一种组合式模压成型设备的制作方法
本技术涉及模压成型设备,具体为一种组合式模压成型设备。
背景技术:
1、模压成型(又称压制成型或压缩成型)是先将粉状,粒状或纤维状的塑料放入成型温度下的模具型腔中,然后闭模加压而使其成型并固化的作业,模压成型可兼用于热固性塑料,热塑性塑料和橡胶材料;
2、例如申请公开号为cn114474786a,一种复合材料连续模压成型方法,具体包括如下步骤:s1、将所需卷轴根据实际需要放置在卷轴架上,并将所有卷轴上预浸料的一端上下重叠拉至预压装置中;s2、所有预浸料经过预压装置汇合预成型以后传动至模压装置中,模压装置中的压力为1-100bar,温度为80-450℃;材料定型后,模压装置卸压开模;s3、通过牵引机将步骤s2中压制好的复合材料牵引出至工作台;s4、根据长度需要通过裁切机对复合材料进行裁切,循环步骤s2到s4直到复合材料数量达到需求为止;
3、上述申请适用于热固性和热塑性复合材料体系;原材料利用预浸料形式,生产过程气味小,污染小,对人员环境友好,生产环境干净,但是只能生产一种产品,当需要生产不同类型的产品时,就需要将模具从模压机上拆卸下来更换所需的模具,使用操作起来繁琐,因此市场急需研制一种组合式模压成型设备来帮助人们解决现有的问题。
技术实现思路
1、本实用新型的目的在于提供一种组合式模压成型设备,以解决上述背景技术中提出的传统的模压成型设备大都只能生产一种产品,当需要生产不同类型的产品时,就需要将模具从模压机上拆卸下来更换所需的模具,使用操作起来繁琐的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种组合式模压成型设备,包括横移装置和固定架,所述横移装置的上方分别安装有第一下模座和第二下模座,且第一下模座和第二下模座均与横移装置滑动连接,所述固定架的下端安装有翻转板,且翻转板与固定架通过连轴转动连接,所述翻转板的下方安装有第一上模具,且第一上模具与翻转板通过螺栓固定连接,所述翻转板的上方安装有第二上模具,且第二上模具与翻转板通过螺栓固定连接。
3、优选的,所述固定架的一侧安装有驱动箱,所述驱动箱的内部安装有第一减速器,所述第一减速器与翻转板通过连轴固定连接,所述第一减速器的一侧安装有第一电机,且第一电机与第一减速器通过联轴器固定连接。
