一种用于大型风电叶片制造的粘接角模具定位系统的制作方法
本发明涉及一种用于大型风电叶片制造的粘接角模具定位系统。
背景技术:
1、在大型风电叶片制造过程中,粘接角是承担叶片压力面与吸力面粘接的重要部件,而粘接角的定位严重影响着叶片压力面与吸力面的粘接效果,所以粘接角的定位有着非常高的要求。粘接角的弦向位置和角度都必须正确定位。若位置或者角度有偏移,则会导致粘接角错位、粘接角布层褶皱等质量缺陷,从而影响粘接区域的粘接强度,导致无法满足设计粘接强度要求。粘接角质量缺陷的维修需打磨去除缺陷并重新使用粘接角模具定位进行修复。粘接角缺陷维修操作繁琐,延误叶片生产周期并增加人力物力成本。
2、目前,粘接角模具定位的方法有两种,一种是使用定位块进行定位,另一种是使用定位销进行定位。
3、使用定位块进行定位方法存在以下缺点:其一、定位块是粘接于主模具翻边的,生产过程中无法避免与粘接角模具产生磕碰导致粘接脱落,影响粘接角模具的定位。其二、定位块只能对粘接角模具的一边进行限位,另一边无法限位,依旧存在粘接角模具位置不正确风险。
4、使用定位销进行定位方法存在以下缺点:其一、每次放置粘接角模具时需在每个点位手动插入定位销,如个别点位遗漏忘插销或插销未固定好便无法准确定位粘接角模具。其二、定位销存放过程中有零部件丢失风险,若丢失便无法定位粘接角模具。
技术实现思路
1、本发明的目的是为了克服现有技术存在的上述不足,本发明提供一种用于大型风电叶片制造的粘接角模具定位系统。
2、本发明是通过以下技术方案实现的:
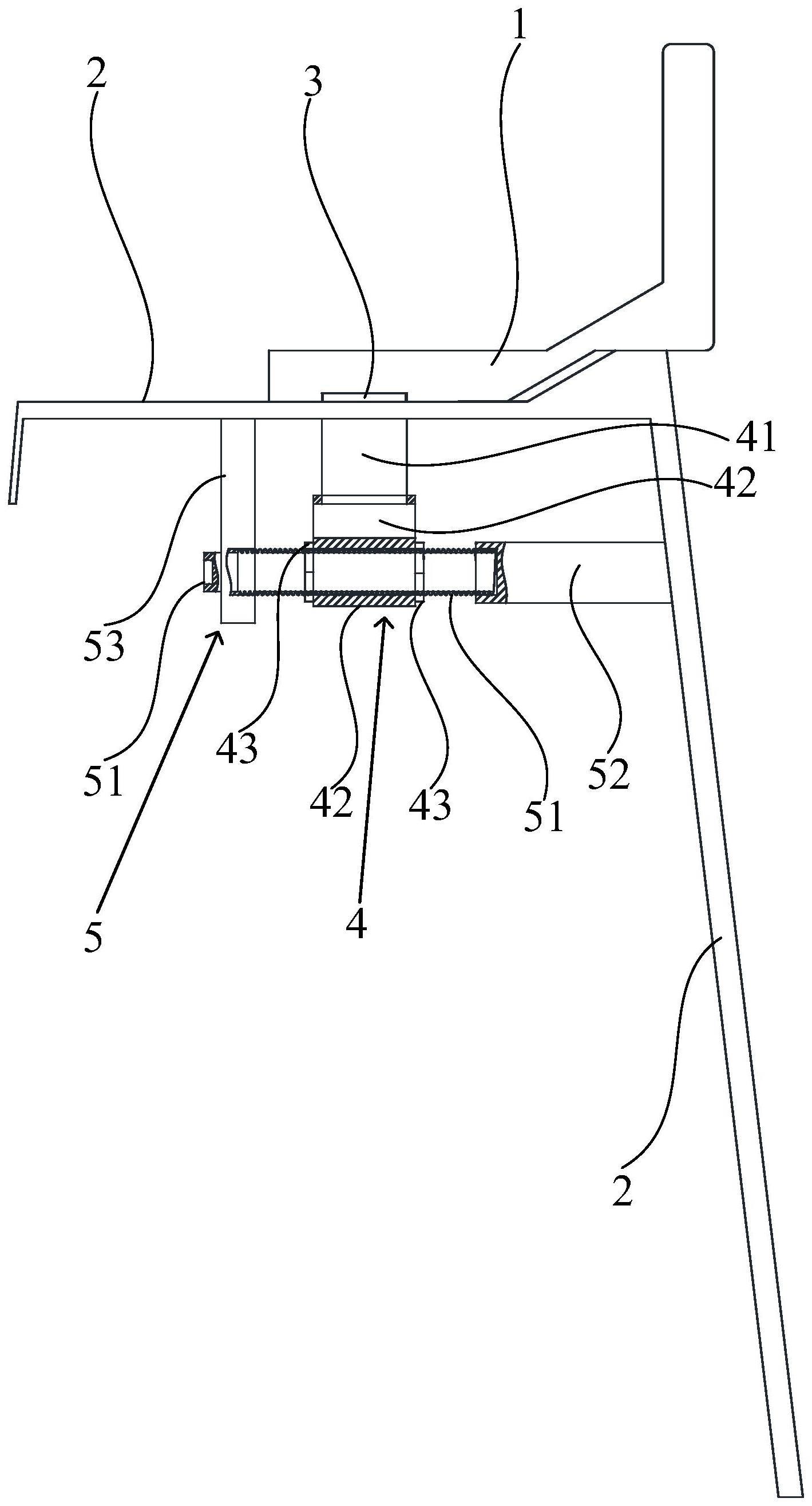
3、一种用于大型风电叶片制造的粘接角模具定位系统,其包括粘接角模具、主模具、吸附件、电磁单元和移动机构,所述粘接角模具设置于所述主模具的顶部,所述吸附件连接于所述粘接角模具并位于所述主模具的顶面,所述电磁单元位于所述主模具的底面,所述移动机构的一端连接于所述主模具的底部,所述移动机构的另一端连接于所述电磁单元并用于驱动所述电磁单元的移动,以使所述电磁单元与所述吸附件的位置对应并通过磁力相吸。
4、进一步地,所述移动机构包括丝杆、第一支撑座和第二支撑座,所述第一支撑座和所述第二支撑座均连接于所述主模具的底部,所述丝杆的一端可转动地连接于所述第一支撑座,所述丝杆的另一端穿设于所述第二支撑座,所述电磁单元位于所述第一支撑座与所述第二支撑座之间,且所述电磁单元螺纹连接于所述丝杆上。
5、进一步地,所述电磁单元包括电磁铁底座和电磁铁,所述电磁铁底座螺纹连接于所述丝杆并在所述丝杆上做直线运动,所述电磁铁的底端连接于所述电磁铁底座,所述电磁铁的顶端贴合于所述主模具的底面。
6、进一步地,所述电磁单元还包括两个六角螺母,两个所述六角螺母均连接于所述丝杆,且两个所述六角螺母抵靠于所述电磁铁底座的两端。
7、进一步地,所述电磁铁底座内具有若干个滚珠,若干个所述滚珠贴合于所述丝杆的螺纹中。
8、进一步地,所述吸附件、所述电磁单元和所述移动机构的数量均为两个,两个所述吸附件分别位于所述粘接角模具的两端。
