一种用于成型点火线圈壳体的注塑模具的制作方法
本技术涉及点火线圈壳体加工,特别是涉及一种用于成型点火线圈壳体的注塑模具。
背景技术:
1、汽车发动机工作时,点燃混合气所需要的高压从点火线圈壳体底部的高压塔输出,高压塔承受着15kv~30kv的高压。点火线圈壳体通常是通过在模具中注塑制造而成。如图5所示,点火线圈壳体包括壳体主体28,所述的壳体主体28中部具有一内腔25,该壳体主体28的外侧壁布置有多个筋条26,所述的壳体主体28底部的一侧设有连通内腔25的侧孔27,由于筋条26又窄又长,常规注塑模具是针对筋条26在模芯上加工出与之相配的筋条成型腔,但筋条成型腔加工困难大,且制作成本也特别高。影响点火线圈壳体的主要因素是来自于模具的结构的,因此有必要优化模具设计来降低点火线圈壳体的不合格率。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种用于成型点火线圈壳体的注塑模具,采用拼接镶件叠放拼接,不仅简化了筋条成型腔的加工困难,还降低了后期维修更换的成本。
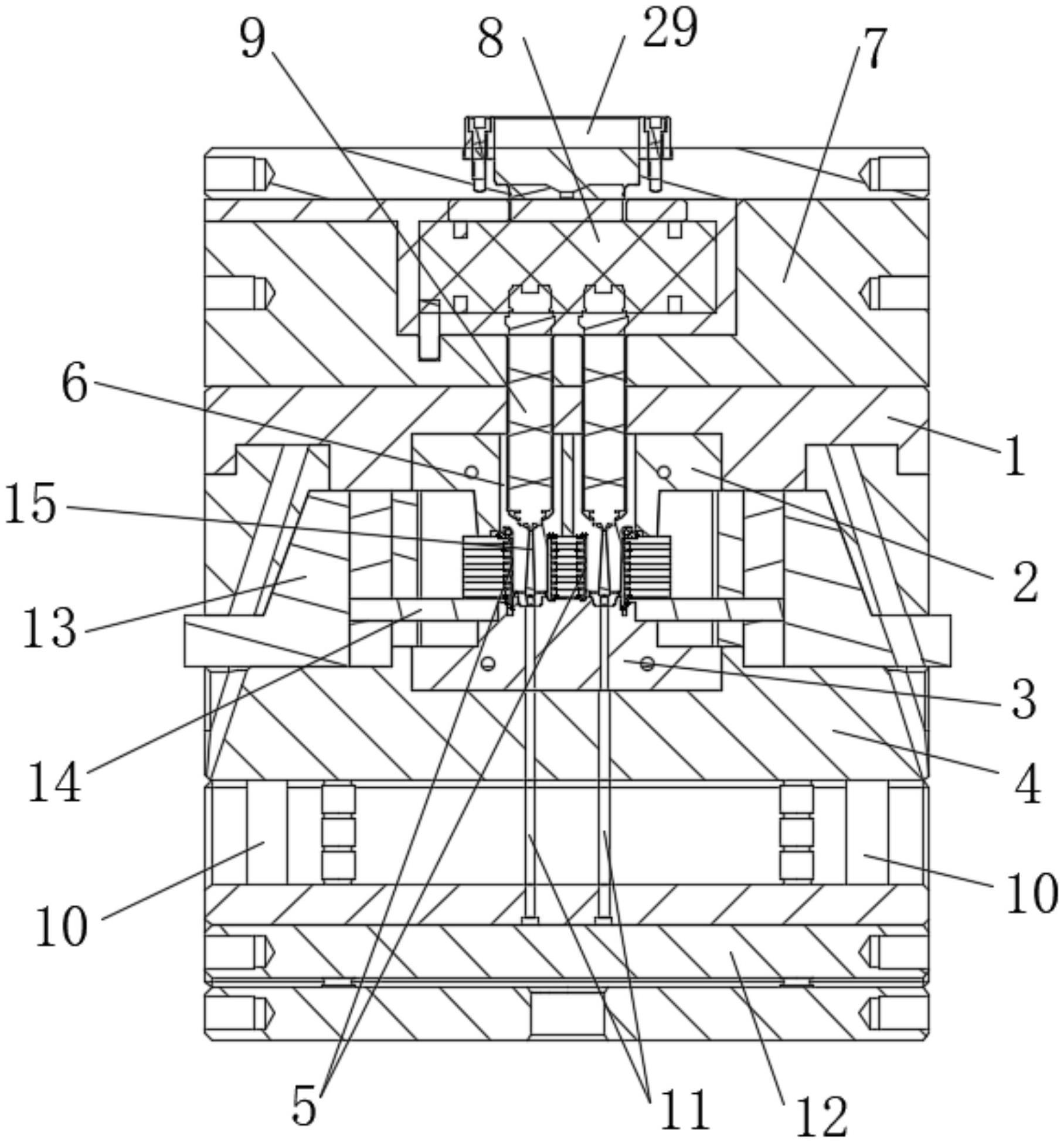
2、本实用新型解决其技术问题所采用的技术方案是:提供一种用于成型点火线圈壳体的注塑模具,包括上模框和下模框,所述的上模框与下模框之间安装有上下叠放的上模芯和下模芯,所述的上模芯与下模芯之间并排布置有两个模腔,所述的上模芯下端设置有竖直插入模腔的内腔镶件,所述的下模芯上端设有与内腔镶件对接的底部成型凸起,所述的上模框上端安装有上模板,该上模板上部内安装有分流板,所述的分流板下端安装有竖直插入到内腔镶件内的热嘴组件,该分流板上端安装有主射嘴,所述的内腔镶件内部位于热嘴组件下端口与模腔之间设置有浇注流道,所述的下模框上端位于下模芯的前后两侧各安装有一拼接抽芯装置,该拼接抽芯装置包括纵向滑块座和拼接镶件,所述的下模框上端安装有前后滑动的纵向滑块座,该纵向滑块座靠近模腔的一侧叠放安装有多个拼接镶件,每两个上下相邻的拼接镶件之间拼接形成有筋条成型腔,所述的上模框下端安装有插入纵向滑块座的斜导柱。
3、作为对本实用新型所述的技术方案的一种补充,所述的下模框下端的两侧各安装有一模脚,两个模脚之间安装有顶板组件,所述的顶板组件上竖直安装有多个插入模腔的顶杆。
