注塑装置的制作方法
本技术涉及注塑装置,特别涉及一种注塑装置。
背景技术:
1、在现有技术中,通常采用注塑装置实现注塑件的生产制作,通过利用注塑装置将熔融塑料注射进成型模具中,以使熔融塑料可以很好地流入成型模具中加工形成注塑件。
2、然而在制作尺寸厚度较大的注塑件时,为避免注塑件回流以及收缩,通常在完成熔融塑料的注射后还需要对注射后的模具进行长时间的保持压力操作,避免模具内的熔融塑料回流,同时可以向收缩的位置继续补充熔融塑料,从而在保压后再对模具内的熔融塑料进行塑化保障生产质量。可是,注塑件经过长时间的保压操作后再塑化成型,会使得注塑件的生产周期较长,导致注塑件的生产效率较低。
技术实现思路
1、本实用新型的主要目的是提供一种注塑装置,旨在降低注塑件的生产周期,提高注塑件的生产效率,提高注塑装置的实用性和结构可靠性。
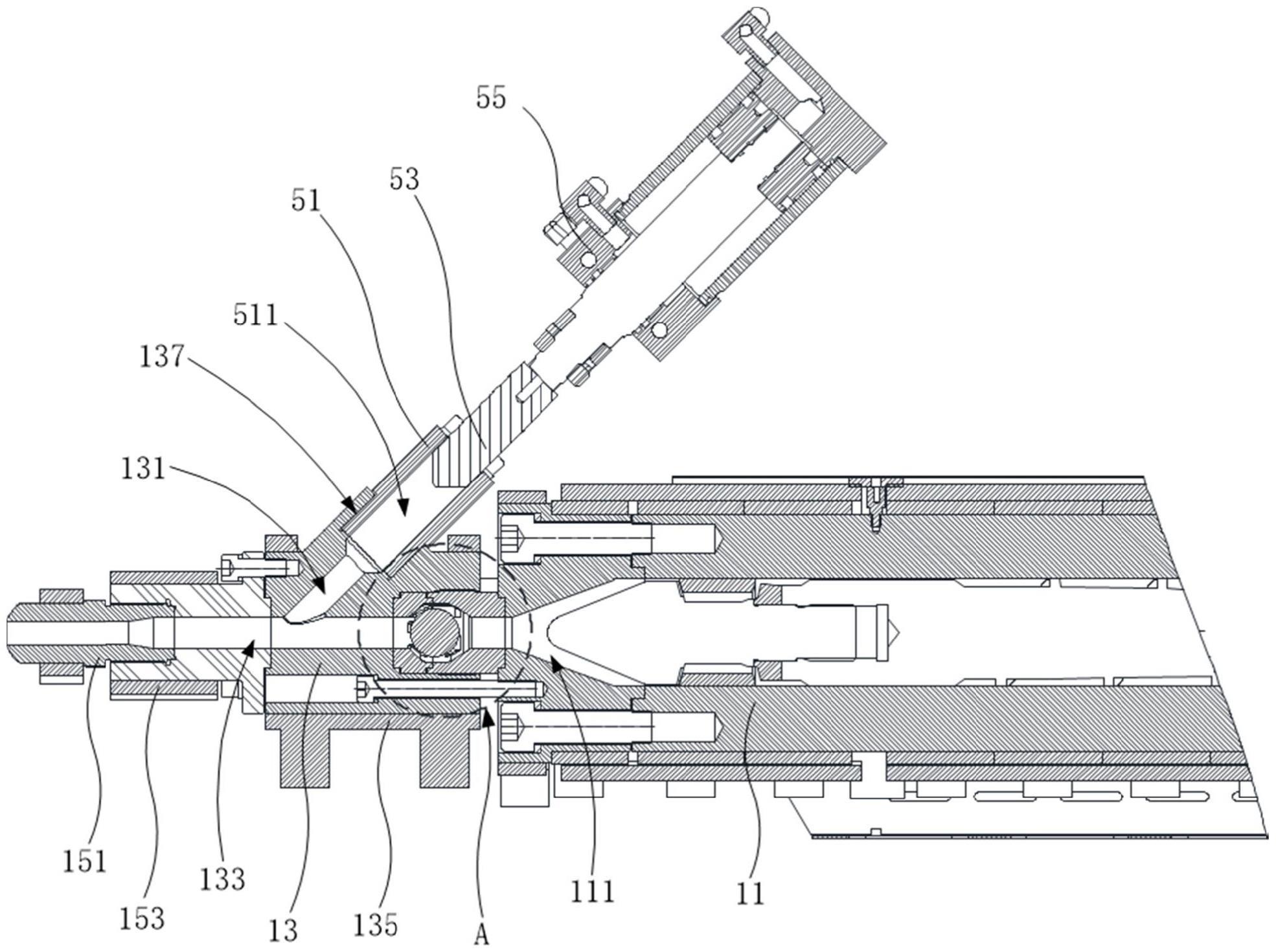
2、为实现上述目的,本实用新型提出的注塑装置包括注塑主体、球阀组件以及保压组件,所述注塑主体内形成有注塑流道,所述注塑主体的一端设有连通所述注塑流道的喷嘴,所述注塑主体的外周侧设有连通所述注塑流道的保压孔;所述球阀组件设于所述注塑流道内,所述保压孔设于所述球阀组件与所述喷嘴之间,所述球阀组件于流体朝向所述喷嘴的方向移动时打开所述注塑流道,并于流体沿背对所述喷嘴的方向移动时堵塞所述注塑流道;所述保压组件包括柱塞座和柱塞本体,所述柱塞座连接于所述注塑主体的外周侧,所述柱塞座设有连通所述保压孔的柱塞腔,所述柱塞本体可移动地设于所述柱塞腔内,并抵接所述柱塞腔的腔内壁。
3、可选地,所述保压孔的中心轴线与所述注塑流道的中心轴线呈夹角设置。
4、可选地,所述注塑主体包括料管部和连接部,所述料管部内设有第一流道;所述连接部连接于所述料管部,所述连接部内设有与所述第一流道连通的第二流道,所述第一流道和所述第二流道形成所述注塑流道,所述球阀组件连接于所述连接部朝向所述料管部的一端,并设于所述第一流道与所述第二流道之间,所述连接部设有所述保压孔,所述保压组件连接于所述连接部,所述喷嘴设于所述连接部背对所述料管部的一端。
5、可选地,所述球阀组件包括阀本体和球体,所述阀本体连接于所述连接部,所述阀本体内设有阀体空间,所述阀本体朝向所述第二流道的一侧设有连通所述阀体空间的第一开口,所述阀本体朝向所述第一流道的一侧设有连通所述阀体空间的第二开口,所述阀体空间的内壁设有过流槽,所述过流槽贯穿所述阀本体于所述第一开口的周缘设置;所述球体可移动地设于所述阀体空间内,所述第一开口和所述第二开口的直径均小于所述球体的直径,所述球体于所述注塑流道内的流体朝向所述喷嘴的方向移动时堵塞所述第一开口,并于所述注塑流道内的流体沿背对所述喷嘴的方向移动时堵塞所述第二开口。
