一种用于硬胶、软胶注塑的抽芯模具的制作方法
本技术涉及注塑模具,具体涉及一种用于硬胶、软胶注塑的抽芯模具。
背景技术:
1、随着塑料工业的迅速发展,我们日常生产、生活中所使用到的各种工具和产品,大到船舶、汽车,小到螺丝、纽扣以及各种家用电器的外壳,无不与塑料制品有着密切的关系;且随着塑料制品在航空、航天、电子、机械、船舶和汽车等工业部门的推广应用,对塑料制品的要求也越来越高。注塑模具则是生产各种塑胶工业产品的重要工艺装备,也是赋予塑胶制品完整结构和精确尺寸的工具;注塑模具主要由浇注系统、调温系统、成型零件和结构零件构成,可以加工出不同形状、不同尺寸的一系列塑料制品。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法;具体指将受热融化的塑料经注塑机高压射入由动模和定模扣合构成的模腔内,经冷却固化后,得到成形品。由于产品加工的需求,在同一塑料产品上即存在硬胶也存在有软胶,传统硬胶、软胶注塑时,常采用油缸驱动滑块抽芯;先进行硬胶注塑时,滑块抽芯顶装在软胶注塑位置,当硬胶结束后进行软胶注塑时,滑块抽芯在油缸的作用下退出。但有时待注塑模具制品较小,在注塑模具上采用现有油缸抽芯技术的设置方式不是很方便,容易影响产品质量以及生产加工效率。
技术实现思路
1、本实用新型的目的是为了解决上述现有背景技术存在的不足,提供一种用于硬胶、软胶注塑的抽芯模具。
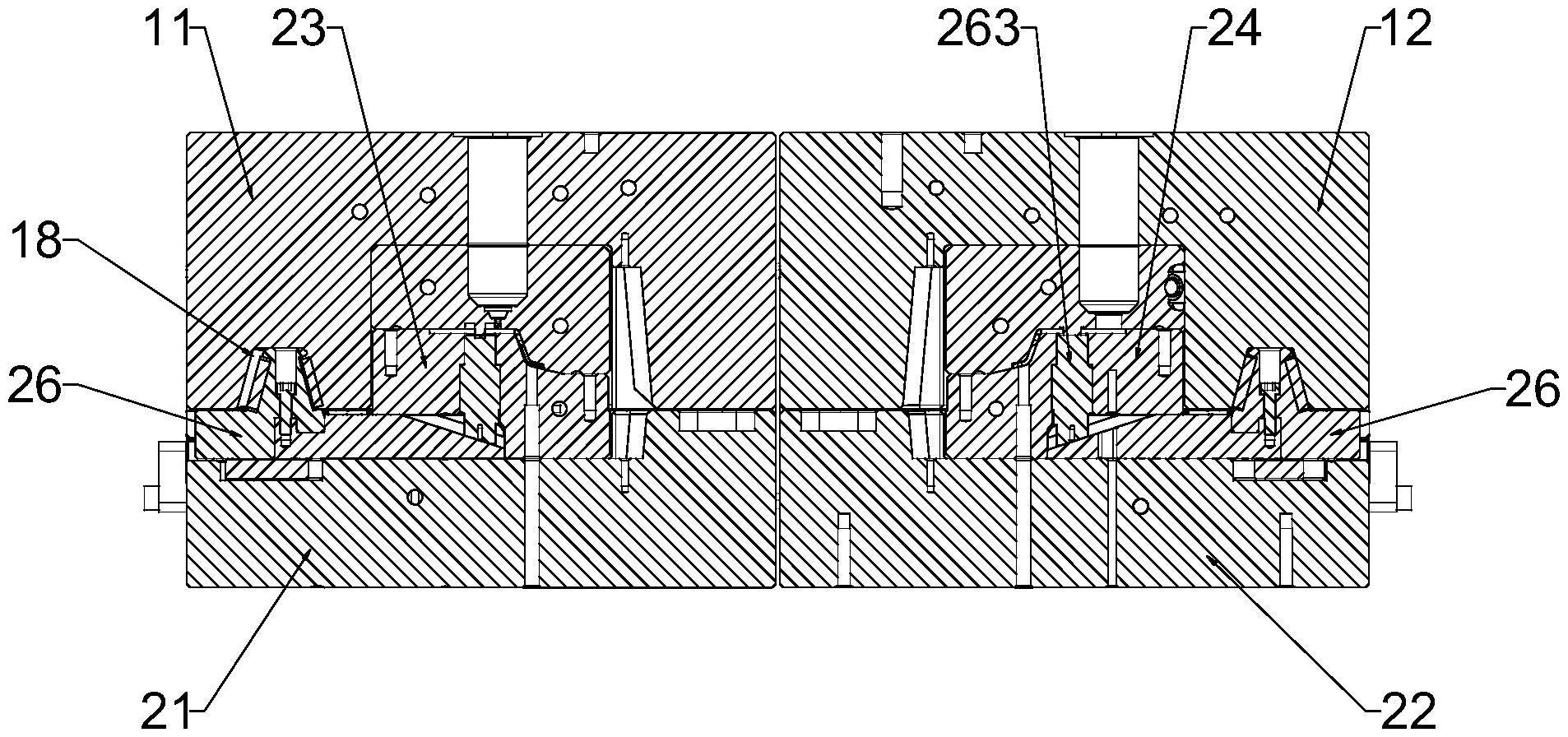
2、为解决上述技术问题,本实用新型采用的技术方案是:一种用于硬胶、软胶注塑的抽芯模具,包括动模和定模,两者相对扣合进行注塑,均包括软胶侧和硬胶侧;所述动模的底部中心设有能够带动其180°旋转的旋转结构。
3、动模软胶侧面向定模的一侧面设有软胶注塑型芯,其底面设有多个容置槽,所述软胶注塑型芯上设有多个贯穿其上下的抽芯孔,位于产品模腔内,抽芯孔的下端与容置槽连通;动模硬胶侧面向定模的一侧面设有硬胶注塑型芯,其底面同样设有多个容置槽,所述硬胶注塑型芯上设有多个贯穿其上下的抽芯孔,位于产品模腔内,抽芯孔的下端与容置槽连通;所述动模软胶侧和动模硬胶侧均设有多个下滑块腔,每个下滑块腔内滑动安装有一组滑块抽芯结构;所述滑块抽芯结构包括滑块、抽芯支架以及抽芯块,滑块与抽芯支架的一端固定连接,抽芯支架的另一端上方滑动安装抽芯块,抽芯支架滑动容置在对应的容置槽内,抽芯块插装在对应的抽芯孔内。
4、定模软胶侧面向动模的一侧面设有软胶注塑型腔,与上述软胶注塑型芯相对,其顶面设有软胶注塑槽,对应抽芯孔的位置设有向下突出的软胶柱;定模硬胶侧面向动模的一侧面设有硬胶注塑型腔,与上述硬胶注塑型芯相对,其顶面设有硬胶注塑槽,对应抽芯孔的位置设有向下突出的硬胶柱;所述定模软胶侧和定模硬胶侧均设有多个上滑块腔,与上述滑块相对应;其中位于定模软胶侧的上滑块腔距离软胶注塑型腔的宽度大于位于定模硬胶侧的上滑块腔距离硬胶注塑型腔的宽度。
