一种木塑成型模具抓取翻转装置的制作方法
本技术涉及木塑产品生产设备,具体涉及一种木塑成型模具抓取翻转装置。
背景技术:
1、木塑材料一般是通过挤出机挤压成型,再利用切割机等加工成规则的小段出售。对于一些结构复杂的异形构件,也可以采用模具直接成型的方式。这类定制式的木塑产品,是将高温融化后的木塑材料在模具内成型,冷却后需要将模具侧翻,使得模具中的侧板水平,拆除模具其他部件,成型好的胚体由侧板支撑进行下道工序。现在普遍使用的翻转吊机是模具侧翻脱模的关键设备,具体过程一般是采用单个抓取钩抓住模具的吊耳使得模具翻转90°,然后将侧板水平放置到切割小车上脱模后进行切割。此装置中单个抓钩由驱动油缸驱动,并且基本上此机构是安装在拼接钢结构上的,结构不够稳固耐用,制造精度不足,在生产中容易受损,使得模具误差变大,影响生产效率和安全。
技术实现思路
1、针对现有技术中存在的问题,本实用新型通过在吊机的升降臂上设计可控制转动的大板,通过在大板上设计能够勾住模具框体的两个抓钩,将模具吊起后旋转大板,从而将模具翻转,使得侧板水平在下支撑坯体,方便下道工序中脱模切割,双抓钩设计在大扳上,更加牢固安全,大扳及抓钩分别通过旋转机构控制转动,节省人力,提高设备的自动化程度。
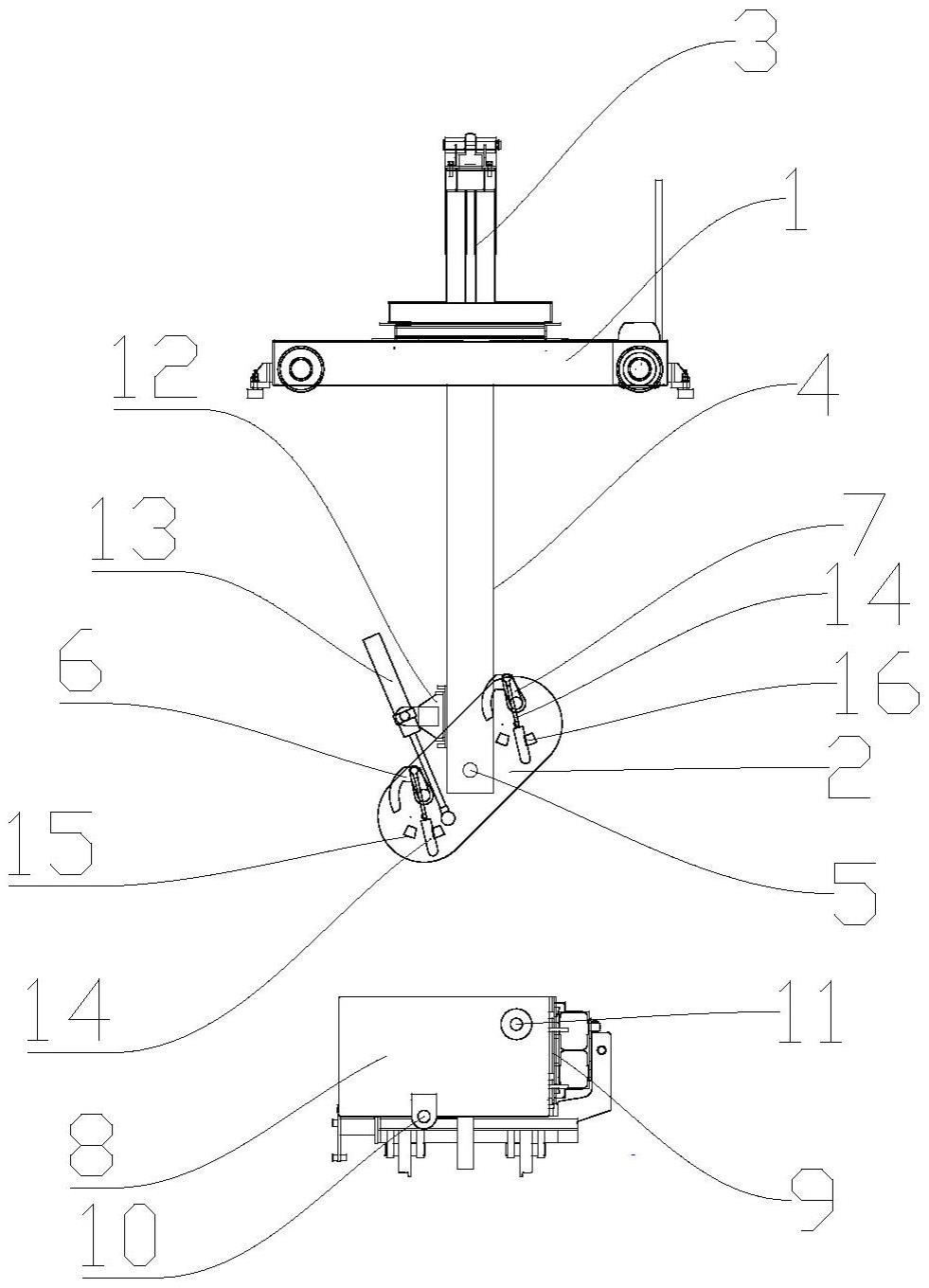
2、为实现上述目的,本实用新型采用的技术方案是:一种木塑成型模具抓取翻转装置,包括有吊机、大板和模具,吊机上安装有由升降机构驱动升降的升降臂,大板通过位于大板中部的大板转轴可上下转动的安装在升降臂的下端,大板由转动机构驱动转动,大板上设有可分别上下转动的左抓钩和右抓钩,左抓钩和右抓钩分别位于大板转轴的两侧,左抓钩和右抓钩分别由抓钩转动装置驱动转动,所述模具包括有模具框体和侧板,模具框体上设有能够分别被左抓钩和右抓钩勾住的左吊耳和右吊耳,其中有右吊耳位于模具框体右侧上部,左吊耳位于模具框体左侧下部,侧板可拆卸的安装在模具框体右侧。
3、转动机构包括有固定在升降臂上的安装台,安装台可上下转动的安装有油缸,油缸的活塞杆可转动的连接在大板上。
4、抓钩转动装置包括有安装在大板上的抓钩油缸,抓钩油缸可转动的安装在大板上,抓钩油缸的活塞杆可转动的连接左抓钩或右抓钩。
5、所述左抓钩下方设有用于引导左抓钩勾住左吊耳的左导向块。
6、所述右抓钩下方设有用于引导右抓钩勾住右吊耳的右导向块。
7、本实用新型的工作原理是:降温后内含木塑产品坯体的模具运送到吊机下方静停,升降机构驱动升降臂带动大板下降,转动机构控制大板转动一定角度,使得左抓钩和右抓钩分别停在左吊耳和右吊耳上。左吊耳和右吊耳分别由抓钩油缸驱动转动,从而使得左抓钩和右抓钩分别勾住左吊耳和右吊耳,之后升降机构驱动升降臂上升,模具和坯体被提升。吊机在行走时,转动机构控制大板转动,使得大板以大板转轴为中心旋转90°至模具上的侧板处于水平状态,吊机继续行走进行下一步工序。
