汽车塑胶件抽芯注塑模具的制作方法
本技术涉及注塑模具领域,具体是涉及一种汽车塑胶件抽芯注塑模具。
背景技术:
1、对于一些结构复杂和骨位深的塑胶件,其注塑模具内一般设置有多个抽芯机构,每个抽芯机构均设置至少一个镶件。注塑过程中,镶件因持续吸热,温度较高,若依靠模仁内冷却水路进行热传导降温,镶件的降温效果不佳,容易导致脱模困难,甚至出现脱模卡死现象。
技术实现思路
1、本实用新型的目的是提供一种能有效降低镶件温度且方便脱模的汽车塑胶件抽芯注塑模具。
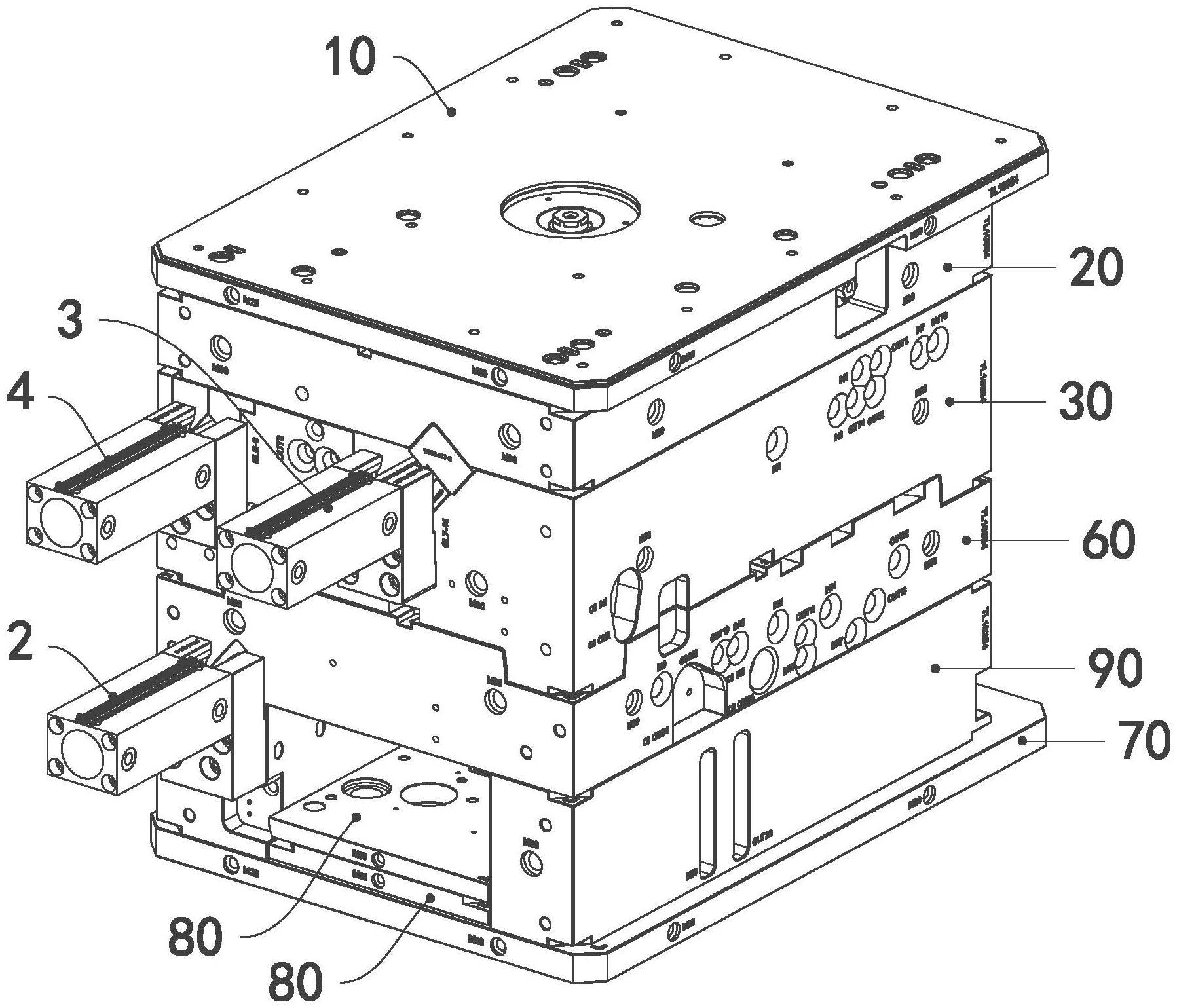
2、为了实现上述的目的,本实用新型提供一种汽车塑胶件抽芯注塑模具,包括上模、上模仁、下模、下模仁和斜杆抽芯组件,上模仁和下模仁之间设置有型腔;斜杆抽芯组件包括固定座、中间连接座、斜镶件和两个斜杆,固定座和中间连接座均设置在下模内,斜镶件设置在下模仁内,斜杆分别与斜镶件、中间连接座及固定座连接,斜杆沿开模方向倾斜延伸,开模时斜杆能带动斜镶件沿垂直开模方向移动,每一斜杆内贯穿地开设有中空通道,斜镶件内设置有冷却水路,冷却水路的两端分别与两个中空通道连通。
3、由上述方案可见,通过设置斜镶件,用于形成汽车塑胶件内部的骨位,通过在斜镶件内部开设冷却水路,并在斜杆内开设中空通道,用于实现斜镶件内部的冷却水循环流动,以快速降低斜镶件的温度,斜镶件的冷却水路与模仁的冷却水路分开设置,能确保模仁和斜镶件同时且均匀降温,有利于脱模的顺利进行和提高产品质量。
4、进一步的方案是,冷却水路的中部沿斜镶件的厚度和宽度延伸,冷却水路的两端均穿出斜镶件的同一侧侧壁并形成安装孔,斜杆的一端分别连接在两个安装孔内。
5、进一步的方案是,汽车塑胶件抽芯注塑模具还包括均设置在型腔第一端上的第一抽芯组件、第二抽芯组件和第三抽芯组件,第一抽芯组件设置在下模上,第二抽芯组件和第三抽芯组件均设置在上模上;第一抽芯组件包括第一镶件,第二抽芯组件包括第二镶件,第三抽芯组件包括第三镶件,第三镶件设置在第一镶件和第二镶件之间,第一镶件、第二镶件和第三镶件均沿开模方向倾斜延伸,且三者具有同一相交点,开模时,第一镶件、第二镶件和第三镶件均能沿各自延伸方向移动,第一镶件、第二镶件和第三镶件内均开设有冷却通道。
6、进一步的方案是,第三镶件设为圆柱状,第一镶件的一端设置有第一弧形槽,第二镶件的一端设置有第二弧形槽,第一弧形槽和第二弧形槽分别套设在第三镶件的外侧并形成第一环形凹槽,第一环形凹槽与型腔连通。
7、进一步的方案是,第一抽芯组件还包括第一驱动装置、第一定位座和第一滑动件,第一滑动件滑动设置在第一定位座上并与第一驱动装置连接,第一滑动件开设有第一滑槽,第一滑槽沿曲线延伸并在开模方向上具有不同高度;第一镶件的另一端设置有第一凸柱,第一凸柱插装在第一滑槽内并能沿第一滑槽的延伸方向移动,第一驱动装置驱动第一滑动件沿其延伸方向移动,使得第一镶件沿开模方向倾斜上下移动。