4、优选的,所述横移装置的内部安装有滚珠丝杆,所述滚珠丝杆的外侧分别安装有第一滚珠丝杆副和第二滚珠丝杆副,且第一滚珠丝杆副和第二滚珠丝杆副均与滚珠丝杆螺纹连接。
5、优选的,所述第一滚珠丝杆副与第一下模座通过螺栓固定连接,所述第二滚珠丝杆副与第二下模座通过螺栓固定连接,所述横移装置的一侧安装有传动箱,所述传动箱的上方安装有第二减速器。
6、优选的,所述第二减速器的上方安装有第二电机,且第二电机与第二减速器通过联轴器固定连接,所述传动箱的内部分别设置有驱动齿轮和从动齿轮,所述驱动齿轮与第二减速器通过连轴固定连接,所述从动齿轮与滚珠丝杆通过紧固螺丝固定连接。
7、优选的,所述从动齿轮与驱动齿轮咬合连接,所述横移装置的上方安装有支架,所述支架的上方安装有液压顶,所述液压顶的顶升端与固定架通过螺栓固定连接。
8、与现有技术相比,本实用新型的有益效果是:
9、1. 该实用新型通过第一上模具、第二上模具、第一下模座和第二下模座形成组合式的模压结构,第一上模具与第一下模座组合而成为一种产品,第二上模具与第二下模座组合而成为另一种产品,从而当使用此组合式模压成型设备时,可在同一工段生产出两种不同类型的产品,并且无需拆卸模具更换模具,从而减少生产流程,提高此模压成型设备使用便利性。
10、2. 该实用新型通过滚珠丝杆、第一滚珠丝杆副和第二滚珠丝杆副对第一下模座和第二下模座进行横向移动,利用滚珠丝杆与滚珠丝杆副的连接特性,使得第一下模座和第二下模座移动式平滑且定位精准,无需增设定位结构,使得此模压成型设备使用起来更加的可靠高效。
技术特征:
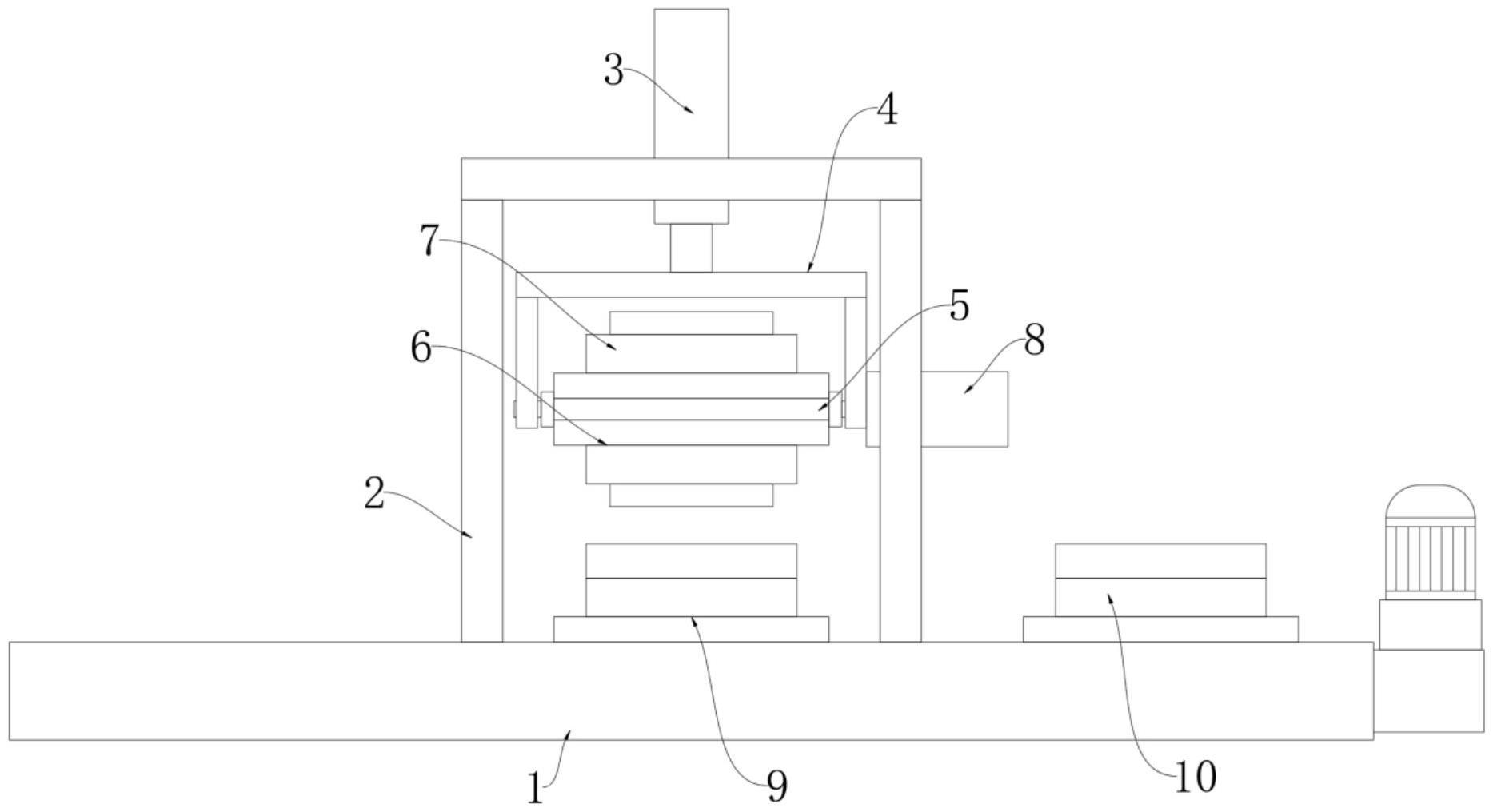
1.一种组合式模压成型设备,包括横移装置(1)和固定架(4),其特征在于:所述横移装置(1)的上方分别安装有第一下模座(9)和第二下模座(10),且第一下模座(9)和第二下模座(10)均与横移装置(1)滑动连接,所述固定架(4)的下端安装有翻转板(5),且翻转板(5)与固定架(4)通过连轴转动连接,所述翻转板(5)的下方安装有第一上模具(6),且第一上模具(6)与翻转板(5)通过螺栓固定连接,所述翻转板(5)的上方安装有第二上模具(7),且第二上模具(7)与翻转板(5)通过螺栓固定连接。
2.根据权利要求1所述的一种组合式模压成型设备,其特征在于:所述固定架(4)的一侧安装有驱动箱(8),所述驱动箱(8)的内部安装有第一减速器(12),所述第一减速器(12)与翻转板(5)通过连轴固定连接,所述第一减速器(12)的一侧安装有第一电机(11),且第一电机(11)与第一减速器(12)通过联轴器固定连接。