6、可选地,所述连接部朝向所述料管部的一端设有安装槽,所述第二流道贯穿所述安装槽的槽底璧设置,所述阀本体包括第一阀体和第二阀体,所述第一阀体抵接于所述安装槽的槽底璧,所述第一阀体朝向所述第二流道的一侧设有所述第一开口;所述第二阀体的外周侧与所述安装槽的槽侧壁螺纹连接,并抵顶所述第一阀体,所述第二阀体与所述第一阀体围合形成所述阀体空间,所述第二阀体背对所述第一阀体的一侧设有所述第二开口。
7、可选地,所述注塑主体还包括第一加热件,所述第一加热件包围所述连接部设置,所述第一加热件用以对所述连接部进行加热。
8、可选地,所述连接部的外周侧设有插槽,所述保压孔贯穿所述插槽的槽底璧设置,所述柱塞座插接于所述插槽。
9、可选地,所述柱塞座还设有固定螺栓,所述固定螺栓插设于所述柱塞座,并与所述连接部螺纹连接。
10、可选地,所述保压组件还包括推压装置,所述推压装置连接于所述柱塞座,并与所述柱塞本体连接,所述推压装置用以驱动所述柱塞本体在所述柱塞腔内移动。
11、可选地,所述喷嘴包括喷嘴本体和第二加热件,所述喷嘴本体连接于所述注塑主体的一端,并连通所述注塑流道;所述第二加热件包围所述喷嘴本体设置,所述第二加热件用以对所述喷嘴本体进行加热。
12、本实用新型技术方案通过在注塑主体上设置保压组件,使保压组件的柱塞座内的柱塞腔通过保压孔与注塑流道连通,在注塑装置向模具注入熔融塑料时,可以使柱塞本体移动至柱塞腔远离保压孔的一端,通过驱动熔融塑料在注塑流道内朝向注塑主体的喷嘴流动,此时熔融塑料流经注塑流道内的球阀组件时,球阀组件呈打开状态避让熔融塑料在注塑流道内流动,使熔融塑料可以稳定地通过喷嘴流入模具中,同时有部分熔融塑料可以流入保压孔以及柱塞腔内。而当注塑完成时,可以停止向注塑流道内注入熔融塑料,并通过驱动柱塞本体在柱塞腔内沿朝向保压孔的方向移动,使得柱塞本体可以对柱塞腔内的空气以及流体起到一定的推力作用,此时残留在柱塞腔以及保压孔内的熔融塑料可以在推力作用下而回流至注塑流道内,并且部分回流的熔融塑料可以朝向球阀组件移动,使得球阀组件受到熔融塑料的作用而堵塞注塑流道,有效防止注入模具中的熔融塑料通过注塑流道回流,同时在柱塞本体的推力作用下还可以使注塑流道内的熔融塑料持续向模具流动补充,此时通过对模具进行冷却塑化,可以在模具塑化发生收缩时使残留在注塑装置上的熔融塑料继续进入到模具中补充收缩的位置,实现了一定的保压作用。进而使得注塑件可以在塑化的同时进行保压,有效缩短了注塑件的生产周期,提高了注塑件的生产效率,进一步提高了注塑件的实用性和结构可靠性。
