周圈环绕分布式高质量注塑成型结构的制作方法
本技术涉及精密制造技术,特别涉及注塑成型技术,具体的,是一种周圈环绕分布式高质量注塑成型结构。
背景技术:
1、参阅图1的流量控制阀100,包括安装部101和阀体部102,阀体部102上开设有阀流道103形成整体阀片结构。
2、由于流量控制阀100规格较小,且阀体部102和安装部101具有较高相对位置度要求,以保证流量控制阀100装配完成后,阀流道103位于对应位置形成精准的流量控制。
3、通过环状的偶数量分布模腔,能够有效平衡注塑入流的注塑压力,配合高精度的双侧嵌芯对应组合结构,能够有效形成流量控制阀100的高效、高精度制备。
4、因此,需要提供一种周圈环绕分布式高质量注塑成型结构来实现上述目的。
技术实现思路
1、本实用新型的目的是提供一种周圈环绕分布式高质量注塑成型结构。
2、本实用新型通过如下技术方案实现上述目的:
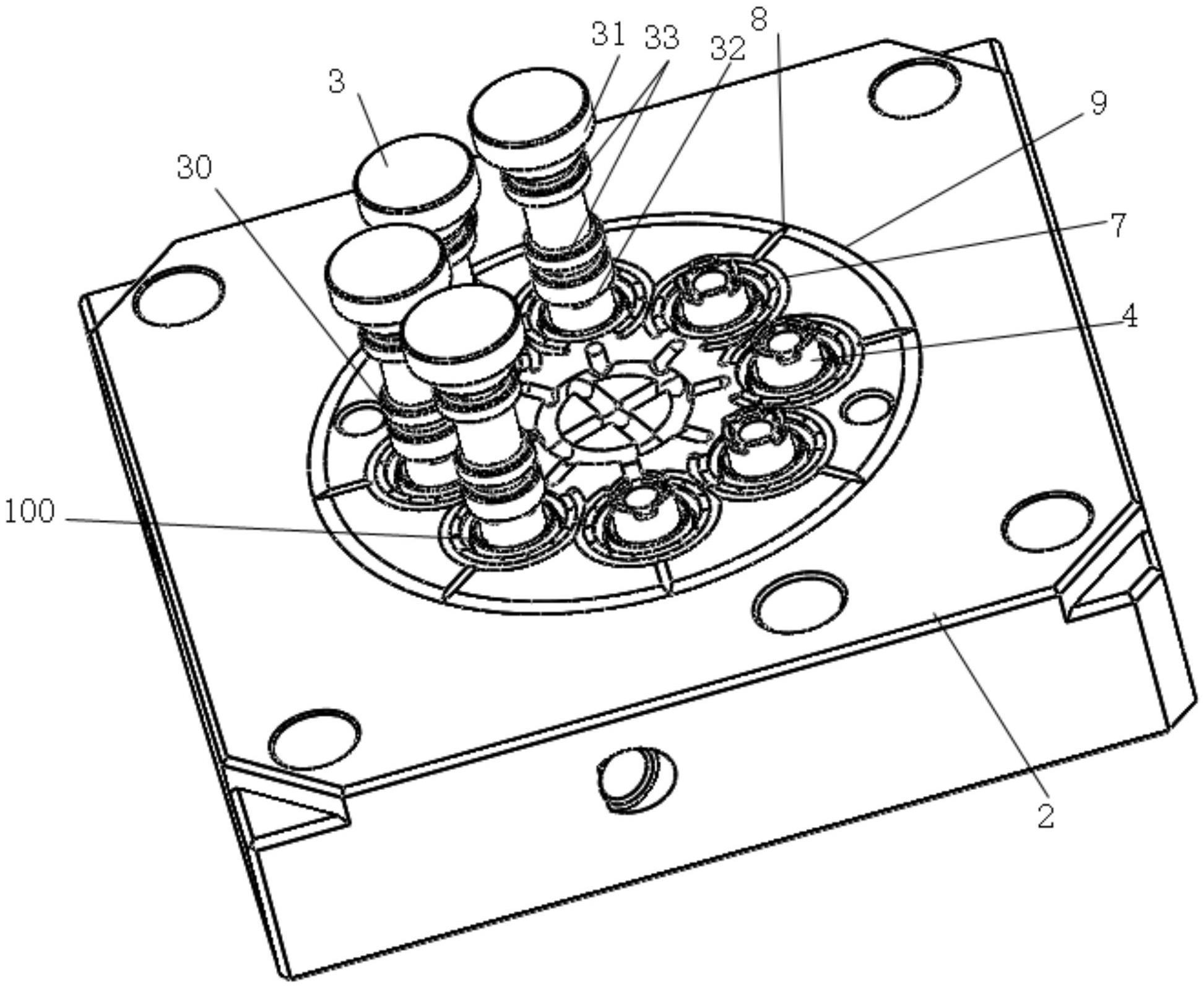
3、一种周圈环绕分布式高质量注塑成型结构,包括对应设置的上模和下模,上模和下模设置有环状分布的若干模腔;
4、对应模腔,上模和下模上分别通过上模嵌入槽和下模嵌入槽嵌入设置有上模嵌入柱和下模嵌入柱,上模嵌入槽和下模嵌入槽通过高同心度要求组合形成嵌入柱承载部,上模嵌入柱和下模嵌入柱用做流量控制阀模腔嵌芯部,配合形成高同心度嵌芯组合式高精度注塑成型结构。
5、进一步的,上模嵌入柱底部设置有阀体部上表面对应模腔壁,下模嵌入柱包括对应安装部模腔对应内壁部,且下模嵌入柱的顶部组合阀体部上表面对应模腔壁形成阀体部模腔。
6、进一步的,上模嵌入柱通过多位定位环定位结构组合上模嵌入槽形成高精度上模嵌芯。
7、进一步的,多位定位环定位结构包括对应设置的上位定位环和下位定位环,上位定位环和下位定位环间分布设置有中部定位环。
8、进一步的,中部定位定位环数量为若干,且为偶数个,至少数量为两件。
9、进一步的,模腔对应设置有入流口,入流口位于环状分布的若干模腔的圆心处,同时位于十字连接的分流道的十字连接中心。
10、进一步的,十字连接的分流道连接于汇流圈,汇流圈通过分离支道连接若干模腔。
11、进一步的,若干模腔数量为若干偶数个,形成偶数对称分布的出流流道均匀结构。
12、进一步的,对应每个模腔设置有环模腔设置的均衡溢流圈。
13、进一步的,均衡溢流圈通过集流道连通外集流圈,形成一体化溢流汇集结构。
14、与现有技术相比,本实用新型通过环状的偶数量分布模腔,能够有效平衡注塑入流的注塑压力,配合高精度的双侧嵌芯对应组合结构,有效形成流量控制阀的高效、高精度制备。