8、进一步的方案是,第二抽芯组件还包括第二驱动装置、第二定位座和第二滑动件,第二滑动件滑动设置在第二定位座上并与第二驱动装置连接,第二滑动件上开设有第二滑槽,第二滑槽沿曲线延伸且在开模方向上具有不同高度;第二镶件的另一端设置有第二凸柱,第二凸柱插装在第二滑槽内并能沿第二滑槽的延伸方向移动,第二驱动装置驱动第二滑动件沿其延伸方向移动,使得第二镶件沿开模方向倾斜上下移动。
9、进一步的方案是,第三抽芯组件还包括第三驱动装置、第三滑动件和第三定位座,第三滑动件滑动连接在第三定位座上并与第三驱动装置连接,第三滑动件上开设有第三滑槽,第三滑槽沿曲线延伸且在开模方向上具有不同高度;第三镶件的另一端设置有第三凸柱,第三凸柱插装在第三滑槽内并能沿第三滑槽的延伸方向移动,第三驱动装置驱动第三滑动件沿其延伸方向移动,使得第三镶件沿开模方向倾斜上下移动。
10、进一步的方案是,汽车塑胶件抽芯注塑模具还包括设置在型腔第二端上的第四抽芯组件,第四抽芯组件包括第四驱动装置、第四滑动件、第四定位座和第四镶件,第四滑动件滑动连接在第四定位座上并与第四驱动装置连接,第四镶件连接在第四滑动件的端部,第四驱动装置能驱动第四滑动件和第四镶件沿开模方向倾斜移动,第四镶件内开设有第一冷却水道。
11、进一步的方案是,第一冷却水道的两端均穿出第四镶件与第四滑动件连接的一侧侧壁;第四滑动件内开设有两条第二冷却水道,第二冷却水道的两端分别穿出第四滑动件两个不同的侧壁,第一冷却水道的两端分别与两条第二冷却水道连通。
12、进一步的方案是,第四镶件内还设置有第五镶件,第五镶件与第四镶件之间形成有第二环形凹槽,第二环形凹槽与型腔连通,第一冷却水道至少部分设置在第二环形凹槽的四周。
技术特征:
1.一种汽车塑胶件抽芯注塑模具,其特征在于:包括上模、上模仁、下模、下模仁和斜杆抽芯组件,所述上模仁和所述下模仁之间设置有型腔;
2.根据权利要求1所述的汽车塑胶件抽芯注塑模具,其特征在于:
3.根据权利要求1所述的汽车塑胶件抽芯注塑模具,其特征在于:
4.根据权利要求3所述的汽车塑胶件抽芯注塑模具,其特征在于:
5.根据权利要求4所述的汽车塑胶件抽芯注塑模具,其特征在于:
6.根据权利要求4所述的汽车塑胶件抽芯注塑模具,其特征在于:
7.根据权利要求4所述的汽车塑胶件抽芯注塑模具,其特征在于:
8.根据权利要求1所述的汽车塑胶件抽芯注塑模具,其特征在于:
9.根据权利要求8所述的汽车塑胶件抽芯注塑模具,其特征在于:
10.根据权利要求8所述的汽车塑胶件抽芯注塑模具,其特征在于:
技术总结
本技术提供一种汽车塑胶件抽芯注塑模具,包括上模、上模仁、下模、下模仁和斜杆抽芯组件,上模仁和下模仁之间设置有型腔;斜杆抽芯组件包括固定座、中间连接座、斜镶件和两个斜杆,固定座和中间连接座均设置在下模内,斜镶件设置在下模仁内,斜杆分别与斜镶件、中间连接座及固定座连接,斜杆沿开模方向倾斜延伸,开模时斜杆能带动斜镶件沿垂直开模方向移动,每一斜杆内贯穿地开设有中空通道,斜镶件内设置有冷却水路,冷却水路的两端分别与两个中空通道连通。本技术汽车塑胶件抽芯注塑模具能有效降低镶件温度,方便脱模。
技术研发人员:蹇钢
受保护的技术使用者:江门塚田正川科技有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!