深孔板模具及其上模的制作方法
本技术涉及一种注塑模具,具体的为一种深孔板模具及其上模。
背景技术:
1、深孔板是在普通微孔板的外观尺寸基础上,增加孔的深度,以此达到增加每个孔的容积的目的。深孔板主要用于医药、生物等领域。现有的深孔板大都采用模具注塑生产得到。深孔板包括96孔板、384孔板等型号,其具有产品结构复杂、孔(试剂腔)数多且深的结构特点,现有的注塑模具虽然在一定程度上能够满足深孔板的生产要求,但仍存在以下问题:
2、1)由于深孔板产品结构复杂,试剂腔数量多且深度较深,因此在注塑过程中会存在部分空气无法排出的问题,导致注塑得到的深孔板产品内部及表面出现气泡的问题;不仅影响产品外观质量,甚至导致产品报废;
3、2)由于深孔板产品在注塑过程中存在胶位多且厚的特点,导致注塑模具的排气和冷却成为行业的一大难题;若无法及时排气和冷却,则会导致因困气造成的产品存在熔接痕、烧焦各烫伤等问题。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种深孔板模具及其上模,能够排出高温熔融股流中心的气体,防止出现拉丝和溢胶问题。
2、为达到上述目的,本实用新型提供如下技术方案:
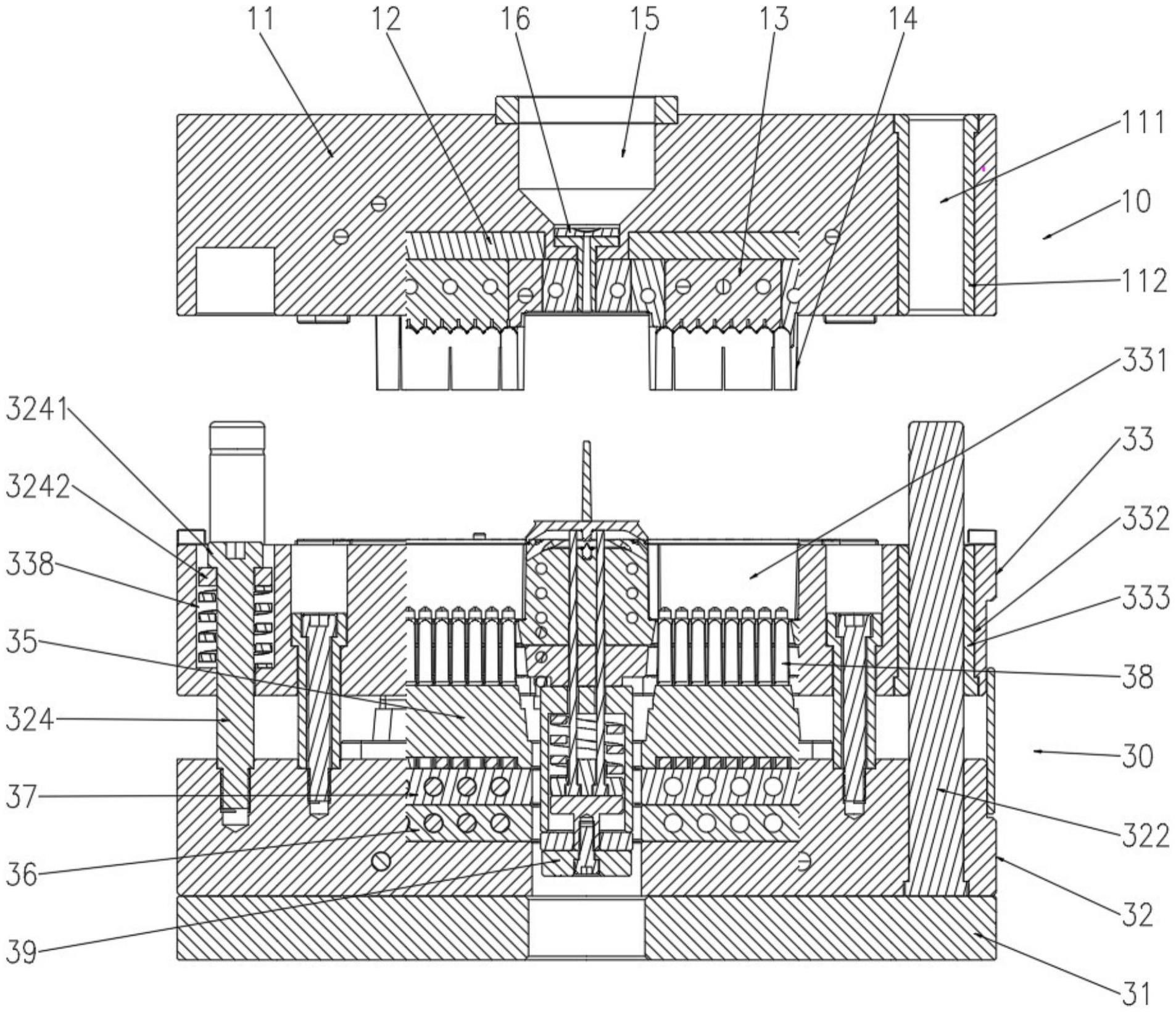
3、本实用新型首先提出了一种深孔板模具上模,包括上模座,所述上模座内安装有前模组件,所述前模组件包括前过流板、中间镶件和套设在所述中间镶件外的外围镶件,所述前过流板安装在所述上模座内,所述中间镶件和外围镶件均安装在所述前过流板上;
4、所述上模座内设有注胶通道;所述注胶通道包括注胶槽,所述注胶槽的槽底设有注胶流道,所述注胶流道内安装有唧嘴;所述唧嘴包括唧嘴本体和分流片,所述唧嘴本体内设有贯穿其两端的唧嘴流道,所述唧嘴流道的两端分别为进料端和出料端,所述唧嘴本体与进料端对应的端面上设有用于安装所述分流片的分流槽,且当所述分流片安装在所述分流槽内后,所述分流片将所述唧嘴流道的进料端分隔为两半。
5、进一步,所述唧嘴本体与所述进料端对应的端面上设有进料槽,所述分流槽的深度大于所述进料槽的深度;所述分流片上设有与进料槽匹配的分流片缺口,当所述分流片安装在所述分流槽内后,所述分流片缺口的表面与所述进料槽的内壁平齐。
6、进一步,所述唧嘴本体包括分别位于两端的唧嘴连接头和唧嘴导管,所述唧嘴导管位于所述注胶流道内,所述唧嘴连接头位于所述注胶槽的槽底;所述唧嘴流道的进料端位于所述唧嘴连接头所在的一端,所述唧嘴流道的出料端位于所述唧嘴导管所在的一端,所述分流槽设置在所述唧嘴连接头的端面上,且所述分流槽的至少一端贯穿所述唧嘴连接头的侧壁。
7、进一步,所述分流片的厚度为0.3-2mm,所述分流片的高度为3-10mm。
