一种键盘按键注塑成型装置的制作方法
本技术涉及塑胶注塑成型,尤其涉及一种键盘按键注塑成型装置。
背景技术:
1、目前,注塑机是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要设备,但是注塑机成型时不便于控制注塑量,产品精度不高,导致产生大量残次品。
2、现有技术cn208730172u中提供一种键盘按键用精度较高的注塑成型装置,由驱动电机带动动模向上移动,动模带动脱模套筒移动,成型产品与脱模套筒或定模分离,有助于提高产品质量。
3、但是现有技术中,在注塑完毕后,冷却模和取出产品时,由于笔记本键帽较小,因此较于浪费时间,在取出过程中注塑机处于未作业状态,导致影响对笔记本键帽的加工效率。
技术实现思路
1、本实用新型的目的在于提供一种键盘按键注塑成型装置,旨在解决现有技术中的在注塑完毕后,冷却模和取出产品时,由于笔记本键帽较小,因此较于浪费时间,在取出过程中注塑机处于未作业状态,导致影响对笔记本键帽的加工效率的技术问题。
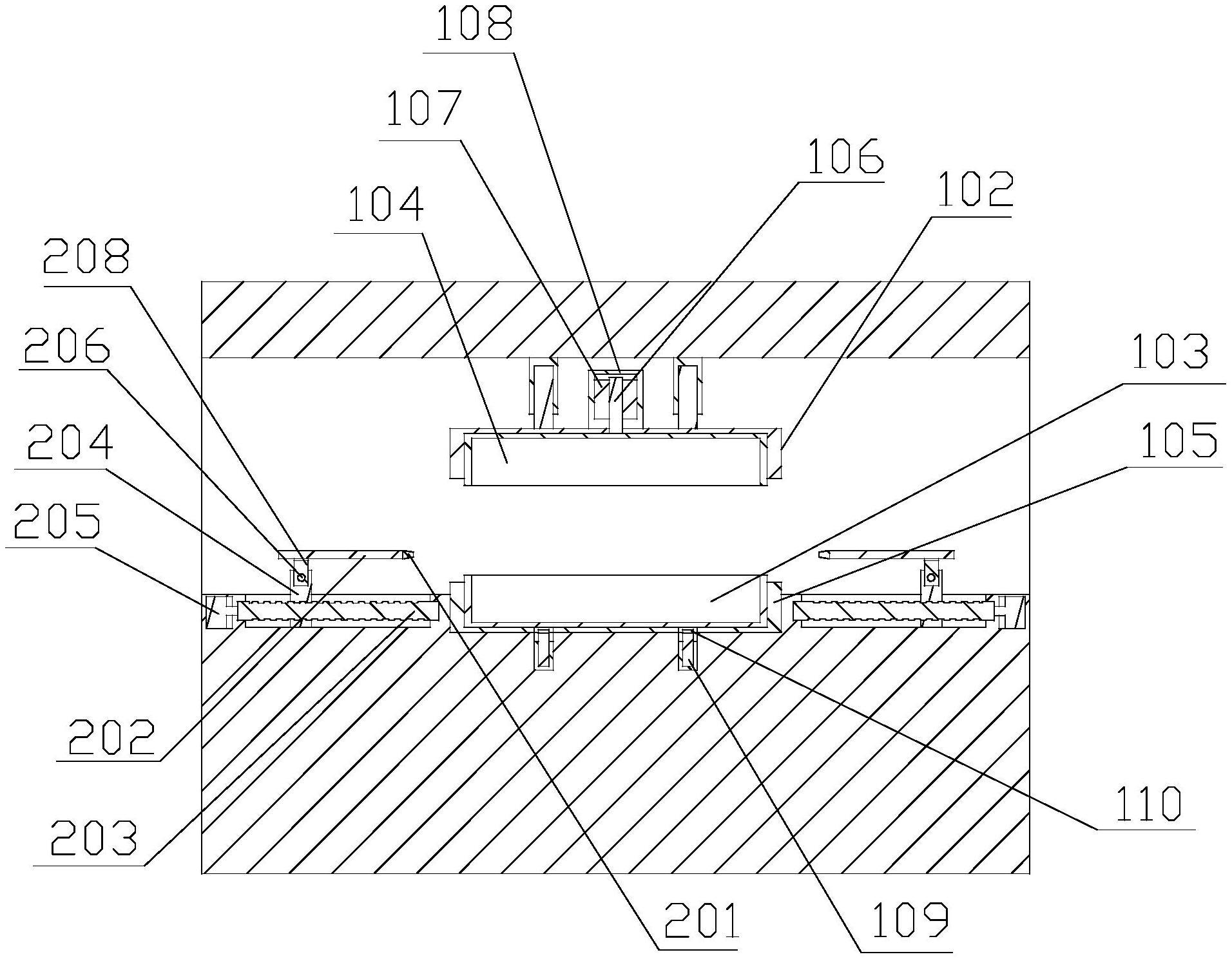
2、为实现上述目的,本实用新型采用的一种键盘按键注塑成型装置,包括注塑机本体和模具机构,所述模具机构包括注塑盖、磁吸组件、下注塑模、上注塑模、冷却仓和顶升组件,所述注塑盖与所述注塑机本体的输出端固定连接,并位于所述注塑机本体的内部,所述磁吸组件设置于所述注塑盖的上方,且所述磁吸组件的磁吸端贯穿所述注塑盖,所述冷却仓设置于所述注塑机本体的内部,所述顶升组件设置于所述注塑机本体的内部,并位于所述冷却仓的下方,所述上注塑模设置于所述注塑盖的内部,所述下注塑模设置于所述冷却仓的内部,且所述上注塑模与所述下注塑模相互适配。
3、其中,所述磁吸组件包括电磁柱、通电线圈和绝缘套壳,所述电磁柱与所述注塑盖固定连接,且所述电磁柱贯穿所述注塑盖,所述绝缘套壳套设于所述电磁柱的外表壁,且所述绝缘套壳位于所述注塑盖的上方,所述通电线圈套设于所述电磁柱的外表壁,且所述通电线圈位于所述电磁柱与所述绝缘套壳之间。
4、其中,所述顶升组件包括顶升液压缸和隔热层,所述顶升液压缸的数量为两个,两个所述顶升液压缸分别设置于所述注塑机本体的内部,并位于所述冷却仓的下方,所述隔热层的数量为两块,每块所述隔热层分别与对应的所述顶升液压缸固定连接,并分别位于对应的所述顶升液压缸的输出端。
5、其中,所述键盘按键注塑成型装置还包括喷液组件,所述喷液组件的数量为两个,两个所述喷液组件分别设置于所述注塑机本体的内部。
6、其中,每个所述喷液组件包括喷嘴、延伸管、第一螺杆、导槽、第一马达、第二螺杆、第二马达和支撑块,所述第一螺杆的两端与所述注塑机本体转动连接,并位于所述注塑机本体的内部,所述第一马达设置于所述注塑机本体的内部,且所述第一马达的输出端贯穿所述注塑机本体,并与所述第一螺杆固定连接,所述导槽与所述第一螺杆螺纹连接,并套设于所述第一螺杆的外表壁;
