右侧的进料箱,位于壳体内部表面的电热板,位于壳体左端的挤出管,该转管的内部表面通过轴承旋转设置有电热杆,位于壳体右侧表面底部的l形安装板,电热杆的右端固定设置于l形安装板上。
5、优选的,所述主动齿轮与从动齿轮相互啮合。
6、优选的,所述螺旋叶片的直径等于壳体的内部直径,且螺旋叶片处于壳体内。
7、优选的,所述转管为导热性能良好的铜制材料,且转管为左端封口的管道结构。
8、优选的,所述进料箱包括有筛选网、电机和粉碎刀,所述进料箱的内侧底部固定设置有筛选网,所述进料箱的左侧表面中央固定设置有第二电机,第二电机的输出轴上下表面均固定设置有多个粉碎刀。
9、优选的,所述筛选网呈弧形状,且筛选网对应的弧度等于180°。
10、优选的,所述筛选网对应的半径与第二电机输出轴的半径差等于粉碎刀的长度。
11、有益效果:
12、1、通过设置有电热杆,通过在转管的内部通过轴承设置有电热杆,使得电热杆开启后,电热杆对转管进行加热,对处于壳体内部中间的物料进行加热,同时配合电热板对壳体内部四周的物料进行加热,使得对处于壳体内的物料加热效果更佳,增加工作效率。
13、2、通过设置有电热杆,电热杆开启,使得电热杆对转管进行加热,转管上的热量传递至于螺旋叶片上,使得转管和螺旋叶片始终保持比较高的温度,将处于转管和螺旋叶片上的塑料粘液融化,达到防止转管和螺旋叶片上粘连有大量塑料粘液的问题。
14、3、通过设置有筛选网和粉碎刀,物料进入到进料箱内时,通过筛选网首选对大块的塑料原料进行筛选,且通过第二电机开启,第二电机带动粉碎刀转动,使得粉碎刀对处于筛选网上表面的大颗粒物料进行粉碎,直至物料小于筛选网的孔径才会进入到壳体内,保证物料不会过大。
15、4、通过将筛选网设置成弧形状,使得粉碎刀转动时,会接触到筛选网的表面,使得粉碎刀可更好的对筛选网筛选出的物料打碎,防止物料在筛选网的上表面堆积,保证进料的顺畅。
技术特征:
1.一种高性能注塑设备,其特征在于;包括底座(1)、支撑柱(2)、壳体(3)、电机安装板(4)、第一电机(5)、主动齿轮(501)、转管(6)、螺旋叶片(7)、进料箱(8)、电热板(9)和挤出管(10);
2.根据权利要求1所述的高性能注塑设备,其特征在于:所述主动齿轮(501)与从动齿轮(601)相互啮合。
3.根据权利要求1所述的高性能注塑设备,其特征在于:所述螺旋叶片(7)的直径等于壳体(3)的内部直径,且螺旋叶片(7)处于壳体(3)内。
4.根据权利要求1所述的高性能注塑设备,其特征在于:所述转管(6)为导热性能良好的铜制材料,且转管(6)为左端封口的管道结构。
5.根据权利要求1所述的高性能注塑设备,其特征在于:所述进料箱(8)包括有筛选网(801)、电机(802)和粉碎刀(803),所述进料箱(8)的内侧底部固定设置有筛选网(801),所述进料箱(8)的左侧表面中央固定设置有第二电机(802),第二电机(802)的输出轴上下表面均固定设置有多个粉碎刀(803)。
6.根据权利要求5所述的高性能注塑设备,其特征在于:所述筛选网(801)呈弧形状,且筛选网(801)对应的弧度等于180°。
7.根据权利要求6所述的高性能注塑设备,其特征在于:所述筛选网(801)对应的半径与第二电机(802)输出轴的半径差等于粉碎刀(803)的长度。
技术总结
本技术涉及注塑技术领域,提供了一种高性能注塑设备,包括底座;底座的上表面左右两侧均固定设置有支撑柱,位于支撑柱上方的壳体,位于壳体右侧表面上方的电机安装板,位于电机安装板底部表面的第一电机,位于第一电机输出端的主动齿轮,该壳体的右侧表面中央通过轴承旋转设置有转管,位于转管外部表面左侧的螺旋叶片,位于转管右端的从动齿轮,位于壳体上表面右侧的进料箱;通过设置有电热杆,通过在转管的内部通过轴承设置有电热杆,使得电热杆开启后,电热杆对转管进行加热,对处于壳体内部中间的物料进行加热,同时配合电热板对壳体内部四周的物料进行加热,使得对处于壳体内的物料加热效果更佳,增加工作效率。
技术研发人员:瞿传双
受保护的技术使用者:上海趣术文化传播有限公司
技术研发日:20221215
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!