3D打印实时退火防翘曲装置的制作方法
本技术涉及3d打印,特别涉及3d打印实时退火防翘曲装置。
背景技术:
1、3d打印技术自上世纪80年代诞生以来,在很长一段发展时期内都被认为是一种快速原型技术。但是在过去的五到十年里,3d打印技术的应用已经超越了用于原型的制造而是逐步转变为产品的实际应用。而作为3d打印的原材料也是在不断的改进与创新。peek、pekk、pei、ppsu、pps、pvdf等一系列高性能工程塑料被应用在3d打印行业。它们具有超强的机械性能、耐化学性、阻燃性和耐热性,因此被广泛应用在航空航天、石油化工、汽车和医疗等行业。
2、超高性能的材料意味着它们对于3d打印的技术要求极为苛刻。高温喷头,高温腔体只是确保它们可以被挤压成型。但是它们天生的高玻璃转化温度使它们在成型时会出现翘曲、分裂,成型之后强度较小。传统技术中3d打印高性能塑料都是先打印出来零件,然后用烘箱,热风枪,红外加热器,电加热器等设备,再次对零件加热,退火,用来达到增加强度和硬度的目的。如公开号为cn107901419a的发明专利和公开号为cn216226914u的实用新型专利;均涉及到打印后的退火技术。然而由于步骤较多,流程复杂,较难控制,以至于生产过程整体时间过长,成品效果也不佳。
3、现有技术中,公开号为cn207465882u的实用新型专利适用于超高分子量聚合物材料成型的3d打印喷头,其3d打印喷头集预热、热熔和微粉送料一体,可实现高粘度高性能超高分子量材料的3d打印成型。该现有技术还公开了基体退火预热气流,该气流出料口为环形分布、平行于输送微管的轴线,以实现打印的同时实时退火。即使将该基体退火预热气流用于输出熔融耗材的3d打印喷头外侧,其气流为预热气流,气流出口与微管平行、竖直向下,造成了喷头下方的模型和吹出的热风有一定的距离;对于比较小的模型、或比较小的模型部位,无法吹到热风;进而无法产生退火和结晶的作用。
技术实现思路
1、本实用新型之目的在于为了解决现有技术中3d打印装置不能准确充分加热退火的问题,提供3d打印实时退火防翘曲装置。
2、为实现上述目的,本实用新型提供如下技术方案:
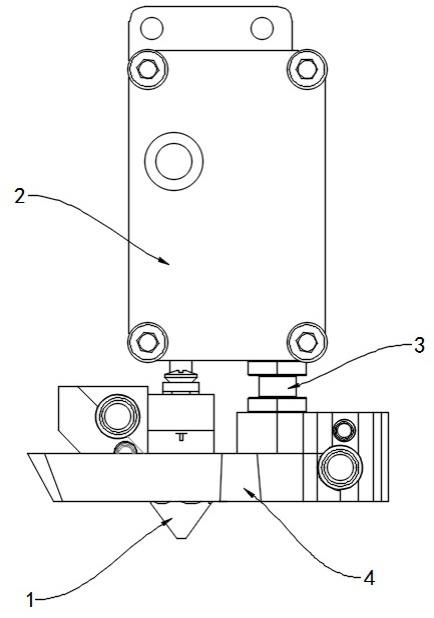
3、3d打印实时退火防翘曲装置,包括:3d打印喷头,3d打印喷头向下输出3d打印的耗材;固定加送料装置,连接于3d打印喷头上侧,为3d打印喷头输送3d打印的耗材;所述3d打印实时退火防翘曲装置还包括:可加热风嘴装置,形状为环形、环绕于3d打印喷头外侧,内部具有加热结构,下部具有环形的出风口;出风口的风道倾斜向下、使出风方向朝向3d打印喷头下方;气流通道连接装置,输出端与可加热风嘴装置连接、并与出风口连通,输入端输入外部气流。
4、进一步地,所述出风口风道的倾斜角度为30度。
5、进一步地,所述固定加送料装置内部设有输送外部气流的气流通道,气流通道连接装置输入端与固定加送料装置连接、并与其内部的气流通道连通。
6、进一步地,所述加热结构为电阻发热丝。
7、与现有技术相比,本实用新型的有益效果是:
8、本实用新型巧妙地把气流和加热结构结合,并形成环形热气流吹向3d打印喷头下方,保证大面积受热、无死角,在3d打印过程中实现退火效果,防止打印模型翘曲。
技术特征:
1.3d打印实时退火防翘曲装置,包括:
2.根据权利要求1所述3d打印实时退火防翘曲装置,其特征在于:所述出风口(5)风道的倾斜角度为30度。
3.根据权利要求1所述3d打印实时退火防翘曲装置,其特征在于:所述固定加送料装置(2)内部设有输送外部气流的气流通道,气流通道连接装置(3)输入端与固定加送料装置(2)连接、并与其内部的气流通道连通。
4.根据权利要求1所述3d打印实时退火防翘曲装置,其特征在于:所述加热结构为电阻发热丝。
技术总结
本技术公开了3D打印实时退火防翘曲装置,涉及3D打印技术领域,包括:3D打印喷头,3D打印喷头向下输出3D打印的耗材;固定加送料装置,连接于3D打印喷头上侧,为3D打印喷头输送3D打印的耗材;还包括:可加热风嘴装置,形状为环形、环绕于3D打印喷头外侧,内部具有加热结构,下部具有环形的出风口;出风口的风道倾斜向下、使出风方向朝向3D打印喷头下方;气流通道连接装置,输出端与可加热风嘴装置连接、并与出风口连通,输入端输入外部气流;本技术巧妙地把气流和加热结构结合,并形成环形热气流吹向3D打印喷头下方,保证大面积受热、无死角,在3D打印过程中实现退火效果,防止打印模型翘曲。
技术研发人员:樊立业,陈宝华,王一可,任世熊
受保护的技术使用者:河南速维电子科技有限公司
技术研发日:20221222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!