注塑模具及其唧嘴的制作方法
本技术属于注塑模具,具体的为一种注塑模具及其唧嘴。
背景技术:
1、注塑模具的唧嘴也称浇口套,一般还会被称作灌嘴。唧嘴是让高温熔融的高分子塑胶材料从注塑机的喷嘴注入到模具内部流道及型腔的模具的组成部分。由于注塑模具主流道要与高温塑料及注塑成型机喷嘴接触和碰撞,所以模具与注塑成型机喷嘴接触的主流道部分通常设计成可拆卸更换的唧嘴。
2、现有的唧嘴虽然在一定程度上能够满足使用要求,但仍存在以下不足:
3、1)在注塑机料筒熔融搅拌产生的气体会存在于熔融的股流中心无法排出,导致注塑产品表面及内部产生气泡;
4、2)高温熔融的股流中心因高温状态导致流道在唧嘴口部出现拉丝。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种注塑模具及其唧嘴,能够排出高温熔融股流中心的气体,防止出现拉丝和溢胶问题。
2、为达到上述目的,本实用新型提供如下技术方案:
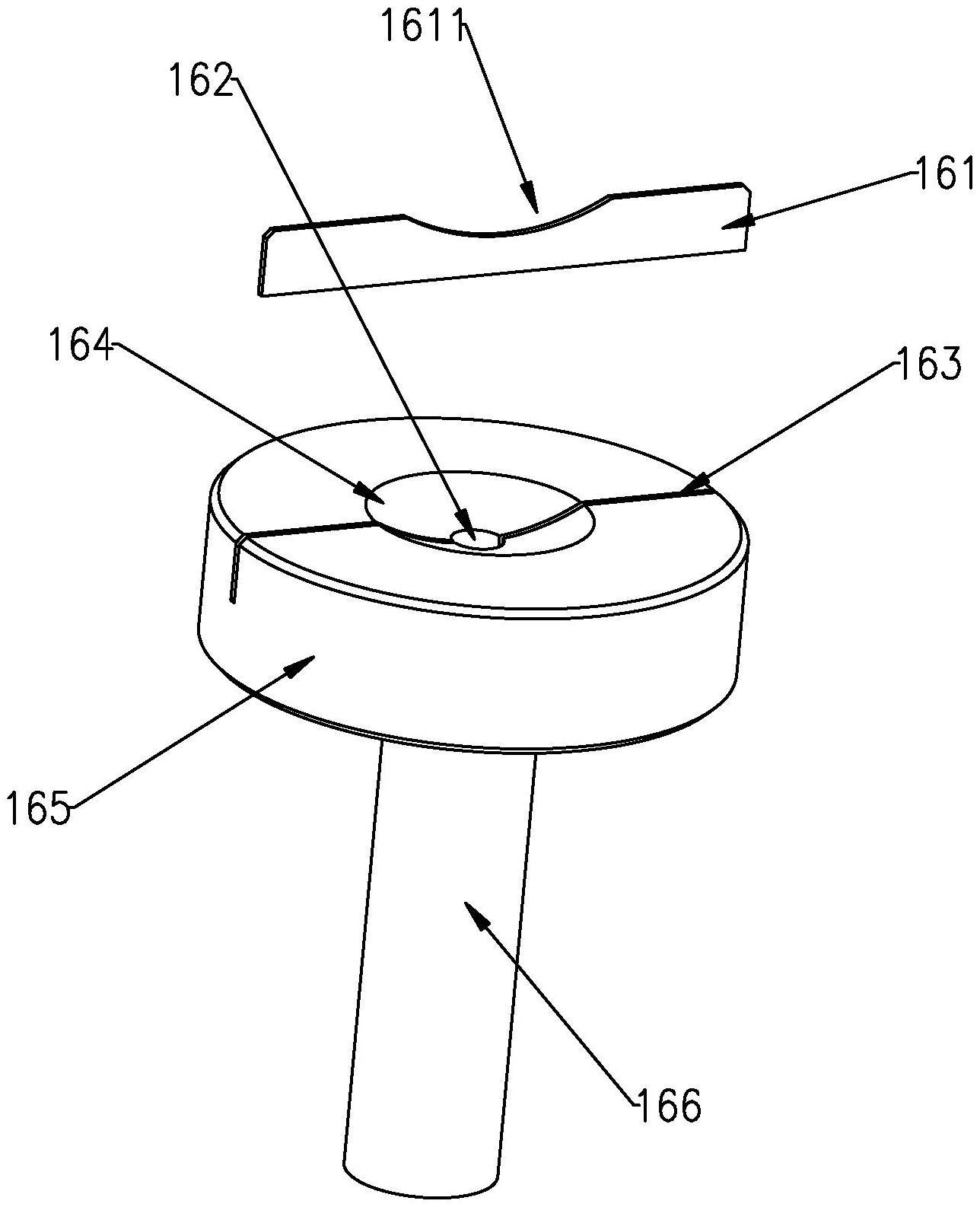
3、本实用新型首先提出了一种唧嘴,包括唧嘴本体和分流片,所述唧嘴本体内设有贯穿其两端的唧嘴流道,所述唧嘴流道的两端分别为进料端和出料端,所述唧嘴本体与进料端对应的端面上设有用于安装所述分流片的分流槽,且当所述分流片安装在所述分流槽内后,所述分流片将所述唧嘴流道的进料端分隔为两半。
4、进一步,所述唧嘴本体与所述进料端对应的端面上设有进料槽,所述分流槽的深度大于所述进料槽的深度。
5、进一步,所述分流片上设有与进料槽匹配的分流片缺口,当所述分流片安装在所述分流槽内后,所述分流片缺口的表面与所述进料槽的内壁平齐或低于所述进料槽的内壁。
6、进一步,所述唧嘴本体包括分别位于两端的唧嘴连接头和唧嘴导管,所述唧嘴流道的进料端位于所述唧嘴连接头所在的一端,所述唧嘴流道的出料端位于所述唧嘴导管所在的一端,所述分流槽设置在所述唧嘴连接头的端面上。
7、进一步,所述分流槽的至少一端贯穿所述唧嘴连接头的侧壁。
8、进一步,所述分流片与所述唧嘴流道的轴线平行。
9、进一步,当所述分流片安装在所述分流槽内后,所述分流片将所述进料端对称分隔为两半。
10、进一步,所述分流片的厚度为0.3-2mm。
11、进一步,所述分流片的厚度为0.5mm。
12、进一步,所述分流片的高度为3-10mm。
13、进一步,所述分流片的高度为5mm。
14、本实用新型还提出了一种注塑模具,包括注胶流道,所述注胶流道的进胶口内安装有如上所述的唧嘴。