5、进一步地,所述旋转结构带动动模在平行于定模的平面进行180°旋转;所述软胶注塑型芯同样适配硬胶注塑型腔,硬胶注塑型芯同样适配软胶注塑型腔。
6、进一步地,每个下滑块腔的底面均嵌设安装有加油槽;下滑块腔底面的前后两侧均固定安装有固定块,固定块与底面之间形成滑动槽;下滑块腔的内侧设有限位柱,下滑块腔的外侧壁上固定安装有与之相对的止动块。
7、进一步地,所述滑块抽芯结构中滑块的下半部前后两侧对称安装有侧翼,滑动安装在上述对应的滑动槽中;滑块的上半部呈锥体结构设置,左右两侧为斜面;所述滑块抽芯结构中抽芯支架的活动端上方设有倾斜的t型槽;抽芯块的下端设有与t型槽相适配的倒t型滑块,两者滑动安装。
8、进一步地,所述滑块的底面和抽芯支架的侧面上均设有导油槽。
9、进一步地,所述上滑块腔的左、右侧壁均呈倾斜状设置,与上述滑块的上半部相适配。
10、上述一种用于硬胶、软胶注塑的抽芯模具的工作原理包括以下步骤:
11、s1、动模和定模相扣合,进行第一次注塑,此时,硬胶注塑型芯与硬胶注塑型腔相对扣合,软胶注塑型芯和软胶注塑型腔相对扣合;动模硬胶侧抽芯块插装在对应的抽芯孔中,仅对定模硬胶侧进行注塑成型,当注塑成型后,动模与定模相对分离,动模携带制品在旋转结构的作用下共同旋转180°。
12、s2、旋转后动模与定模相扣合,此时硬胶注塑型芯和软胶注塑型腔相对扣合,软胶注塑型芯和硬胶注塑型腔相对扣合,扣合过程中,动模硬胶侧滑块抽芯结构中滑块的顶端受到定模软胶侧上滑块腔的干涉作用,其上半部贴着上滑块腔内壁插入对应上滑块腔内,使得滑块在下滑块腔内向外滑动,从而带动抽芯支架在容置槽内向外滑动,由于抽芯支架上t型槽的作用,带动抽芯块在对应的抽芯孔中下降,空出软胶注塑空间;此时动模软胶侧的滑块抽芯结构在对应上滑块腔的干涉作用下,抽芯块向上充满对应抽芯孔,留出硬胶注塑空间;硬胶注塑成型和软胶注塑成型同步进行。
13、s3、步骤s2注塑成型后,动模与定模相对脱离,将最终成型制品从定模软胶侧相对的动模上拿出;动模在旋转结构的作用下再旋转180°,使得动模软胶注塑型芯与定模软胶注塑型腔相对,动模硬胶注塑型芯和定模硬胶注塑型腔相对,动模与定模扣合,动模软胶侧滑块抽芯结构在对应的上滑块腔的干涉作用下向外滑动,对应抽芯块在抽芯孔中下降,空出软胶注塑空间,在硬胶制品的基础上注塑软胶;动模硬胶侧滑块抽芯结构复位,再次同时进行硬胶注塑和软胶注塑。
14、s4、重复上述步骤s2和s3,直至注塑最后一个塑料制品,此时定模硬胶侧暂停注塑,仅定模软胶侧进行注塑成型。
15、进一步地,所述干涉作用是指滑块与上滑块腔的嵌套配合,由于定模软胶侧设置的上滑块腔位置与定模硬胶侧设置的上滑块腔位置相错,动模和定模扣合时,上滑块腔的倾斜侧壁会推动滑块抽芯结构运动。
