一种三通组装机构的制作方法
本技术涉及三通组装,具体为一种三通组装机构。
背景技术:
1、鼻氧管是人体吸氧的辅助工具,随着社会的快速发展,人类越来越重视身体健康及身体保健,鼻氧管的用量非常广泛。鼻氧管采用软聚氯乙烯和硅橡胶为原料制成。
2、鼻氧管组装生产过程中,需要先将小软管的端部进行涂胶处理,再将三通装配到小软管上,现有技术大多通过人工进行处理,这样一来,导致鼻氧管的生产效果低下,无法满足批量生产的需求。为此,我们提出一种三通组装机构。
技术实现思路
1、本实用新型的目的在于提供一种三通组装机构,以解决上述背景技术中提出的问题。
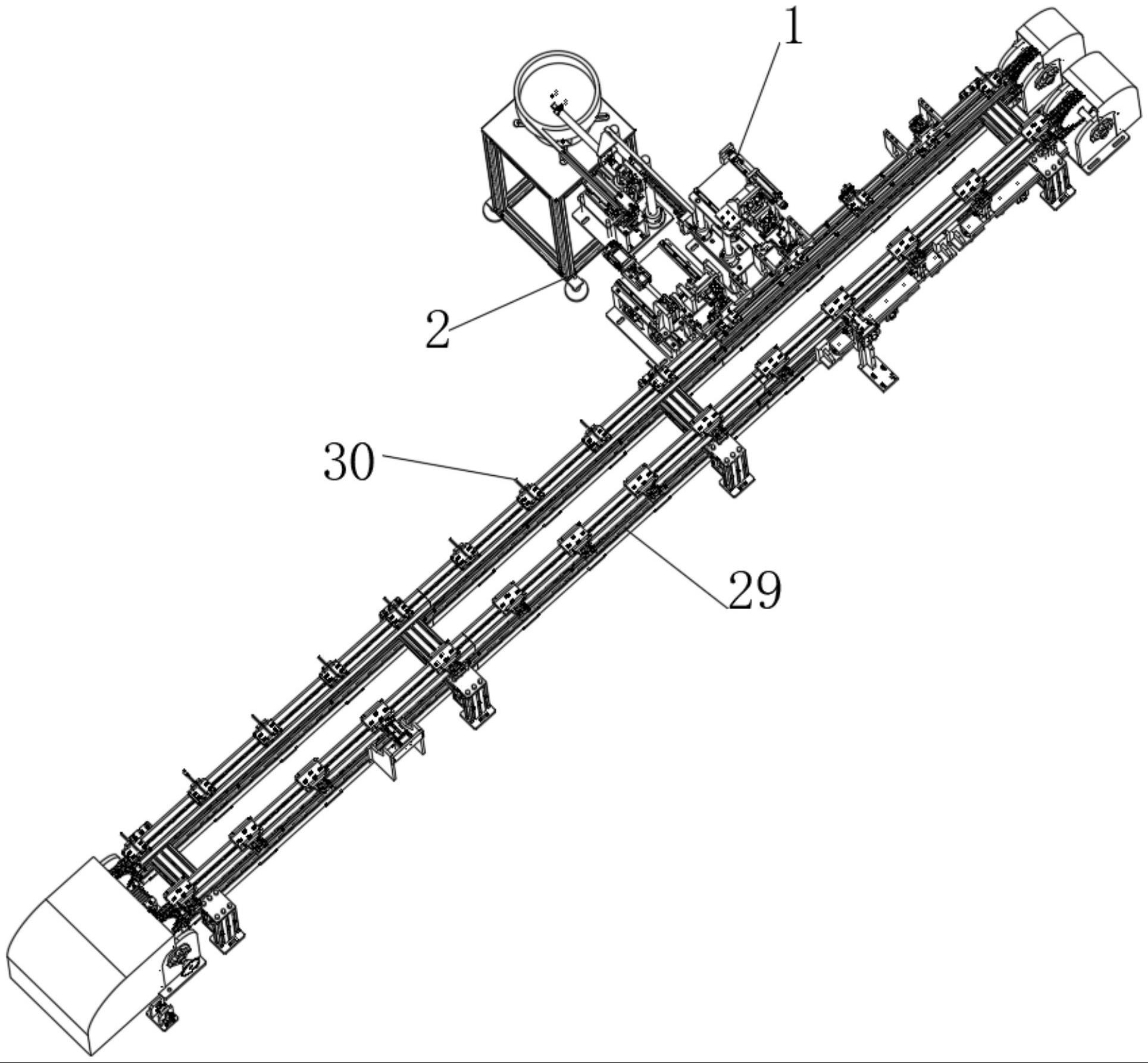
2、为实现上述目的,本实用新型提供如下技术方案:一种三通组装机构,包括用于对小软管端部进行涂胶的涂胶装置以及用于将三通装配到小软管上的三通装配装置,所述三通装配装置包括振动盘、接料块、第一支撑架、用于移动三通位置的拿取装置以及用于将三通与小软管连接的推动装置,所述接料块固定在第一支撑架上,且接料块上设置有接料槽,所述振动盘的输出端与接料槽连通。
3、优选的,所述涂胶装置包括第二支撑架、第一y轴气缸、第一z轴气缸、第一夹爪气缸、胶水容器和第一压紧装置,所述第一y轴气缸固定在第二支撑架上,所述第一z轴气缸固定在第一y轴气缸的输出端,所述第一夹爪气缸固定在第一z轴气缸的输出端,所述胶水容器和第一压紧装置均固定在第二支撑架上,所述第一压紧装置用于在小软管涂胶时将其进行固定。
4、优选的,所述第一压紧装置包括第一压紧气缸和第一压紧块,所述第一压紧气缸固定在第二支撑架上,所述第一压紧块固定在第一压紧气缸的输出端,所述第一压紧块用于将小软管压紧固定在载具上。
5、优选的,所述拿取装置包括第二y轴气缸、第二z轴气缸、第一转动电机和第二夹爪气缸,所述第二y轴气缸固定在第一支撑架上,所述第二z轴气缸固定在第二y轴气缸的输出端,所述第一转动电机固定在第二z轴气缸的输出端,所述第二夹爪气缸固定在第一转动电机的输出端。
6、优选的,所述接料块的一侧固定有检测装置,所述检测装置用于检测接料槽内三通的位置。
7、优选的,所述推动装置包括第三y轴气缸、第三支撑架、第四支撑架、第三夹爪气缸、第二转动电机和第二压紧装置,所述第三y轴气缸固定在第一支撑架上,且第三y轴气缸的输出端与第三支撑架连接,所述第二转动电机固定在第三支撑架上,所述第四支撑架固定在第二转动电机的输出端,所述第三夹爪气缸固定在第四支撑架上。
8、优选的,所述第二压紧装置包括第二压紧气缸和第二压紧块,所述第二压紧块用于将小软管压紧在载具上,所述第二压紧块与第二压紧气缸的输出端固定,所述第二压紧气缸固定在第一支撑架上。
9、与现有技术相比,本实用新型的有益效果是:
10、本实用新型在鼻氧管组装时,可自动将小软管进行涂胶处理,再自动将三通装配到涂过胶水的三通上,改变了传统的人工装配的方式,提高了鼻氧管的组装效果,满足批量生产的需求。
技术特征:
1.一种三通组装机构,其特征在于:包括用于对小软管端部进行涂胶的涂胶装置(1)以及用于将三通装配到小软管上的三通装配装置(2),所述三通装配装置(2)包括振动盘(3)、接料块(4)、第一支撑架(6)、用于移动三通位置的拿取装置(7)以及用于将三通与小软管连接的推动装置(8),所述接料块(4)固定在第一支撑架(6)上,且接料块(4)上设置有接料槽(5),所述振动盘(3)的输出端与接料槽(5)连通。
