线束套管定位烘烤收缩治具的制作方法
:本技术涉及治具产品,特指一种线束套管定位烘烤收缩治具。
背景技术
0、
背景技术:
1、热缩套管是一种特制的聚烯烃材质热收缩套管,其外层采用优质柔软的交联聚烯烃材料及内层热熔胶复合加工而成的,外层材料有绝缘防蚀、耐磨等特点,内层有低熔点、防水密封和高粘接性等优点,使热缩套管整体具有高温收缩、柔软阻燃、绝缘防蚀功能,其广泛应用于各种线束、焊点、电感的绝缘保护以及金属管、棒的防锈、防蚀等。
2、线束是一种常用于电器领域的零部件,在制备安装电器时,为了保证电器内导线的整齐有序,常常先对导线进行包覆以形成线束,然后再进行安装。中生产导线时,需要在若干导线外围包覆套管,然后对套管进行烘烤,以将套管固定在线束的指定位置,进而形成线束。
3、目前,将热缩套管定位在导线上的方法是:首先将热缩套管套在导线上,然后确定好热缩套管的位置进行烘烤作业。目前一般都是对导线的套管进行逐个烘烤,烘烤效率低,并且在烘烤时,套管有可能发生偏移,定位不够准确,导致烘烤后的线束达不到出厂需求;另外,在烘烤的时候,未套接热缩套管的部分并未被遮盖,容易出现未套接热缩套管的部分导线被烤坏变形,影响产品质量。
4、有鉴于此,本发明人提出以下技术方案。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的在于克服现有技术的不足,提供一种线束套管定位烘烤收缩治具。
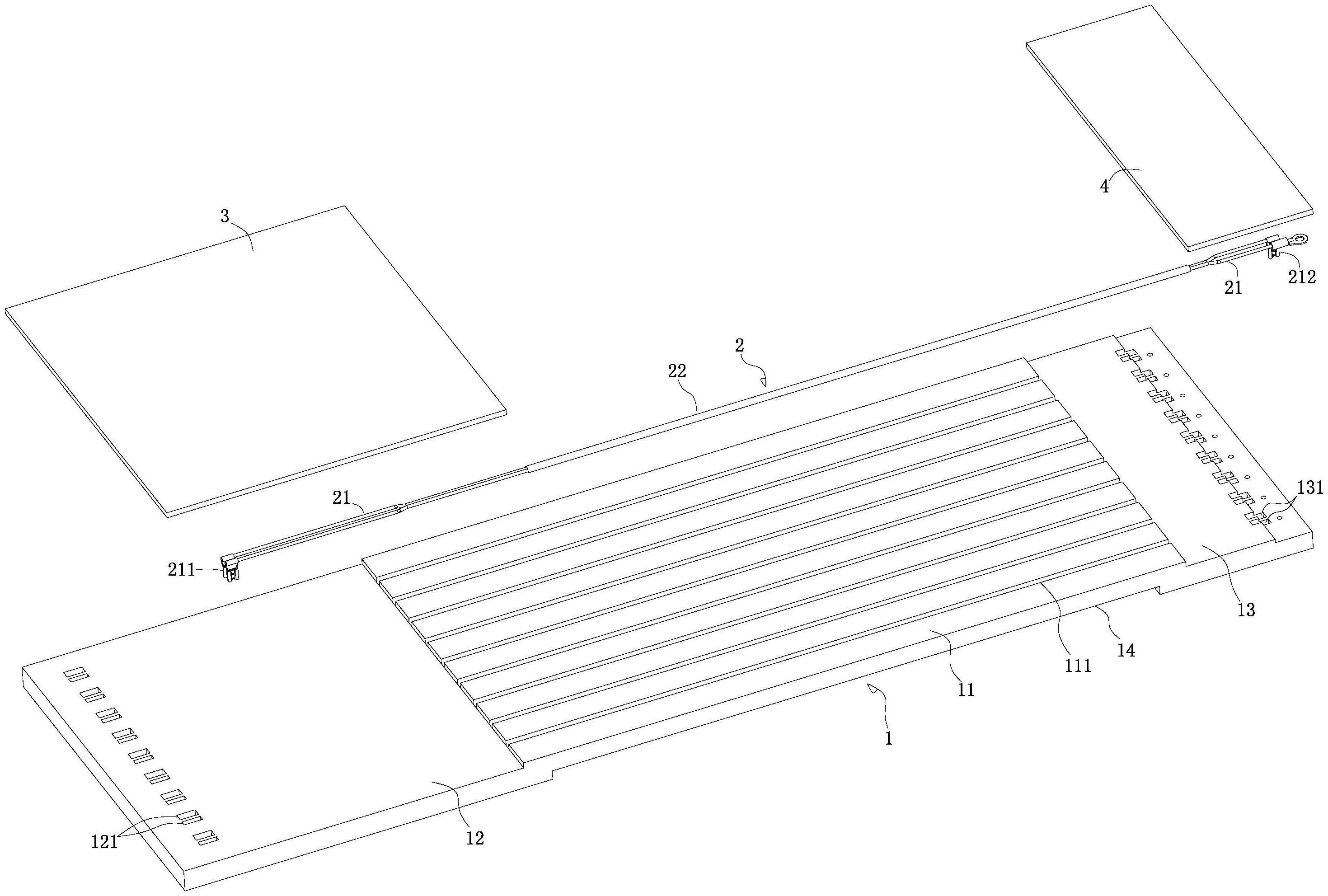
2、为了解决上述技术问题,本实用新型采用了下述技术方案:该线束套管定位烘烤收缩治具包括:治具主体,其上端面中部成型有向上凸起的凸台部,该治具主体两侧分别成型有向下凹陷的第一槽体和第二槽体,该凸台部沿其上端面向下开设有多个贯穿治具主体下端面且间隔分布的条形定位孔,该条形定位孔两端贯穿凸台部两侧面;由若干导线外套热缩套管并对热缩套管两端加热收缩定位后形成的线束水平放置于条形定位孔中,其中,该热缩套管两端分别显露于凸台部两侧面,该导线两端分别置于所述第一槽体和第二槽体中;第一定位盖体和第二定位盖体,该第一定位盖体和第二定位盖体分别盖设于所述第一槽体和第二槽体中,并压住定位所述导线两端,使条形定位孔内仅显露热缩套管。
3、进一步而言,上述技术方案中,所述条形定位孔的深度大于所述热缩套管的直径,所述热缩套管镶嵌定位于条形定位孔中。
4、进一步而言,上述技术方案中,所述条形定位孔的长度大于或等于热缩套管的长度。
5、进一步而言,上述技术方案中,所述条形定位孔的纵截面呈矩形。
