一种牵引式全自动穿条设备的制作方法
本技术涉及铝材穿条机领域,更具体的,涉及一种牵引式全自动穿条设备。
背景技术:
1、穿条式隔热铝型材因其美观大方和高强度等特性已广泛使用在隔热门窗幕墙中。穿条式隔热铝型材是将两支预先挤出的铝型材和隔热条通过复合加工将三者合为一体的复合型材。组合工艺是由开齿、穿条、滚压和检测四道工序组成。
2、现有的穿条式隔热铝型材在生产中,都需要对铝型材穿入隔热条,但是穿条的工艺中,一般都是采用辊压机和人工配合,对隔热条卷进行展开、分切和定位穿条,加工效率不高。
技术实现思路
1、为克服现有技术的不足,本实用新型所要解决的技术问题在于提出一种牵引式全自动穿条设备,该设备自动化完成了对隔热条的分切、牵引、和位置调节,使穿条的效率更快,而且自动化程度高,节省人力。
2、为达此目的,本实用新型采用以下的技术方案:
3、本实用新型的提供了一种牵引式全自动穿条设备,包括龙门架和牵引臂,其中:所述龙门架上设有所述牵引臂,所述龙门架其中一侧的下方设有分切台,所述分切台的一侧设有用于放置隔热条物料卷的盘条架;所述牵引臂具体包括:主云台、副云台、调整臂和用于抓取隔热条的气动夹,所述龙门架上设有所述主云台,所述主云台能够在所述龙门架上进行前后移动,所述主云台的其中一侧设有两个所述副云台,所述副云台能够在所述主云台上进行左右移动,所述副云台上均设有所述调整臂,所述调整臂能够在所述副云台上进行上下移动,所述调整臂的末端设有所述气动夹;所述分切台内设有分切锯片,且所述分切台内设有用于控制所述分切锯片进行升降的升降气缸,所述分切台上对应所述分切锯片的两侧设有定位台,所述定位台的一侧设有用于对隔热条进行推夹的夹持气缸;所述分切台上还设有用于对隔热条起到上料定位作用的限位装置。
4、在本实用新型较佳的技术方案中,所述盘条架的位置与所述限位装置的位置相互对应。
5、在本实用新型较佳的技术方案中,所述限位装置具体包括:限位台、限位气缸、限位臂和感应设备,所述分切台上呈对称状设有所述限位台,所述限位台的一侧均设有所述限位气缸,所述限位气缸上设有所述限位臂,所述限位臂位于所述限位台的正上方,所述限位气缸还设有用于检测隔热条长度的所述感应设备。
6、在本实用新型较佳的技术方案中,所述分切台对应所述分切锯片的伸出处设有大于所述分切锯片最大端面结构的栅格槽。
7、在本实用新型较佳的技术方案中,所述主云台上还设有用于驱动所述主云台在所述龙门架上移动的第一驱动设备。
8、在本实用新型较佳的技术方案中,所述副云台上还设有用于驱动所述副云台在所述主云台上移动的第二驱动设备。
9、在本实用新型较佳的技术方案中,所述副云台上还设有用于驱动所述调整臂在所述副云台上移动的第三驱动设备。
10、在本实用新型较佳的技术方案中,所述盘条架具体包括:底架、旋转主轴和限位盘,所述底架水平放置在所述分切台的一侧,所述底架上设有所述旋转主轴,所述旋转主轴上套装有所述限位盘。
11、本实用新型的有益效果为:
12、使用时,先将隔热条物料卷放置在盘条架上,并将隔热条的一端卡入限位装置中后,主云台带动副云台在龙门架上移动至分切台的正上方,调节副云台之间的间距,使气动夹分别处于两个隔热条的正上方,然后下降调整臂,使气动夹对隔热条进行抓取,随后、主云台移动,使气动夹带动隔热条移动,从而使牵引臂将隔热条拉出;然后、当隔热条伸出适当长度,夹持气缸配合定位台将隔热条固定后,升降气缸顶出旋转的分切锯片,从而完成对隔热条分切;最后、通过调节副云台之间的间距和气动夹的高度,将隔热条塞入铝型材中;该设备自动化完成了对隔热条的分切、牵引、和位置调节,使穿条的效率更快,而且自动化程度高,节省人力。