2.根据权利要求1所述的一种三通组装机构,其特征在于:所述涂胶装置(1)包括第二支撑架(9)、第一y轴气缸(10)、第一z轴气缸(11)、第一夹爪气缸(12)、胶水容器(13)和第一压紧装置(14),所述第一y轴气缸(10)固定在第二支撑架(9)上,所述第一z轴气缸(11)固定在第一y轴气缸(10)的输出端,所述第一夹爪气缸(12)固定在第一z轴气缸(11)的输出端,所述胶水容器(13)和第一压紧装置(14)均固定在第二支撑架(9)上,所述第一压紧装置(14)用于在小软管涂胶时将其进行固定。
3.根据权利要求2所述的一种三通组装机构,其特征在于:所述第一压紧装置(14)包括第一压紧气缸(15)和第一压紧块(16),所述第一压紧气缸(15)固定在第二支撑架(9)上,所述第一压紧块(16)固定在第一压紧气缸(15)的输出端,所述第一压紧块(16)用于将小软管压紧固定在载具(30)上。
4.根据权利要求3所述的一种三通组装机构,其特征在于:所述拿取装置(7)包括第二y轴气缸(17)、第二z轴气缸(18)、第一转动电机(19)和第二夹爪气缸(20),所述第二y轴气缸(17)固定在第一支撑架(6)上,所述第二z轴气缸(18)固定在第二y轴气缸(17)的输出端,所述第一转动电机(19)固定在第二z轴气缸(18)的输出端,所述第二夹爪气缸(20)固定在第一转动电机(19)的输出端。
5.根据权利要求4所述的一种三通组装机构,其特征在于:所述接料块(4)的一侧固定有检测装置(31),所述检测装置(31)用于检测接料槽(5)内三通的位置。
6.根据权利要求5所述的一种三通组装机构,其特征在于:所述推动装置(8)包括第三y轴气缸(21)、第三支撑架(22)、第四支撑架(23)、第三夹爪气缸(24)、第二转动电机(25)和第二压紧装置(26),所述第三y轴气缸(21)固定在第一支撑架(6)上,且第三y轴气缸(21)的输出端与第三支撑架(22)连接,所述第二转动电机(25)固定在第三支撑架(22)上,所述第四支撑架(23)固定在第二转动电机(25)的输出端,所述第三夹爪气缸(24)固定在第四支撑架(23)上。
7.根据权利要求6所述的一种三通组装机构,其特征在于:所述第二压紧装置(26)包括第二压紧气缸(27)和第二压紧块(28),所述第二压紧块(28)用于将小软管压紧在载具(30)上,所述第二压紧块(28)与第二压紧气缸(27)的输出端固定,所述第二压紧气缸(27)固定在第一支撑架(6)上。
技术总结
本技术公开了一种三通组装机构,包括用于对小软管端部进行涂胶的涂胶装置以及用于将三通装配到小软管上的三通装配装置,所述三通装配装置包括振动盘、接料块、第一支撑架、用于移动三通位置的拿取装置以及用于将三通与小软管连接的推动装置,所述接料块固定在第一支撑架上,且接料块上设置有接料槽,所述振动盘的输出端与接料槽连通,此三通组装机构,在鼻氧管组装时,可自动将小软管进行涂胶处理,再自动将三通装配到涂过胶水的三通上,改变了传统的人工装配的方式,提高了鼻氧管的组装效果,满足批量生产的需求。
技术研发人员:郑明亮,胡敏
受保护的技术使用者:中山市精器自动化科技有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!