技术特征:
1.一种注塑装置,其特征在于,包括:
2.如权利要求1所述的注塑装置,其特征在于,所述保压孔的中心轴线与所述注塑流道的中心轴线呈夹角设置。
3.如权利要求1所述的注塑装置,其特征在于,所述注塑主体包括:
4.如权利要求3所述的注塑装置,其特征在于,所述球阀组件包括:
5.如权利要求4所述的注塑装置,其特征在于,所述连接部朝向所述料管部的一端设有安装槽,所述第二流道贯穿所述安装槽的槽底壁设置,所述阀本体包括:
6.如权利要求3所述的注塑装置,其特征在于,所述注塑主体还包括第一加热件,所述第一加热件包围所述连接部设置,所述第一加热件用以对所述连接部进行加热。
7.如权利要求3所述的注塑装置,其特征在于,所述连接部的外周侧设有插槽,所述保压孔贯穿所述插槽的槽底壁设置,所述柱塞座插接于所述插槽。
8.如权利要求7所述的注塑装置,其特征在于,所述柱塞座还设有固定螺栓,所述固定螺栓插设于所述柱塞座,并与所述连接部螺纹连接。
9.如权利要求1至8中任一所述的注塑装置,其特征在于,所述保压组件还包括推压装置,所述推压装置连接于所述柱塞座,并与所述柱塞本体连接,所述推压装置用以驱动所述柱塞本体在所述柱塞腔内移动。
10.如权利要求1至8中任一所述的注塑装置,其特征在于,所述喷嘴包括:
技术总结
本技术公开一种注塑装置,其中,注塑装置包括注塑主体、球阀组件以及保压组件,注塑主体内形成有注塑流道,注塑主体的一端设有连通注塑流道的喷嘴,注塑主体的外周侧设有连通注塑流道的保压孔;球阀组件设于注塑流道内,保压孔设于球阀组件与喷嘴之间,球阀组件于流体朝向喷嘴的方向移动时打开注塑流道,并于流体沿背对喷嘴的方向移动时堵塞注塑流道;保压组件包括柱塞座和柱塞本体,柱塞座连接于注塑主体的外周侧,柱塞座设有连通保压孔的柱塞腔,柱塞本体可移动地设于柱塞腔内,并抵接柱塞腔的腔内壁。本技术技术方案旨在降低注塑件的生产周期,提高注塑件的生产效率,提高注塑装置的实用性和结构可靠性。
技术研发人员:龚剑锋,方忠宝,赖广龙,李弘臻,邓剑
受保护的技术使用者:广东伊之密高速包装系统有限公司
技术研发日:20221230
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!