4、作为对本实用新型所述的技术方案的一种补充,所述的底部抽芯装置包括横向滑块座和底部侧镶件,所述的下模框上端安装有左右滑动的横向滑块座,该横向滑块座靠近模腔的一侧安装有底部侧镶件,所述的底部侧镶件的内侧设置有侧孔凸起,所述的上模框下端安装有插入横向滑块座的斜导柱。
5、作为对本实用新型所述的技术方案的一种补充,所述的内腔镶件下端中部设有定位插柱,所述的底部成型凸起上端中部开设有与定位插柱配合的插槽。
6、作为对本实用新型所述的技术方案的一种补充,所述的浇注流道包括主流道和分流道,所述的内腔镶件下端中部开设有呈十字交叉布置的分流道,该分流道贯穿定位插柱,所述的内腔镶件内部竖直设置有主流道,该主流道上端口与热嘴组件相连,所述的主流道的下端口设置在分流道的十字交叉处。
7、有益效果:本实用新型涉及一种用于成型点火线圈壳体的注塑模具,每个拼接抽芯装置均有一组拼接镶件,两组拼接镶件对接在一起,所述的拼接抽芯装置内每两个上下相邻的拼接镶件之间拼接形成有筋条成型腔,筋条成型腔用于辅助成型又长又窄的筋条;浇注流道包括主流道和分流道,主流道下端口出来后通过十字交叉的分流道分成四路均匀浇注模腔,工作效率高,且浇注均匀,平衡稳定性较好。本实用采用拼接镶件叠放拼接,不仅简化了筋条成型腔的加工困难,还降低了后期维修更换的成本。
技术特征:
1.一种用于成型点火线圈壳体的注塑模具,包括上模框(1)和下模框(4),所述的上模框(1)与下模框(4)之间安装有上下叠放的上模芯(2)和下模芯(3),其特征在于:所述的上模芯(2)与下模芯(3)之间并排布置有两个模腔(5),所述的上模芯(2)下端设置有竖直插入模腔(5)的内腔镶件(6),所述的下模芯(3)上端设有与内腔镶件(6)对接的底部成型凸起(20),所述的上模框(1)上端安装有上模板(7),该上模板(7)上部内安装有分流板(8),所述的分流板(8)下端安装有竖直插入到内腔镶件(6)内的热嘴组件(9),该分流板(8)上端安装有主射嘴(29),所述的内腔镶件(6)内部位于热嘴组件(9)下端口与模腔(5)之间设置有浇注流道(15),所述的下模框(4)上端位于下模芯(3)的前后两侧各安装有一拼接抽芯装置,该拼接抽芯装置包括纵向滑块座(16)和拼接镶件(17),所述的下模框(4)上端安装有前后滑动的纵向滑块座(16),该纵向滑块座(16)靠近模腔(5)的一侧叠放安装有多个拼接镶件(17),每两个上下相邻的拼接镶件(17)之间拼接形成有筋条成型腔(18),所述的上模框(1)下端安装有插入纵向滑块座(16)的斜导柱。
