用于捻子预成型的装置的制作方法
本技术涉及材料成型,尤其涉及一种用于捻子预成型的装置。
背景技术:
1、碳纤维树脂基复合材料因其优异的性能及相关技术不断的发展,越来越多的航空航天领域的结构件采用碳纤维树脂基复合材料制造。帽型长桁加筋结构被广泛应用于大型复合材料承力构件,在其制造过程中,不可避免地会产生三角区。一般会在该区域填充复合材料填料。通过复合材料填料将零件各部分连成一个整体,该三角区域的复合材料填料一般被称为捻子条。捻子条的预成型质量会显著影响帽型长桁加筋结构的成型质量。
2、现有技术中,设备拉挤成型的捻子条成型质量较差,原金属成型导热过快,碳纤维材料本身温度下降过快,成型质量存在多棱,导致外形不稳定,内部质量不密实,而且捻子条拉挤成型表面摩擦力较大,拉挤过程中易起毛。
3、因此,需要一种用于捻子预成型的装置来解决上述技术问题。
技术实现思路
1、本实用新型的目的在于提供一种用于捻子预成型的装置,能够提升成型的质量,而且保证捻子条的表面质量。
2、为达此目的,本实用新型采用以下技术方案:
3、用于捻子预成型的装置,采用高分子聚乙烯材料制成,包括:
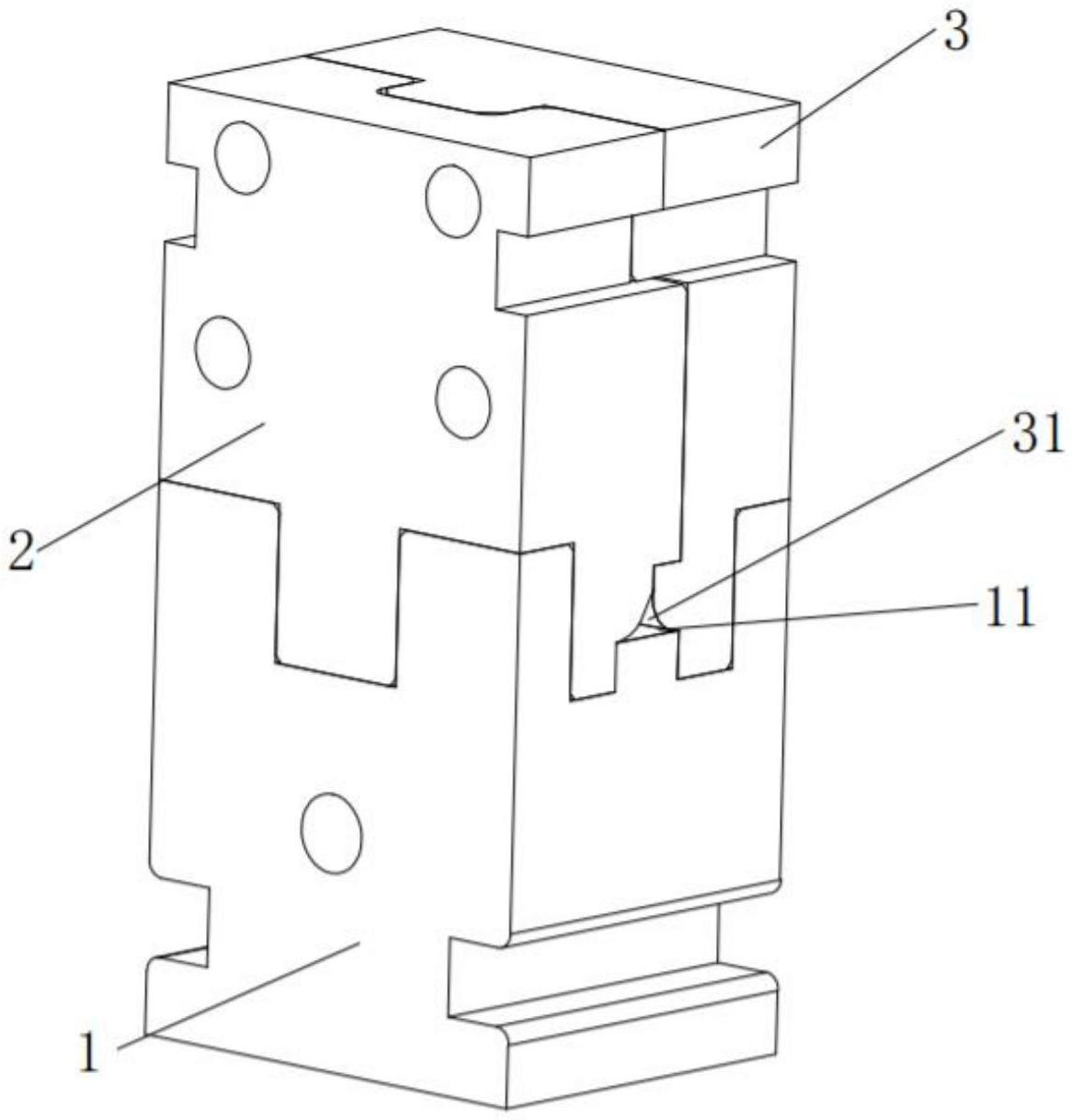
4、下成型模块,所述下成型模块上设置有用于捻子条底面成型的第一成型面;
5、左成型模块,所述左成型模块设置在所述下成型模块上,所述左成型模块上设置有用于对所述捻子条左面成型的第二成型面;
6、右成型模块,所述右成型模块设置在所述下成型模块上,且与所述左成型模块相对设置,所述右成型模块朝向所述左成型模块的一侧上设置有用于对所述捻子条右面成型的第三成型面;
7、所述第一成型面、所述第二成型面和所述第三成型面围设形成成型通道,所述成型通道包括相互连通的第一通道和第二通道,所述第一通道的横截面积大于所述捻子条的横截面积,所述第一通道的横截面积逐步向所述第二通道缩小,所述第二通道的截面与所述捻子条的形状以及面积相同。
8、进一步地,所述下成型模块的相对的两侧开设有第一夹紧槽。
9、进一步地,所述下成型模块与所述左成型模块之间设置有第一定位结构。
10、进一步地,所述第一定位结构包括第一定位块,所述第一定位块固定设置在所述左成型模块背离所述右成型模块的一侧,沿所述第一成型面的延伸方向于所述下成型模块上开设有第一延伸槽,在所述下成型模块上开设有与所述第一延伸槽连通的第一定位槽,所述左成型模块的下端插设在所述第一延伸槽中,且所述第一定位块位于所述第一定位槽中。
11、进一步地,所述下成型模块与所述右成型模块之间设置有第二定位结构。