7、所述第二螺杆的两端分别与所述导槽转动连接,并位于所述导槽的内部,所述第二马达设置于所述导槽的一端,且所述第二马达的输出端贯穿所述导槽并与所述第二螺杆固定连接,所述支撑块与所述第二螺杆螺纹连接,并套设于所述第二螺杆的外表壁,且所述支撑块与所述导槽滑动连接,所述延伸管与所述支撑块固定连接,并位于所述支撑块的上方,所述喷嘴与所述延伸管连通,并位于所述延伸管的一端。
8、本实用新型的一种键盘按键注塑成型装置,通过将成套的所述上注塑模和所述下注塑模放入至所述冷却仓之中,由所述注塑机本体驱动所述注塑盖进行下压,由所述注塑盖将所述上注塑模进行盖合,并且通过所述磁吸组件将所述上注塑模磁吸固定在所述注塑盖的内部,对其所述上注塑模和所述下注塑模进行喷涂脱模油,再将其所述上注塑模和所述下注塑模进行盖合,由所述注塑机本体进行注塑,在注塑完成后,通过所述冷却仓对产品进行冷却,待初步冷却后,使用所述顶升组件将所述上注塑模和所述下注塑模顶出所述冷却仓的凹槽之中将其取走脱模,在将所述上注塑模和所述下注塑模取走后快速将未注塑的所述上注塑模和所述下注塑模放入至所述冷却仓之中重复进行注塑作业,以上结构的设置,可以在注塑完成后,快速更换所述上注塑模和所述下注塑模,以此可以使得所述注塑机本体处于持续作业的情况,加快笔记本键帽的加工效率。
技术特征:
1.一种键盘按键注塑成型装置,包括注塑机本体,其特征在于,
2.如权利要求1所述的一种键盘按键注塑成型装置,其特征在于,
3.如权利要求2所述的一种键盘按键注塑成型装置,其特征在于,
4.如权利要求3所述的一种键盘按键注塑成型装置,其特征在于,
5.如权利要求4所述的一种键盘按键注塑成型装置,其特征在于,
技术总结
本技术涉及塑胶注塑成型技术领域,具体公开了一种键盘按键注塑成型装置,包括注塑机本体和模具机构,模具机构包括注塑盖、磁吸组件、下注塑模、上注塑模、冷却仓和顶升组件,注塑盖与注塑机本体的输出端固定连接,并位于注塑机本体的内部,磁吸组件设置于注塑盖的上方,且磁吸组件的磁吸端贯穿注塑盖,冷却仓设置于注塑机本体的内部,顶升组件设置于注塑机本体的内部,上注塑模设置于注塑盖的内部,下注塑模设置于冷却仓的内部,且上注塑模与下注塑模相互适配。以上结构的设置,可以在注塑完成后,快速更换上注塑模和下注塑模,以此可以使得注塑机本体处于持续作业的情况,加快笔记本键帽的加工效率。
技术研发人员:王大海
受保护的技术使用者:重庆亚瑞塑胶有限公司
技术研发日:20221221
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!