15、本实用新型的有益效果在于:
16、本实用新型的唧嘴,通过在唧嘴本体与唧嘴流道的进料端对应的端面上设置分流槽,在分流槽内安装分流片后,分流片将唧嘴流道的进料端分隔为两半,具有以下技术效果:
17、1)分流片可以将高温熔融股流分割切开为两半,使高温熔融股流中心的气体能够释放出来,解决了注塑成型产品表面及内部产生气泡的问题;
18、2)分流片将高温熔融股流分割切开为两半,可有效防止胶料在流道与注塑机喷嘴口部形成拉丝;
19、3)在开模时,分流片可以有效阻挡注塑机喷嘴,防止在高温熔融股流在注塑机加热料筒内部静态压力作用下产生溢胶现象。
技术特征:
1.一种唧嘴,其特征在于:包括唧嘴本体和分流片,所述唧嘴本体内设有贯穿其两端的唧嘴流道,所述唧嘴流道的两端分别为进料端和出料端,所述唧嘴本体与进料端对应的端面上设有用于安装所述分流片的分流槽,且当所述分流片安装在所述分流槽内后,所述分流片将所述唧嘴流道的进料端分隔为两半;
2.根据权利要求1所述的唧嘴,其特征在于:所述唧嘴本体与所述进料端对应的端面上设有进料槽,所述分流槽的深度大于所述进料槽的深度;
3.根据权利要求1所述的唧嘴,其特征在于:所述分流片与所述唧嘴流道的轴线平行;
4.根据权利要求1-3任一项所述的唧嘴,其特征在于:所述分流片的厚度为0.3-2mm。
5.根据权利要求4所述的唧嘴,其特征在于:所述分流片的厚度为0.5mm。
6.根据权利要求1-3任一项所述的唧嘴,其特征在于:所述分流片的高度为3-10mm。
7.根据权利要求6所述的唧嘴,其特征在于:所述分流片的高度为5mm。
8.一种注塑模具,其特征在于:包括注胶流道,所述注胶流道的进胶口内安装有如权利要求1-7任一项所述的唧嘴。
技术总结
本技术公开了一种唧嘴,包括唧嘴本体和分流片,所述唧嘴本体内设有贯穿其两端的唧嘴流道,所述唧嘴流道的两端分别为进料端和出料端,所述唧嘴本体与进料端对应的端面上设有用于安装所述分流片的分流槽,且当所述分流片安装在所述分流槽内后,所述分流片将所述唧嘴流道的进料端分隔为两半。本技术还公开了一种注塑模具,包括注胶流道,所述注胶流道的进胶口内安装有如上所述的唧嘴。本技术的注塑模具及其唧嘴,能够排出高温熔融股流中心的气体,防止出现拉丝和溢胶问题。
技术研发人员:文志勇,吉斌,李才烈,李孟达,贾勇,徐桥中
受保护的技术使用者:重庆威科贝科技有限公司
技术研发日:20221222
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!