2.根据权利要求1所述的一种用于成型点火线圈壳体的注塑模具,其特征在于:所述的下模框(4)下端的两侧各安装有一模脚(10),两个模脚(10)之间安装有顶板组件(12),所述的顶板组件(12)上竖直安装有多个插入模腔(5)的顶杆(11)。
3.根据权利要求1所述的一种用于成型点火线圈壳体的注塑模具,其特征在于:还包括有底部抽芯装置,所述的底部抽芯装置包括横向滑块座(13)和底部侧镶件(14),所述的下模框(4)上端安装有左右滑动的横向滑块座(13),该横向滑块座(13)靠近模腔(5)的一侧安装有底部侧镶件(14),所述的底部侧镶件(14)的内侧设置有侧孔凸起(19),所述的上模框(1)下端安装有插入横向滑块座(13)的斜导柱。
4.根据权利要求1所述的一种用于成型点火线圈壳体的注塑模具,其特征在于:所述的内腔镶件(6)下端中部设有定位插柱(22),所述的底部成型凸起(20)上端中部开设有与定位插柱(22)配合的插槽(21)。
5.根据权利要求4所述的一种用于成型点火线圈壳体的注塑模具,其特征在于:所述的浇注流道(15)包括主流道(23)和分流道(24),所述的内腔镶件(6)下端中部开设有呈十字交叉布置的分流道(24),该分流道(24)贯穿定位插柱(22),所述的内腔镶件(6)内部竖直设置有主流道(23),该主流道(23)上端口与热嘴组件(9)相连,所述的主流道(23)的下端口设置在分流道(24)的十字交叉处。
技术总结
本技术涉及一种用于成型点火线圈壳体的注塑模具,包括上模框和下模框,上模框与下模框之间安装有上下叠放的上模芯和下模芯,上模芯与下模芯之间并排布置有两个模腔,上模芯下端设置有竖直插入模腔的内腔镶件,下模芯上端设有与内腔镶件对接的底部成型凸起,上模框上端安装有上模板,上模板上部内安装有分流板,分流板下端安装有竖直插入到内腔镶件内的热嘴组件,内腔镶件内部位于热嘴组件下端口与模腔之间设置有浇注流道,下模框上端位于下模芯的前后两侧各安装有一拼接抽芯装置。本技术采用拼接镶件叠放拼接,不仅简化了筋条成型腔的加工困难,还降低了后期维修更换的成本。
技术研发人员:贺宇明,徐晓明
受保护的技术使用者:宁波卓悦模塑有限公司
技术研发日:20221222
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!