6、进一步而言,上述技术方案中,所述治具主体下端面对应所述成型有凸台部的位置成型有向上凹陷的透气槽,该透气槽前后侧分别贯通所述治具主体前端面和后端面,且所述条形定位孔贯通该透气槽。
7、进一步而言,上述技术方案中,所述的第一槽体底部设置有多个贯通治具主体下端面并与条形定位孔对应的第一端子定位槽组;所述的第二槽体底部多个设置有贯通治具主体下端面并与条形定位孔对应的第二端子定位槽组;所述导线两端分别设置有第一端子和第二端子,该第一端子和第二端子分别嵌入第一端子定位槽组和第二端子定位槽组中。
8、进一步而言,上述技术方案中,所述的第一定位盖体的尺寸与第一槽体的尺寸适配,所述第二定位盖体的尺寸与第二槽体的尺寸适配,且该第一定位盖体和第二定位盖体的上端面均与所述凸台部上端面齐平。
9、进一步而言,上述技术方案中,所述治具主体、第一定位盖体和第二定位盖体均由电木制成。
10、采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型在使用过程中,将第一定位盖体和第二定位盖体相对治具主体取下,并将由若干导线外套热缩套管并对热缩套管两端加热收缩定位后形成的线束水平放置于条形定位孔中,并由该条形定位孔对热缩套管进行定位,其中,该热缩套管两端分别显露于凸台部两侧面,该导线两端(未被热缩套管包裹的部分)分别置于所述第一槽体和第二槽体中;该第一定位盖体和第二定位盖体分别盖设于所述第一槽体和第二槽体中,并压住定位所述导线两端,使条形定位孔内仅显露热缩套管,同时能够使热缩套管水平定位于条形定位孔内,以便后期在烘烤时,热缩套管不会发生偏移,定位准确,以致烘烤后的线束达到出厂需求,保证产品质量;另外,由于条形定位孔的数量较多,可以将多条上述的线束水平放置于条形定位孔中,以此达到一次性对多条线束的热缩套管进行同时烘烤,可以大大提高烘烤效率;再者,在烘烤的时候,线束中导线未套接热缩套管的部分会被第一定位盖体和第二定位盖体遮盖,使条形定位孔内仅显露热缩套管,保证导线中未套接热缩套管的部分也不会被烤坏变形,保证产品质量,令本实用新型具有极强的市场竞争力。本实用新型仅三个零件,其配件/零件极少,结构也极为简单,制作成本低,且制作简便,以具有极强的市场竞争力。
技术特征:
1.线束套管定位烘烤收缩治具,其特征在于:其包括:
2.根据权利要求1所述的线束套管定位烘烤收缩治具,其特征在于:所述条形定位孔(111)的深度大于所述热缩套管(22)的直径,所述热缩套管(22)镶嵌定位于条形定位孔(111)中。
