一种异型型材拉挤成型工装的制作方法
本技术属于纱线制品,具体涉及一种异型型材拉挤成型工装。
背景技术:
1、目前,纱线于模具前的预成型工装大多为一到两道,两道预成型导致对纱线的拉扯力度比较强,可能出现个别纱线断裂的问题,而预成型的方式通常为和产品外形相仿的空腔,导致纱线受到拉扯时,相邻的两根纱线可能出现相互磨损的问题,而且目前的加工方式,位于纱线外侧的毛毡大部分是在成型工装后,模具口前处进入模具中出现,不经过预成型装置可能会使得模具成型的成品出现毛毡配合尺寸不好的问题,例如毛毡的宽度尺寸远大于内部的纱线排列尺寸。
技术实现思路
1、针对上述背景技术所提出的问题,本实用新型的目的是:旨在提供一种异型型材拉挤成型工装。
2、为实现上述技术目的,本实用新型采用的技术方案如下:
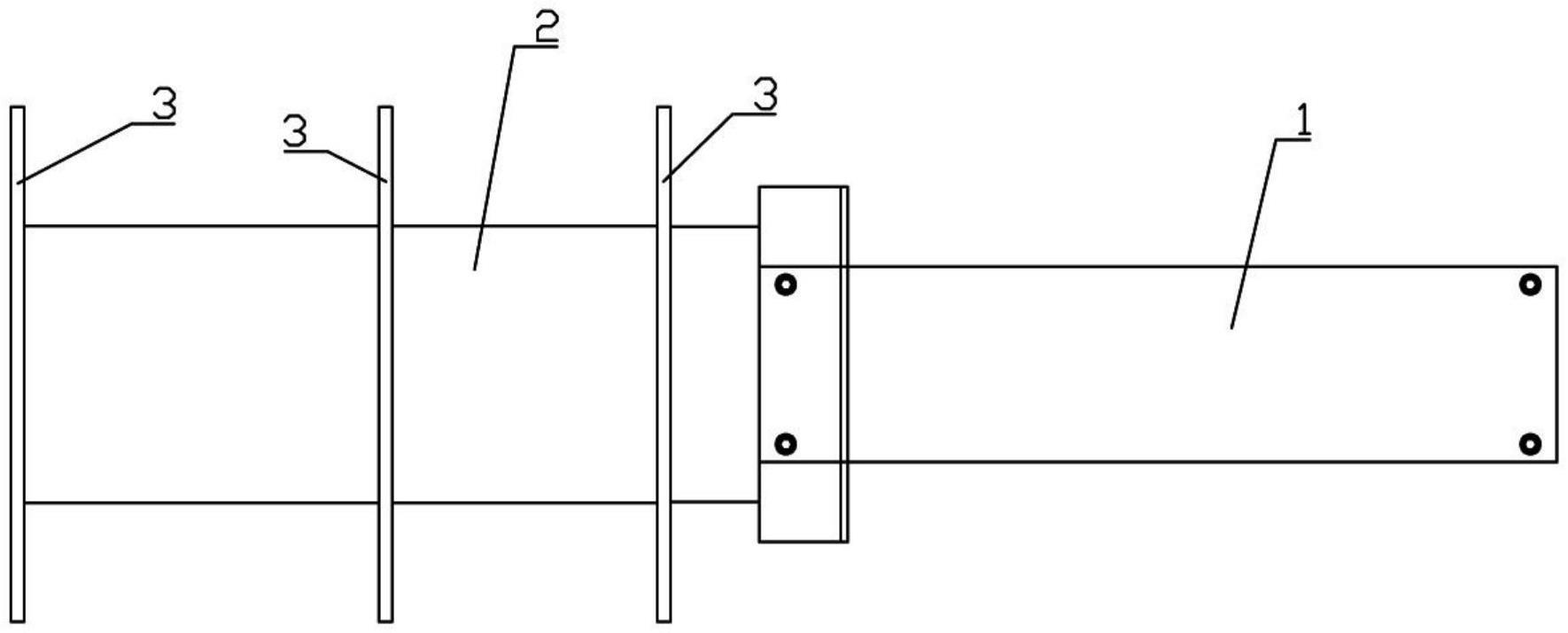
3、一种异型型材拉挤成型工装,包括与模具对接的成型腔体,所述成型腔体设有三道卡槽,三道所述卡槽从左至右依次安装有第一成型板、第二成型板和第三成型板;
4、所述第一成型板设有若干成型孔,所述第一成型板设有位于所述成型孔外侧的三道第一毛毡口,所述第二成型板设有第一收束孔,所述第二成型板设有位于所述第一收束孔外侧的三道第二毛毡口,所述第三成型板设有第二收束孔,所述第三成型板设有位于所述第二收束孔外侧的三道第三毛毡口;
5、若干所述成型孔排列组成型材所需形状,所述第一收束孔与所述成型孔的形状相同,所述第一收束孔的尺寸为等比例缩放所述成型孔排列成的形状尺寸,所述第一毛毡口与所述第二毛毡口形状相同,所述第二毛毡口的尺寸为等比例缩放所述第一毛毡口的尺寸,所述第二收束孔与所述第一收束孔形状相同,所述第二收束孔的尺寸为等比例缩放所述第一收束孔的尺寸,所述第三毛毡口的排列向着所述第二收束孔中心位置收束;
6、所述成型腔体内部设有位于所述第二成型板和所述第三成型板后侧的挤压辊。
7、进一步限定,所述成型孔入口端设有圆角,这样的设计,防刮伤纱线。
8、进一步限定,所述第三成型板设有膨体纱孔,这样的设计,可通过导入膨体纱来提高后续成品的质量。
9、进一步限定,所述第一成型板、第二成型板和第三成型板最大外形尺寸相同,这样的设计,便于加工生产制造。
10、进一步限定,所述成型腔体于侧面所述第一成型板、第二成型板之间和所述第二成型板与第三成型板之间设有检修窗口,这样的设计,便于维护保养。