8、进一步,所述外围镶件包括镶件安装部和镶件裙边,所述中间镶件位于所述镶件安装部内,所述中间镶件上设有中间型腔面,所述中间型腔面和镶件裙边之间构成前模型腔;所述外围镶件内设有外冷却流道,所述前过流板内设有所述外冷却流道相连通的第一前过流流道和第二前过流流道。
9、进一步,所述外冷却流道包括设置在所述镶件裙边内的侧壁冷却流道;所述镶件安装部设有与所述侧壁冷却流道相连通的第一侧壁流道和第二侧壁流道;所述第一侧壁流道与所述第一前过流流道相连通,所述第二侧壁流道与所述第二前过流流道相连通。
10、进一步,所述镶件裙边内设有沿纵向方向设置的胶槽,所述镶件裙边内间隔设有直线流道,所述直线流道之间首尾相连并形成蛇形的侧壁冷却流道;所述直线流道沿纵向方向设置相邻的两条胶槽之间。
11、进一步,所述外围镶件分体设置为至少两个外侧镶件,每一个所述外侧镶件内均设有所述外冷却流道;所述第一前过流流道和第二前过流流道与每一条所述外冷却流道一一对应设置;或,第一前过流流道和第二前过流流道均设为一条,且所述前过流板内还设有用于将所有所述外冷却流道连接为一条外围冷却流道的连接流道,所述外围冷却流道的两端分别与所述第一前过流流道和第二前过流流道相连通。
12、进一步,所述外围镶件采用至少两个外侧镶件组成;所述镶件安装部的厚度大于所述镶件裙边的厚度,所述外冷却流道设置在所述镶件安装部内;所述第一前过流流道和第二前过流流道与每一条所述外冷却流道一一对应设置;或,第一前过流流道和第二前过流流道均设为一条,且所述前过流板内还设有用于将所有所述外冷却流道连接为一条外围冷却流道的连接流道,所述外围冷却流道的两端分别与所述第一前过流流道和第二前过流流道相连通。
13、进一步,所述外冷却流道包括分别位于所述镶件安装部两端的两条外纵向流道,两条所述外纵向流道之间设有至少一道外横向流道。
14、进一步,所述中间镶件内设有中间冷却流道,所述前过流板内设有与所述中间冷却流道两端相连的第三前过流流道和第四前过流流道。
15、进一步,所述外侧镶件采用铍铜或钢材料制成。
16、一种深孔板模具,包括上模和下模,所述上模采用如上所述的深孔板模具上模。
17、本实用新型的有益效果在于:
18、本实用新型的深孔板模具上模,通过在上模座内设置注胶通道,并在注胶流道内安装唧嘴,通过在唧嘴本体与唧嘴流道的进料端对应的端面上设置分流槽,在分流槽内安装分流片后,分流片将唧嘴流道的进料端分隔为两半,具有以下技术效果:1)分流片可以将高温熔融股流分割切开为两半,使高温熔融股流中心的气体能够释放出来,解决了注塑成型产品表面及内部产生气泡的问题;2)分流片将高温熔融股流分割切开为两半,可有效防止胶料在流道与注塑机喷嘴口部形成拉丝;3)在开模时,分流片可以有效阻挡注塑机喷嘴,防止在高温熔融股流在注塑机加热料筒内部静态压力作用下产生溢胶现象。