16、与现有技术相比,本实用新型具有以下有益效果:本实用新型整体结构简单,设置合理,利用相对位移原理,通过软胶侧和硬胶侧上滑块腔位置的错位设置,再与滑块相配合,实现硬胶、软胶的自动抽芯注塑,提升注塑成型的产品质量,同时提高了生产加工效率。
技术特征:
1.一种用于硬胶、软胶注塑的抽芯模具,其特征在于:包括动模和定模,两者相对扣合进行注塑,均包括软胶侧和硬胶侧;所述动模的底部中心设有能够带动其180°旋转的旋转结构;
2.根据权利要求1所述的一种用于硬胶、软胶注塑的抽芯模具,其特征在于:所述旋转结构带动动模在平行于定模的平面进行180°旋转;所述软胶注塑型芯同样适配硬胶注塑型腔,硬胶注塑型芯同样适配软胶注塑型腔。
3.根据权利要求1所述的一种用于硬胶、软胶注塑的抽芯模具,其特征在于:每个下滑块腔的底面均嵌设安装有加油槽;下滑块腔底面的前后两侧均固定安装有固定块,固定块与底面之间形成滑动槽;下滑块腔的内侧设有限位柱,下滑块腔的外侧壁上固定安装有与之相对的止动块。
4.根据权利要求3所述的一种用于硬胶、软胶注塑的抽芯模具,其特征在于:所述滑块抽芯结构中滑块的下半部前后两侧对称安装有侧翼,滑动安装在上述对应的滑动槽中;滑块的上半部呈锥体结构设置,左右两侧为斜面;所述滑块抽芯结构中抽芯支架的活动端上方设有倾斜的t型槽;抽芯块的下端设有与t型槽相适配的倒t型滑块,两者滑动安装。
5.根据权利要求4所述的一种用于硬胶、软胶注塑的抽芯模具,其特征在于:所述滑块的底面和抽芯支架的侧面上均设有导油槽。
6.根据权利要求3所述的一种用于硬胶、软胶注塑的抽芯模具,其特征在于:所述上滑块腔的左、右侧壁均呈倾斜状设置,与上述滑块的上半部相适配。
技术总结
本技术公开了一种用于硬胶、软胶注塑的抽芯模具,包括能够相对扣合的动模和定模,动模的底部设有能够带动其180°旋转的旋转结构。动模分为软胶侧和硬胶侧,分别设有对应的软胶注塑型芯和硬胶注塑型芯,型芯上设有抽芯孔,型芯的底面设有与抽芯孔连通的容置槽;动模上还设有滑块抽芯结构,包括滑块、抽芯支架和抽芯块,抽芯块插装在抽芯孔中。定模同样分为软胶侧和硬胶侧,分别设有软胶注塑型腔和硬胶注塑型腔,定模上设有与滑块对应的上滑块腔,位于定模软胶侧的上滑块腔距离同侧型腔的宽度大于位于定模硬胶侧的两者之间的宽度。本技术结构简单,利用相对位移原理,实现了硬胶、软胶的自动抽芯注塑,提升了产品质量,提高了生产加工效率。
技术研发人员:孙文强,王纪学,王洪波,郭峰,丛悦伟,单士友,耿子峰,房立勇
受保护的技术使用者:青岛海泰科模具有限公司
技术研发日:20221227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!