11、采用本实用新型的有益效果:
12、本实用新型通过三道预成型,将纱线逐步收缩至接近型材本身大小尺寸,相对于现有技术的一道或两道预成型,对纱线的伤害更小;
13、本实用新型第一处预成型为纱孔型式,使纱线走向均匀有序,不易跑偏及翻转扭曲,有效减少了局部纱线过多造成的“死模”现象;
14、本实用新型设有第一毛毡口、第二毛毡口和第三毛毡口于预成型位置,使得毛毡于纱线外侧与纱线一并出现,在经过预成型后能充分展开,且随型,可以平稳进入到模具中,不易跑偏、褶皱。
技术特征:
1.一种异型型材拉挤成型工装,包括与模具(1)对接的成型腔体(2),其特征在于:所述成型腔体(2)设有三道卡槽(3),三道所述卡槽(3)从左至右依次安装有第一成型板(4)、第二成型板(5)和第三成型板(6);
2.根据权利要求1所述的一种异型型材拉挤成型工装,其特征在于:所述成型孔(41)入口端设有圆角。
3.根据权利要求2所述的一种异型型材拉挤成型工装,其特征在于:所述第三成型板(6)设有膨体纱孔(63)。
4.根据权利要求3所述的一种异型型材拉挤成型工装,其特征在于:所述第一成型板(4)、第二成型板(5)和第三成型板(6)最大外形尺寸相同。
5.根据权利要求4所述的一种异型型材拉挤成型工装,其特征在于:所述成型腔体(2)于侧面所述第一成型板(4)、第二成型板(5)之间和所述第二成型板(5)与第三成型板(6)之间设有检修窗口。
技术总结
本技术属于纱线制品技术领域,公开了一种异型型材拉挤成型工装,包括与模具对接的成型腔体,所述成型腔体设有三道卡槽,三道所述卡槽从左至右依次安装有第一成型板、第二成型板和第三成型板;所述第一成型板设有若干成型孔,所述第一成型板设有位于所述成型孔外侧的三道第一毛毡口,所述第二成型板设有第一收束孔,所述第二成型板设有位于所述第一收束孔外侧的三道第二毛毡口,所述第三成型板设有第二收束孔,所述第三成型板设有位于所述第二收束孔外侧的三道第三毛毡口;所述成型腔体内部设有位于所述第二成型板和所述第三成型板后侧的挤压辊,本技术第一处预成型为纱孔型式,使纱线走向均匀有序,不易跑偏及翻转扭曲。
技术研发人员:雷成云,孙滨,包兆鼎,汪辉
受保护的技术使用者:南京海拓复合材料有限责任公司
技术研发日:20221222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!