19、本实用新型的深孔板模具上模还具有一下技术效果:
20、由于镶件裙边为薄片状,难以通过普通机加工方式在镶件裙边内加工冷却流道,导致大面积的胶位无法得到充分冷却;本实用新型采用以下两种方案解决该问题:第一种方案,通过采用3d打印等方式在外围镶件内加工外冷却流道,使外冷却流道可以覆盖整个镶件裙边并在镶件裙边内形成侧壁冷却流道,在镶件安装部内加工第一侧壁流道和第二侧壁流道与侧壁冷却流道相连与实现冷却介质的流通,如此,整个镶件裙边均可作为冷却面,使与镶件裙边接触的胶位得到充分冷却;第二种方案,通过在镶件安装部内采用传统机加工的方式加工外冷却流道,使镶件裙边的热量能够快速传输至镶件安装部并通过冷却介质带走,同样能够使使与镶件裙边接触的胶位得到充分冷却;另外,通过在中间镶件内设置中间冷却流道,能够使深孔板各个试剂腔底部得到充分冷却。
技术特征:
1.一种深孔板模具上模,其特征在于:包括上模座,所述上模座内安装有前模组件,所述前模组件包括前过流板、中间镶件和套设在所述中间镶件外的外围镶件,所述前过流板安装在所述上模座内,所述中间镶件和外围镶件均安装在所述前过流板上;
2.根据权利要求1所述的深孔板模具上模,其特征在于:所述唧嘴本体与所述进料端对应的端面上设有进料槽,所述分流槽的深度大于所述进料槽的深度;所述分流片上设有与进料槽匹配的分流片缺口,当所述分流片安装在所述分流槽内后,所述分流片缺口的表面与所述进料槽的内壁平齐。
3.根据权利要求1所述的深孔板模具上模,其特征在于:所述唧嘴本体包括分别位于两端的唧嘴连接头和唧嘴导管,所述唧嘴导管位于所述注胶流道内,所述唧嘴连接头位于所述注胶槽的槽底;所述唧嘴流道的进料端位于所述唧嘴连接头所在的一端,所述唧嘴流道的出料端位于所述唧嘴导管所在的一端,所述分流槽设置在所述唧嘴连接头的端面上,且所述分流槽的至少一端贯穿所述唧嘴连接头的侧壁。
4.根据权利要求1所述的深孔板模具上模,其特征在于:所述分流片的厚度为0.3-2mm,所述分流片的高度为3-10mm。
5.根据权利要求1所述的深孔板模具上模,其特征在于:所述外围镶件包括镶件安装部和镶件裙边,所述中间镶件位于所述镶件安装部内,所述中间镶件上设有中间型腔面,所述中间型腔面和镶件裙边之间构成前模型腔;所述外围镶件内设有外冷却流道,所述前过流板内设有所述外冷却流道相连通的第一前过流流道和第二前过流流道。
6.根据权利要求5所述的深孔板模具上模,其特征在于:所述外冷却流道包括设置在所述镶件裙边内的侧壁冷却流道;所述镶件安装部设有与所述侧壁冷却流道相连通的第一侧壁流道和第二侧壁流道;所述第一侧壁流道与所述第一前过流流道相连通,所述第二侧壁流道与所述第二前过流流道相连通。