3.根据权利要求2所述的线束套管定位烘烤收缩治具,其特征在于:所述条形定位孔(111)的长度大于或等于热缩套管(22)的长度。
4.根据权利要求3所述的线束套管定位烘烤收缩治具,其特征在于:所述条形定位孔(111)的纵截面呈矩形。
5.根据权利要求1-4任意一项所述的线束套管定位烘烤收缩治具,其特征在于:所述治具主体(1)下端面对应所述成型有凸台部(11)的位置成型有向上凹陷的透气槽(14),该透气槽(14)前后侧分别贯通所述治具主体(1)前端面和后端面,且所述条形定位孔(111)贯通该透气槽(14)。
6.根据权利要求5所述的线束套管定位烘烤收缩治具,其特征在于:所述的第一槽体(12)底部设置有多个贯通治具主体(1)下端面并与条形定位孔(111)对应的第一端子定位槽组(121);所述的第二槽体(13)底部多个设置有贯通治具主体(1)下端面并与条形定位孔(111)对应的第二端子定位槽组(131);所述导线(21)两端分别设置有第一端子(211)和第二端子(212),该第一端子(211)和第二端子(212)分别嵌入第一端子定位槽组(121)和第二端子定位槽组(131)中。
7.根据权利要求6所述的线束套管定位烘烤收缩治具,其特征在于:所述的第一定位盖体(3)的尺寸与第一槽体(12)的尺寸适配,所述第二定位盖体(4)的尺寸与第二槽体(13)的尺寸适配,且该第一定位盖体(3)和第二定位盖体(4)的上端面均与所述凸台部(11)上端面齐平。
8.根据权利要求6或7所述的线束套管定位烘烤收缩治具,其特征在于:所述治具主体(1)、第一定位盖体(3)和第二定位盖体(4)均由电木制成。
技术总结
本技术公开一种线束套管定位烘烤收缩治具,其包括:治具主体,其上端面中部成型有向上凸起的凸台部,该治具主体两侧分别成型有向下凹陷的第一槽体和第二槽体,该凸台部沿其上端面向下开设有多个贯穿治具主体下端面且间隔分布的条形定位孔,该条形定位孔两端贯穿凸台部两侧面;由若干导线外套热缩套管并对热缩套管两端加热收缩定位后形成的线束水平放置于条形定位孔中,其中,该热缩套管两端分别显露于凸台部两侧面,该导线两端分别置于所述第一槽体和第二槽体中;第一定位盖体和第二定位盖体,该第一定位盖体和第二定位盖体分别盖设于所述第一槽体和第二槽体中,并压住定位所述导线两端,使条形定位孔内仅显露热缩套管。
技术研发人员:曹已珊
受保护的技术使用者:东莞市铭润电子有限公司
技术研发日:20221213
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!