12、进一步地,所述第二定位结构包括第二定位块,所述第二定位块固定设置在所述右成型模块背离所述左成型模块的一侧,沿所述第一成型面的延伸方向于所述下成型模块上开设有第二延伸槽,在所述下成型模块上开设有与所述第二延伸槽连通的第二定位槽,所述右成型模块的下端插设在所述第二延伸槽中,且所述第二定位块位于所述第二定位槽中。
13、进一步地,所述左成型模块与所述右成型模块之间设置有第三定位结构。
14、进一步地,所述第三定位结构包括第三定位块,所述第三定位块固定设置在所述右成型模块朝向所述左成型模块的一侧,所述左成型模块上设置有与所述第三定位块配合的第三定位槽,所述第三定位块位于所述第三定位槽中。
15、进一步地,所述左成型模块上开设有第一安装孔,所述右成型模块上开设有与所述第一安装孔相对的第二安装孔,紧固件穿设在所述第一安装孔和所述第二安装孔中。
16、进一步地,所述左成型模块背离所述右成型模块的一侧开设有第二夹紧槽,所述右成型模块背离所述左成型模块的一侧开设有第三夹紧槽。
17、本实用新型的有益效果:
18、本实用新型所提供的一种用于捻子预成型的装置,在下成型模块上设置有用于捻子条底面成型的第一成型面,左成型模块上设置有用于对捻子条左面成型的第二成型面,右成型模块朝向左成型模块的一侧上设置有用于对捻子条右面成型的第三成型面,左成型模块与右成型模块拼设在下成型模块上,第一成型面、第二成型面和第三成型面围设形成成型通道,成型通道由相互连通的第一通道和第二通道构成。第一通道的横截面积大于捻子条的横截面积,便于成型材料进入;第一通道的横截面积逐步向第二通道缩小,避免成型材料由于截面突变产生缺陷,第二通道的截面与捻子条的形状以及面积相同,成型材料能够通过第一通道进行逐步压实,进入到第二通道后进一步压实,保证成型后的捻子条的质量;由于本装置采用高分子聚乙烯材料制成,高分子聚乙烯材料表面光滑,而且保温性能较好,能够避免温度降低过快,而且避免捻子条表面起毛,保证捻子条的表面质量。
技术特征:
1.用于捻子预成型的装置,其特征在于,采用高分子聚乙烯材料制成,包括:
2.根据权利要求1所述的用于捻子预成型的装置,其特征在于,所述下成型模块(1)的相对的两侧开设有第一夹紧槽(16)。
3.根据权利要求1所述的用于捻子预成型的装置,其特征在于,所述下成型模块(1)与所述左成型模块(2)之间设置有第一定位结构。
4.根据权利要求3所述的用于捻子预成型的装置,其特征在于,所述第一定位结构包括第一定位块(22),所述第一定位块(22)固定设置在所述左成型模块(2)背离所述右成型模块(3)的一侧,沿所述第一成型面(11)的延伸方向于所述下成型模块(1)上开设有第一延伸槽(12),在所述下成型模块(1)上开设有与所述第一延伸槽(12)连通的第一定位槽(13),所述左成型模块(2)的下端插设在所述第一延伸槽(12)中,且所述第一定位块(22)位于所述第一定位槽(13)中。