技术特征:
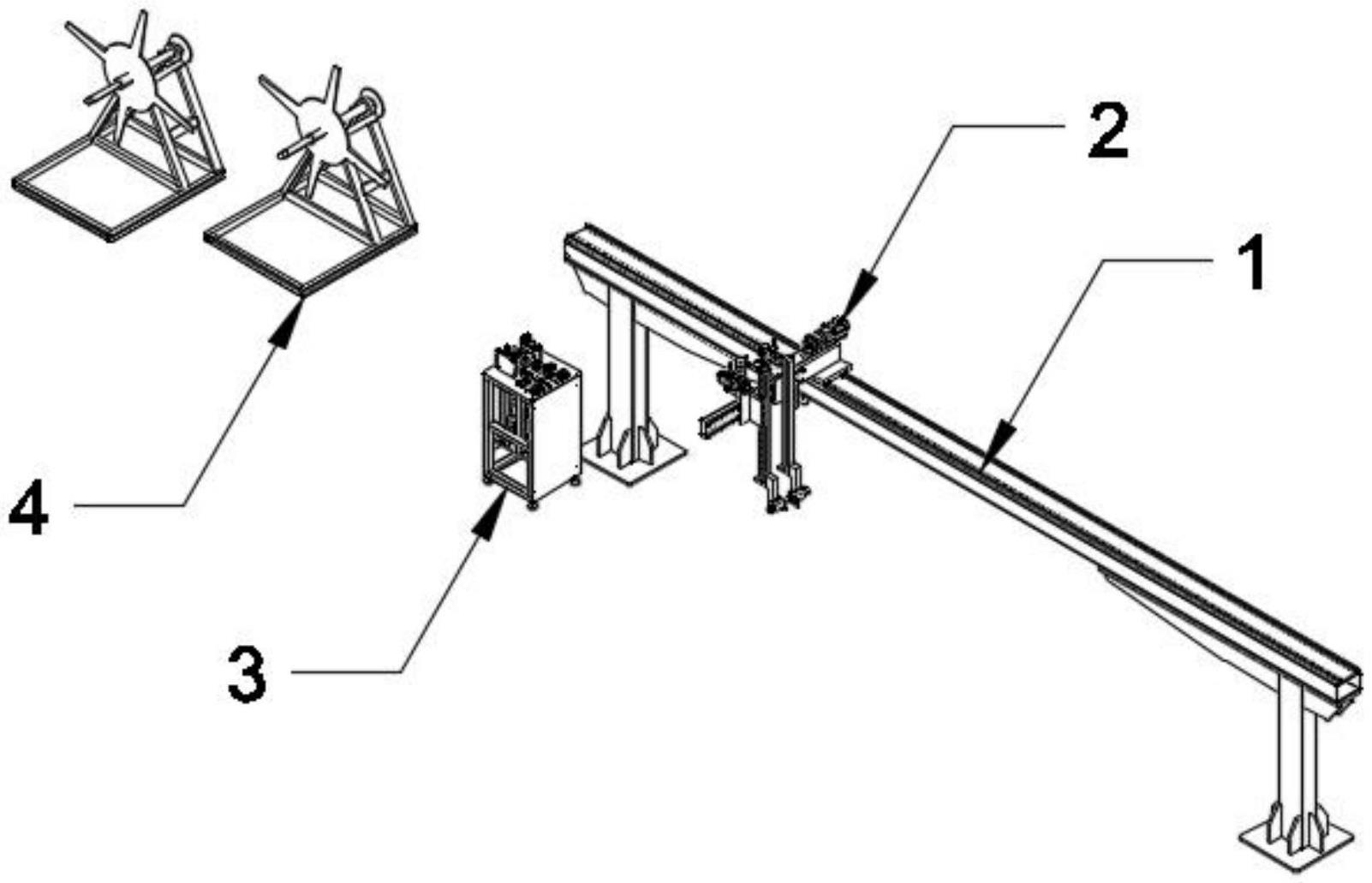
1.一种牵引式全自动穿条设备,包括龙门架(1)和牵引臂(2),其特征在于:所述龙门架(1)上设有所述牵引臂(2),所述龙门架(1)其中一侧的下方设有分切台(3),所述分切台(3)的一侧设有用于放置隔热条物料卷的盘条架(4);
2.根据权利要求1所述的牵引式全自动穿条设备,其特征在于:所述盘条架(4)的位置与所述限位装置(5)的位置相互对应。
3.根据权利要求1所述的牵引式全自动穿条设备,其特征在于:所述限位装置(5)具体包括:限位台(50)、限位气缸(51)、限位臂(52)和感应设备(53),所述分切台(3)上呈对称状设有所述限位台(50),所述限位台(50)的一侧均设有所述限位气缸(51),所述限位气缸(51)上设有所述限位臂(52),所述限位臂(52)位于所述限位台(50)的正上方,所述限位气缸(51)还设有用于检测隔热条长度的所述感应设备(53)。
4.根据权利要求1所述的牵引式全自动穿条设备,其特征在于:所述分切台(3)对应所述分切锯片(30)的伸出处设有大于所述分切锯片(30)最大端面结构的栅格槽(34)。
5.根据权利要求1所述的牵引式全自动穿条设备,其特征在于:所述主云台(20)上还设有用于驱动所述主云台(20)在所述龙门架(1)上移动的第一驱动设备(24)。
6.根据权利要求1所述的牵引式全自动穿条设备,其特征在于:所述副云台(21)上还设有用于驱动所述副云台(21)在所述主云台(20)上移动的第二驱动设备(25)。
7.根据权利要求1所述的牵引式全自动穿条设备,其特征在于:所述副云台(21)上还设有用于驱动所述调整臂(22)在所述副云台(21)上移动的第三驱动设备(26)。
8.根据权利要求1所述的牵引式全自动穿条设备,其特征在于:所述盘条架(4)具体包括:底架(40)、旋转主轴(41)和限位盘(42),所述底架(40)水平放置在所述分切台(3)的一侧,所述底架(40)上设有所述旋转主轴(41),所述旋转主轴(41)上套装有所述限位盘(42)。
技术总结
本技术涉及铝材穿条机领域,更具体的,涉及一种牵引式全自动穿条设备,包括龙门架和牵引臂,其中:所述龙门架上设有所述牵引臂,所述龙门架其中一侧的下方设有分切台,所述分切台的一侧设有用于放置隔热条物料卷的盘条架;使用时,主云台带动副云台在龙门架上移动至分切台的正上方,然后下降调整臂,使气动夹对隔热条进行抓取,随后、主云台移动,使气动夹带动隔热条移动,从而使牵引臂将隔热条拉出;然后、升降气缸顶出分切锯片,从而完成对隔热条分切;最后、通过调节副云台之间的间距和气动夹的高度,将隔热条塞入铝型材中;该设备自动化完成了对隔热条的分切、牵引、和位置调节,使穿条的效率更快,而且自动化程度高,节省人力。
技术研发人员:高其学
受保护的技术使用者:广东格尔曼智能科技有限公司
技术研发日:20221215
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!