8、本实用新型的有益效果是:本实用新型的木塑成型模具抓取翻转装置中模具的吊耳分别由独立的抓钩驱动油缸驱动抓钩来抓取,更加可靠安全。抓钩及抓钩驱动油缸均安装在一块大板上,大板的刚性好,受力均匀,控制精度高,稳定性好,不变形。大板在抓取模具时有精确地导向,使得设备的工作精度高,工作稳定可靠。
技术特征:
1.一种木塑成型模具抓取翻转装置,其特征在于,包括有吊机、大板和模具,吊机上安装有由升降机构驱动升降的升降臂,大板通过位于大板中部的大板转轴可上下转动的安装在升降臂的下端,大板由转动机构驱动转动,大板上设有可分别上下转动的左抓钩和右抓钩,左抓钩和右抓钩分别位于大板转轴的两侧,左抓钩和右抓钩分别由抓钩转动装置驱动转动,所述模具包括有模具框体和侧板,模具框体上设有能够分别被左抓钩和右抓钩勾住的左吊耳和右吊耳,其中右吊耳位于模具框体右侧上部,左吊耳位于模具框体左侧下部,侧板可拆卸的安装在模具框体右侧。
2.如权利要求1所述的木塑成型模具抓取翻转装置,其特征在于,所述转动机构包括有固定在升降臂上的安装台,安装台可上下转动的安装有油缸,油缸的活塞杆可转动的连接在大板上。
3.如权利要求1所述的木塑成型模具抓取翻转装置,其特征在于,所述抓钩转动装置包括有安装在大板上的抓钩油缸,抓钩油缸可转动的安装在大板上,抓钩油缸的活塞杆可转动的连接左抓钩或右抓钩。
4.如权利要求1所述的木塑成型模具抓取翻转装置,其特征在于,所述左抓钩下方设有用于引导左抓钩勾住左吊耳的左导向块。
5.如权利要求4所述的木塑成型模具抓取翻转装置,其特征在于,所述右抓钩下方设有用于引导右抓钩勾住右吊耳的右导向块。
技术总结
本技术公开了木塑成型模具抓取翻转装置,包括有吊机、大板和模具,吊机上安装有由升降机构驱动升降的升降臂,大板通过位于大板中部的大板转轴可上下转动的安装在升降臂的下端,大板上设有可分别上下转动的左抓钩和右抓钩,左抓钩和右抓钩分别由抓钩转动装置驱动转动,所述模具包括有模具框体和侧板,模具框体上设有能够分别被左抓钩和右抓钩勾住的左吊耳和右吊耳,其中有吊耳位于模具框体右侧上部,左吊耳位于模具框体左侧下部,侧板可拆卸的安装在模具框体右侧。本技术的木塑成型模具抓取翻转装置可靠安全,大板的刚性好,受力均匀,控制精度高,稳定性好,不变形。大板在抓取木塑成型模具时有精确地导向,使得设备的工作精度高,工作稳定可靠。
技术研发人员:沈玉良
受保护的技术使用者:浙江诚成新材料科技有限公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!