技术特征:
1.一种周圈环绕分布式高质量注塑成型结构,其特征在于:包括对应设置的上模和下模,上模和下模设置有环状分布的若干模腔;
2.根据权利要求1所述的一种周圈环绕分布式高质量注塑成型结构,其特征在于:上模嵌入柱底部设置有阀体部上表面对应模腔壁,下模嵌入柱包括对应安装部模腔对应内壁部,且下模嵌入柱的顶部组合阀体部上表面对应模腔壁形成阀体部模腔。
3.根据权利要求2所述的一种周圈环绕分布式高质量注塑成型结构,其特征在于:上模嵌入柱通过多位定位环定位结构组合上模嵌入槽形成高精度上模嵌芯。
4.根据权利要求3所述的一种周圈环绕分布式高质量注塑成型结构,其特征在于:多位定位环定位结构包括对应设置的上位定位环和下位定位环,上位定位环和下位定位环间分布设置有中部定位环。
5.根据权利要求4所述的一种周圈环绕分布式高质量注塑成型结构,其特征在于:中部定位定位环数量为若干,且为偶数个,至少数量为两件。
6.根据权利要求5所述的一种周圈环绕分布式高质量注塑成型结构,其特征在于:模腔对应设置有入流口,入流口位于环状分布的若干模腔的圆心处,同时位于十字连接的分流道的十字连接中心。
7.根据权利要求6所述的一种周圈环绕分布式高质量注塑成型结构,其特征在于:十字连接的分流道连接于汇流圈,汇流圈通过分离支道连接若干模腔。
8.根据权利要求7所述的一种周圈环绕分布式高质量注塑成型结构,其特征在于:进一步的,若干模腔数量为若干偶数个,形成偶数对称分布的出流流道均匀结构。
9.根据权利要求8所述的一种周圈环绕分布式高质量注塑成型结构,其特征在于:对应每个模腔设置有环模腔设置的均衡溢流圈。
10.根据权利要求9所述的一种周圈环绕分布式高质量注塑成型结构,其特征在于:均衡溢流圈通过集流道连通外集流圈,形成一体化溢流汇集结构。
技术总结
本技术周圈环绕分布式高质量注塑成型结构,包括对应设置的上模和下模,上模和下模设置有环状分布的若干模腔;对应模腔,上模和下模上分别通过上模嵌入槽和下模嵌入槽嵌入设置有上模嵌入柱和下模嵌入柱,上模嵌入槽和下模嵌入槽通过高同心度要求组合形成嵌入柱承载部,上模嵌入柱和下模嵌入柱用做流量控制阀模腔嵌芯部,配合形成高同心度嵌芯组合式高精度注塑成型结构。
技术研发人员:肖俊生,王平
受保护的技术使用者:苏州平诺维精密制造科技有限公司
技术研发日:20221216
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!