5.根据权利要求1所述的用于捻子预成型的装置,其特征在于,所述下成型模块(1)与所述右成型模块(3)之间设置有第二定位结构。
6.根据权利要求5所述的用于捻子预成型的装置,其特征在于,所述第二定位结构包括第二定位块(32),所述第二定位块(32)固定设置在所述右成型模块(3)背离所述左成型模块(2)的一侧,沿所述第一成型面(11)的延伸方向于所述下成型模块(1)上开设有第二延伸槽(14),在所述下成型模块(1)上开设有与所述第二延伸槽(14)连通的第二定位槽(15),所述右成型模块(3)的下端插设在所述第二延伸槽(14)中,且所述第二定位块(32)位于所述第二定位槽(15)中。
7.根据权利要求1所述的用于捻子预成型的装置,其特征在于,所述左成型模块(2)与所述右成型模块(3)之间设置有第三定位结构。
8.根据权利要求7所述的用于捻子预成型的装置,其特征在于,所述第三定位结构包括第三定位块(33),所述第三定位块(33)固定设置在所述右成型模块(3)朝向所述左成型模块(2)的一侧,所述左成型模块(2)上设置有与所述第三定位块(33)配合的第三定位槽(23),所述第三定位块(33)位于所述第三定位槽(23)中。
9.根据权利要求1所述的用于捻子预成型的装置,其特征在于,所述左成型模块(2)上开设有第一安装孔(24),所述右成型模块(3)上开设有与所述第一安装孔(24)相对的第二安装孔(34),紧固件穿设在所述第一安装孔(24)和所述第二安装孔(34)中。
10.根据权利要求1所述的用于捻子预成型的装置,其特征在于,所述左成型模块(2)背离所述右成型模块(3)的一侧开设有第二夹紧槽(25),所述右成型模块(3)背离所述左成型模块(2)的一侧开设有第三夹紧槽(35)。
技术总结
本技术涉及材料成型技术领域,尤其涉及一种用于捻子预成型的装置,采用高分子聚乙烯材料制成,包括下成型模块,所述下成型模块上设置有用于捻子条底面成型的第一成型面;左成型模块,所述左成型模块设置在所述下成型模块上,所述左成型模块上设置有用于对所述捻子条左面成型的第二成型面;右成型模块,所述右成型模块设置在所述下成型模块上,且与所述左成型模块相对设置,所述右成型模块朝向所述左成型模块的一侧上设置有用于对所述捻子条右面成型的第三成型面;所述第一成型面、所述第二成型面和所述第三成型面围设形成成型通道。本技术能够提升成型的质量,而且保证捻子条的表面质量。
技术研发人员:陈苏武,苏佳智,史如静,熊文磊,刘西振,刘晓忱,田茶,米高,陈萍,刘军,刘卫平
受保护的技术使用者:中国商用飞机有限责任公司
技术研发日:20221222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!