一种硅胶大耳塞生产用模具降温装置的制作方法
本技术涉及耳塞模具,具体为一种硅胶大耳塞生产用模具降温装置。
背景技术:
1、大耳塞是人们降噪的工具,常用于耳孔,且现有的大耳塞大都硅胶材质,在对大耳塞进行浇注后,需要对模具进行降温处理,一是能够冷却模具,降低模具因高温带来的形变,二是也能够时浇注成型后的大耳塞产品快速冷却,以便使产品快速成型脱模,但现有的大耳塞模具降温方式大都是直接从外部对模具降温处理,因此不便对模具的内侧进行降温,不仅对模具降温的效果降低,而且也使得大耳塞产品降温的效果也随之下降,使得大耳塞黏粘模具难以脱模,从而降低了大耳塞产品生产时效率。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种混凝土养护箱,解决了大耳塞生产模具不便从内侧快速降温的问题。
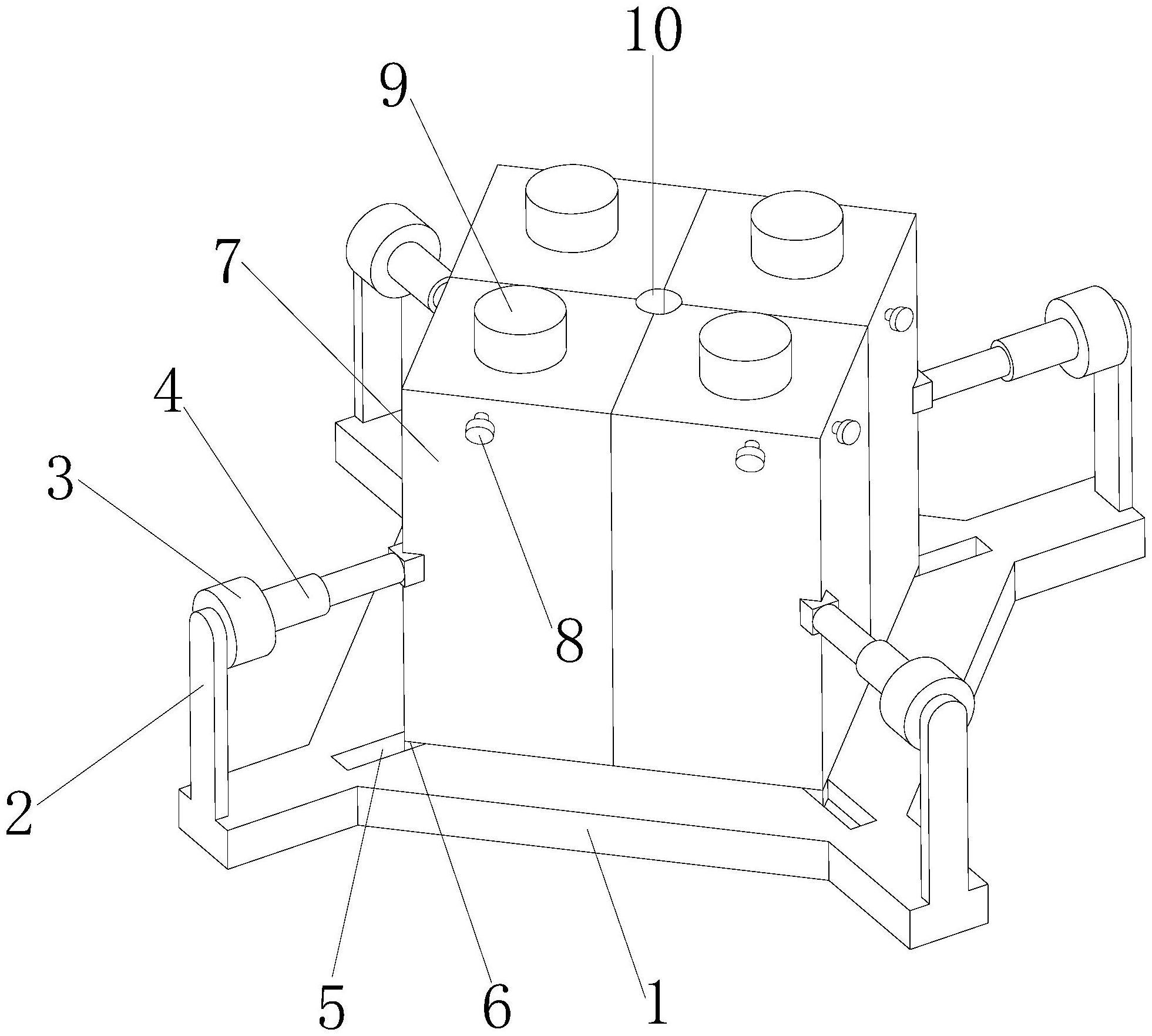
2、为实现上述大耳塞生产模具便于从内侧快速降温的目的,本实用新型提供如下技术方案:一种硅胶大耳塞生产用模具降温装置,包括底座,所述底座的侧面固定连接有外支架,所述外支架的内侧面固定连接有液压缸,所述液压缸的输出端固定连接有液压杆,所述底座的上表面开设有滑槽,所述滑槽的内部滑动连接有滑块,所述滑块的上端面固定连接有模具体,所述模具体的侧面固定连接有注液管,所述模具体的上端面外侧固定连接有冷却风机,所述模具体的上端面中部开设有浇注口;
3、所述冷却风机的输出端固定连接有第一出风管和第二出风管,所述模具体的内侧面开设有模腔,所述模腔的内部活动连接有耳塞本体,所述模具体的内部开设有冷却腔,所述冷却腔的内部设置有冷却液,所述模腔的内部顶面开设有降温出风孔,所述模具体的内部上侧开设有导风通孔。
4、优选的,所述第二出风管、导风通孔和降温出风孔相连通。
5、优选的,所述第一出风管与冷却腔相连通。
6、优选的,所述模具体设置有四组,且四组模具体组成大耳塞模具。
7、优选的,所述液压杆远离液压缸的一端与模具体固定连接,所述模具体与底座滑动连接。
8、优选的,所述冷却腔沿模腔的外部开设,所述模腔设置有四组,并组成大耳塞模腔。
9、与现有技术相比,本实用新型提供了一种硅胶大耳塞生产用模具降温装置,具备以下有益效果:
10、1、该硅胶大耳塞生产用模具降温装置,当需要对模具体进行冷却降温时,此时通过注液管可向冷却腔的内部注入冷却液,因此通过冷却液可对模具体进行快速降温处理,第一出风管内部的冷风可排出到冷却腔的内部,并对正在冷却模具体的冷却液进行风吹降温,以便冷却液对模具体的冷却效果更好。