7.根据权利要求6所述的深孔板模具上模,其特征在于:所述镶件裙边内设有沿纵向方向设置的胶槽,所述镶件裙边内间隔设有直线流道,所述直线流道之间首尾相连并形成蛇形的侧壁冷却流道;所述直线流道沿纵向方向设置相邻的两条胶槽之间。
8.根据权利要求5所述的深孔板模具上模,其特征在于:所述外围镶件分体设置为至少两个外侧镶件,每一个所述外侧镶件内均设有所述外冷却流道;所述第一前过流流道和第二前过流流道与每一条所述外冷却流道一一对应设置;或,第一前过流流道和第二前过流流道均设为一条,且所述前过流板内还设有用于将所有所述外冷却流道连接为一条外围冷却流道的连接流道,所述外围冷却流道的两端分别与所述第一前过流流道和第二前过流流道相连通。
9.根据权利要求5所述的深孔板模具上模,其特征在于:所述外围镶件采用至少两个外侧镶件组成;所述镶件安装部的厚度大于所述镶件裙边的厚度,所述外冷却流道设置在所述镶件安装部内;所述第一前过流流道和第二前过流流道与每一条所述外冷却流道一一对应设置;或,第一前过流流道和第二前过流流道均设为一条,且所述前过流板内还设有用于将所有所述外冷却流道连接为一条外围冷却流道的连接流道,所述外围冷却流道的两端分别与所述第一前过流流道和第二前过流流道相连通。
10.根据权利要求9所述的深孔板模具上模,其特征在于:所述外冷却流道包括分别位于所述镶件安装部两端的两条外纵向流道,两条所述外纵向流道之间设有至少一道外横向流道。
11.根据权利要求5所述的深孔板模具上模,其特征在于:所述中间镶件内设有中间冷却流道,所述前过流板内设有与所述中间冷却流道两端相连的第三前过流流道和第四前过流流道。
12.根据权利要求8所述的深孔板模具上模,其特征在于:所述外侧镶件采用铍铜或钢材料制成。
13.一种深孔板模具,包括上模和下模,其特征在于:所述上模采用如权利要求1-12任一项所述的深孔板模具上模。
技术总结
本技术公开了一种深孔板模具上模,包括上模座,上模座内安装有前模组件,所述前模组件包括前过流板、中间镶件和套设在所述中间镶件外的外围镶件,所述前过流板安装在所述上模座内,中间镶件和外围镶件均安装在所述前过流板上;所述上模座内设有注胶通道;注胶通道包括注胶槽,注胶槽的槽底设有注胶流道,注胶流道内安装有唧嘴;唧嘴包括唧嘴本体和分流片,唧嘴本体内设有贯穿其两端的唧嘴流道,所述唧嘴流道的两端分别为进料端和出料端,所述唧嘴本体与进料端对应的端面上设有用于安装所述分流片的分流槽,且当所述分流片安装在所述分流槽内后,所述分流片将所述唧嘴流道的进料端分隔为两半。本技术还公开了一种深孔板模具。
技术研发人员:文志勇,吉斌,李才烈,李孟达,贾勇,陈力
受保护的技术使用者:重庆威科贝科技有限公司
技术研发日:20221222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!