3.根据权利要求1所述的一种组合式模压成型设备,其特征在于:所述横移装置(1)的内部安装有滚珠丝杆(20),所述滚珠丝杆(20)的外侧分别安装有第一滚珠丝杆副(13)和第二滚珠丝杆副(14),且第一滚珠丝杆副(13)和第二滚珠丝杆副(14)均与滚珠丝杆(20)螺纹连接。
4.根据权利要求3所述的一种组合式模压成型设备,其特征在于:所述第一滚珠丝杆副(13)与第一下模座(9)通过螺栓固定连接,所述第二滚珠丝杆副(14)与第二下模座(10)通过螺栓固定连接,所述横移装置(1)的一侧安装有传动箱(19),所述传动箱(19)的上方安装有第二减速器(15)。
5.根据权利要求4所述的一种组合式模压成型设备,其特征在于:所述第二减速器(15)的上方安装有第二电机(16),且第二电机(16)与第二减速器(15)通过联轴器固定连接,所述传动箱(19)的内部分别设置有驱动齿轮(17)和从动齿轮(18),所述驱动齿轮(17)与第二减速器(15)通过连轴固定连接,所述从动齿轮(18)与滚珠丝杆(20)通过紧固螺丝固定连接。
6.根据权利要求5所述的一种组合式模压成型设备,其特征在于:所述从动齿轮(18)与驱动齿轮(17)咬合连接,所述横移装置(1)的上方安装有支架(2),所述支架(2)的上方安装有液压顶(3),所述液压顶(3)的顶升端与固定架(4)通过螺栓固定连接。
技术总结
本技术公开了一种组合式模压成型设备,涉及模压成型设备技术领域,为解决现有技术中的传统的模压成型设备大都只能生产一种产品,当需要生产不同类型的产品时,就需要将模具从模压机上拆卸下来更换所需的模具,使用操作起来繁琐的问题。所述横移装置的上方分别安装有第一下模座和第二下模座,且第一下模座和第二下模座均与横移装置滑动连接,所述固定架的下端安装有翻转板,且翻转板与固定架通过连轴转动连接,所述翻转板的下方安装有第一上模具,且第一上模具与翻转板通过螺栓固定连接,所述翻转板的上方安装有第二上模具,且第二上模具与翻转板通过螺栓固定连接。
技术研发人员:陈柄达,李磊,吴长平
受保护的技术使用者:凯勒(南京)新材料科技有限公司
技术研发日:20221231
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!