11、2、该硅胶大耳塞生产用模具降温装置,第二出风管内部的冷风通过导风通孔后,可由降温出风孔从上侧排出到模腔的内部,因此可对耳塞本体风吹降温处理,降温出风孔且由上而下风吹时可对耳塞本体与模腔的接触面进行风吹冷却,以便后续耳塞本体可快速进行脱模。
技术特征:
1.一种硅胶大耳塞生产用模具降温装置,包括底座(1),其特征在于:所述底座(1)的侧面固定连接有外支架(2),所述外支架(2)的内侧面固定连接有液压缸(3),所述液压缸(3)的输出端固定连接有液压杆(4),所述底座(1)的上表面开设有滑槽(5),所述滑槽(5)的内部滑动连接有滑块(6),所述滑块(6)的上端面固定连接有模具体(7),所述模具体(7)的侧面固定连接有注液管(8),所述模具体(7)的上端面外侧固定连接有冷却风机(9),所述模具体(7)的上端面中部开设有浇注口(10);
2.根据权利要求1所述的一种硅胶大耳塞生产用模具降温装置,其特征在于:所述第二出风管(12)、导风通孔(18)和降温出风孔(17)相连通。
3.根据权利要求1所述的一种硅胶大耳塞生产用模具降温装置,其特征在于:所述第一出风管(11)与冷却腔(15)相连通。
4.根据权利要求1所述的一种硅胶大耳塞生产用模具降温装置,其特征在于:所述模具体(7)设置有四组,且四组模具体(7)组成大耳塞模具。
5.根据权利要求1所述的一种硅胶大耳塞生产用模具降温装置,其特征在于:所述液压杆(4)远离液压缸(3)的一端与模具体(7)固定连接,所述模具体(7)与底座(1)滑动连接。
6.根据权利要求1所述的一种硅胶大耳塞生产用模具降温装置,其特征在于:所述冷却腔(15)沿模腔(13)的外部开设,所述模腔(13)设置有四组,并组成大耳塞模腔。
技术总结
本技术涉及耳塞模具技术领域,且公开了一种硅胶大耳塞生产用模具降温装置,包括底座,所述底座的侧面固定连接有外支架,所述外支架的内侧面固定连接有液压缸,所述液压缸的输出端固定连接有液压杆,所述底座的上表面开设有滑槽,所述滑槽的内部滑动连接有滑块,所述滑块的上端面固定连接有模具体,所述模具体的侧面固定连接有注液管,所述模具体的上端面外侧固定连接有冷却风机,所述模具体的上端面中部开设有浇注口。本技术通过模具体可对大耳塞进行浇注成型,并通过冷却风机可对内侧对模具以及大耳塞产品进行快速降温处理。
技术研发人员:林清华
受保护的技术使用者:锐嘉(宜兴)科技有限公司
技术研发日:20221216
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!