用于光学镜片制造的方法和装置与流程
本披露内容涉及一种用于在镜片(包括其上具有微结构的镜片)的制造期间降低缺陷的装置和方法。
背景技术:
1、本文提供的“背景技术”说明是为了总体上介绍本披露内容的背景。当前提名的发明人的工作在本背景技术部分中所描述的工作的程度上、以及在提交时间时可能不被认定为现有技术的本说明的方面,既没有明确地也没有隐含地承认是针对本披露内容的现有技术。
2、玻璃嵌件可以在注射成型期间用于制造无缺陷(比如“熔接线”和“中心畸变”缺陷)的镜片。玻璃嵌件由于具有较低的热导率而更善于防止这种缺陷。这种特性有助于保持注射的聚合物熔体的热量,然后通过延长聚合物熔体的冷却时间和防止由于不均匀收缩而导致的畸变来帮助“修复”熔接线缺陷。
3、然而,制造具有微结构的镜片(例如用于近视控制)可能需要使用具有微结构表面的模具嵌件,由于技术或经济原因,在玻璃上实现微结构表面不太可行。因此,期望一种用于使用高热导率模具嵌件经由注射成型的镜片制造的装置和方法,以生产具有良好光学性能、微结构表面的良好复制、以及降低上述缺陷的发生的镜片。
4、本披露内容的各方面可以特别地使用权利要求中所阐述的解决方案来解决本领域中的上述缺点中的一些缺点。
技术实现思路
1、本披露内容涉及一种模具装置,包括模具,该模具包括第一模具侧和第二模具侧,第一模具侧包括设置在第一模具侧的表面上的第一模具嵌件,第二模具侧包括设置在第二模具侧的表面上的第二模具嵌件,第二模具嵌件的热导率低于第一模具嵌件的热导率,第一模具嵌件包括形成在其上的多个倒置微结构,多个倒置微结构根据预定的布局来设置,其中第一模具嵌件的热导率在25℃下为5至1,500w·m-1·k-1,并且第二模具嵌件的热导率在25℃下为0.01至2w·m-1·k-1。在权利要求2至5中披露了根据本披露内容的模具装置的有利方面。
2、本披露内容还涉及一种成型方法,包括联接模具的第一模具侧和模具的第二模具侧,第一模具侧包括设置在第一模具侧的表面上的第一模具嵌件,第二模具侧包括设置在第二模具侧的表面上的第二模具嵌件,第二模具嵌件的热导率低于第一模具嵌件的热导率,第一模具嵌件包括形成在其上的多个倒置微结构,多个倒置微结构根据预定的布局来设置,第一模具嵌件和第二模具嵌件在联接时形成型腔,第一模具嵌件和第二模具嵌件被以第一预定间隙分隔开;将第一预定量的聚合物熔体注入型腔;以及以预定闭合速率来闭合第一模具嵌件和第二模具嵌件。在权利要求7至15中披露了根据本披露内容的方法的有利方面。
3、应当注意,此
技术实现要素:
部分没有详细说明本披露内容或要求保护的发明的每个特征和/或逐渐新颖的方面。而是,此发明内容仅提供对不同实施例和相应新颖点的初步讨论。对于实施例的附加细节和/或可能的观点,读者可以参考本披露内容的详细描述部分和如下进一步讨论的相应附图。
技术特征:
1.一种模具装置,包括:
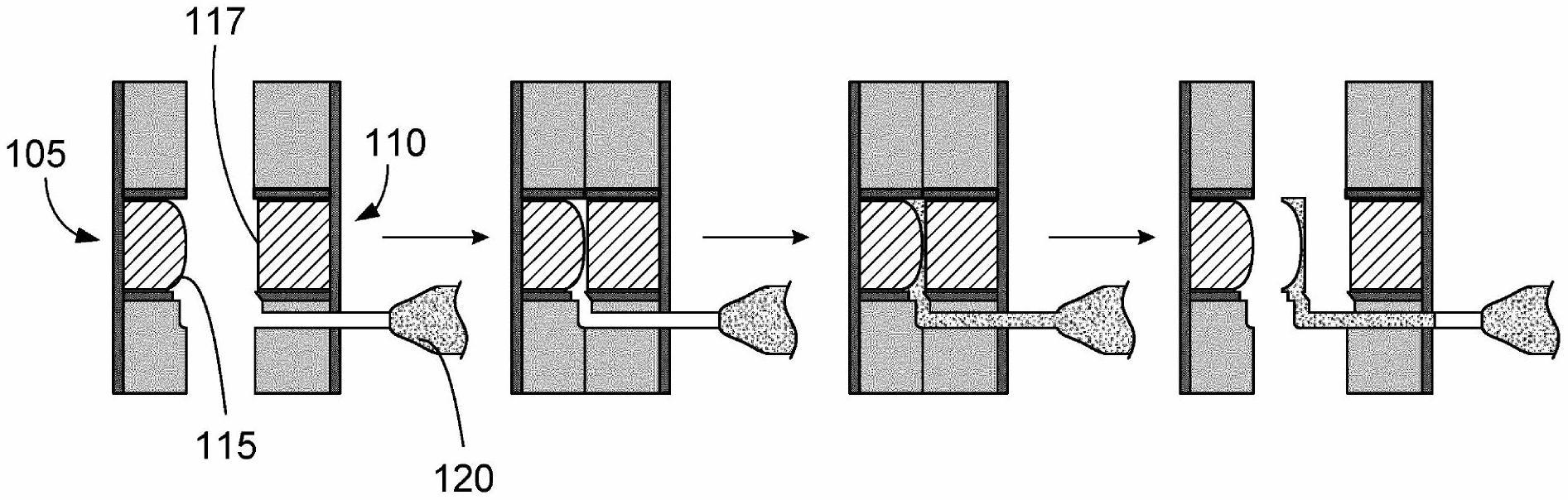
2.如权利要求1所述的模具装置,其中,所述第一模具嵌件(117)是金属,并且所述第二模具嵌件(115)是玻璃。
3.如权利要求1所述的模具装置,进一步包括处理电路,所述处理电路被配置为
4.如权利要求3所述的模具装置,其中,所述第一预定量基于所得镜片的重量的百分比,并且所述处理电路被进一步配置为将大于所得镜片重量的100%的量注入所述型腔。
5.如权利要求3所述的模具装置,其中,所述预定闭合速率的最大值大于或等于20mm/s。
6.一种成型方法,包括:
7.如权利要求6所述的方法,其中,所述预定闭合速率的最大值大于或等于20mm/s。
8.如权利要求6所述的方法,其中,
9.如权利要求6所述的方法,其中,所述第一预定量基于所得镜片的重量的百分比,所述注射的百分比等于或小于所得镜片重量的100%。
10.如权利要求6所述的方法,其中,所述第一预定量基于所得镜片的重量的百分比,所述注射的百分比大于所得镜片重量的100%。
11.如权利要求10所述的方法,其中,过量百分比的所述注射的聚合物熔体被从所述型腔中排出。
12.如权利要求6所述的方法,其中,闭合所述第一模具嵌件(117)和所述第二模具嵌件(115)进一步包括在所述注射的第一预定量达到所得镜片重量的94%或更大时闭合所述第一模具嵌件(117)和所述第二模具嵌件(117)。
13.如权利要求6所述的方法,其中,闭合所述第一模具嵌件(117)和所述第二模具嵌件(115)进一步包括在所述第一模具嵌件(117)和所述第二模具嵌件(117)被以第二预定间隙分隔开时停止闭合。
14.如权利要求6所述的方法,其中,所述第一预定间隙大于或等于5mm。
15.如权利要求6所述的方法,其中,所述第一模具嵌件(117)镀有镍磷(nip),所述多个倒置微结构(199)形成在nip镀层上。
技术总结
一种模具装置,包括模具,该模具包括第一模具侧(110)和第二模具侧(105),第二模具侧的热导率低于第一模具侧(110)的热导率,第一模具侧(110)包括设置在第一模具侧(110)的表面上的第一模具嵌件(117),第一模具嵌件(117)包括形成在其上的多个倒置微结构(199),多个倒置微结构(199)根据预定的布局来设置,其中第一模具侧(110)的热导率在25℃下为5至1,500W·m<supgt;‑1</supgt;·K<supgt;‑1</supgt;,并且第二模具侧(105)的热导率在25℃下为0.01至2W·m<supgt;‑1</supgt;·K<supgt;‑1</supgt;。
技术研发人员:E·弗伦克,H-W·邱
受保护的技术使用者:依视路国际公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!