9、进一步地,所述一种用于大型风电叶片制造的粘接角模具定位系统还包括电源,所述电源通过两根带开关的电线与两个所述电磁铁相连接。
10、进一步地,所述主模具的底部具有滑动槽,所述电磁铁伸入至所述滑动槽内并在所述滑动槽内移动。
11、进一步地,所述电磁铁底座的顶面开设有安装孔,所述电磁铁设置于所述安装孔内。
12、进一步地,所述粘接角模具的底部开设有连接孔,所述吸附件粘接于所述连接孔内。
13、本发明的有益效果在于:
14、本发明的一种用于大型风电叶片制造的粘接角模具定位系统,通过对电磁单元的通电就可以对吸附件进行吸附,使得粘接角模具定位在主模具上;拆卸粘接角模具时只需要断电即可,实现电磁单元不再对吸附件进行吸附。方便拆卸粘接角模具,达到降低人为因素的误差和提高生产效率的目的。同时,通过移动机构实现对电磁单元位置的调整,实现准确定位并固定牢靠粘接角模具,大大降低了粘接角模具位置偏离设计位置的风险。
技术特征:
1.一种用于大型风电叶片制造的粘接角模具定位系统,其特征在于,其包括粘接角模具、主模具、吸附件、电磁单元和移动机构,所述粘接角模具设置于所述主模具的顶部,所述吸附件连接于所述粘接角模具并位于所述主模具的顶面,所述电磁单元位于所述主模具的底面,所述移动机构的一端连接于所述主模具的底部,所述移动机构的另一端连接于所述电磁单元并用于驱动所述电磁单元的移动,以使所述电磁单元与所述吸附件的位置对应并通过磁力相吸。
2.如权利要求1所述的一种用于大型风电叶片制造的粘接角模具定位系统,其特征在于,所述移动机构包括丝杆、第一支撑座和第二支撑座,所述第一支撑座和所述第二支撑座均连接于所述主模具的底部,所述丝杆的一端可转动地连接于所述第一支撑座,所述丝杆的另一端穿设于所述第二支撑座,所述电磁单元位于所述第一支撑座与所述第二支撑座之间,且所述电磁单元螺纹连接于所述丝杆上。
3.如权利要求2所述的一种用于大型风电叶片制造的粘接角模具定位系统,其特征在于,所述电磁单元包括电磁铁底座和电磁铁,所述电磁铁底座螺纹连接于所述丝杆并在所述丝杆上做直线运动,所述电磁铁的底端连接于所述电磁铁底座,所述电磁铁的顶端贴合于所述主模具的底面。
4.如权利要求3所述的一种用于大型风电叶片制造的粘接角模具定位系统,其特征在于,所述电磁单元还包括两个六角螺母,两个所述六角螺母均连接于所述丝杆,且两个所述六角螺母抵靠于所述电磁铁底座的两端。
5.如权利要求3所述的一种用于大型风电叶片制造的粘接角模具定位系统,其特征在于,所述电磁铁底座内具有若干个滚珠,若干个所述滚珠贴合于所述丝杆的螺纹中。
6.如权利要求3所述的一种用于大型风电叶片制造的粘接角模具定位系统,其特征在于,所述吸附件、所述电磁单元和所述移动机构的数量均为两个,两个所述吸附件分别位于所述粘接角模具的两端。
7.如权利要求6所述的一种用于大型风电叶片制造的粘接角模具定位系统,其特征在于,所述一种用于大型风电叶片制造的粘接角模具定位系统还包括电源,所述电源通过两根带开关的电线与两个所述电磁铁相连接。
8.如权利要求3所述的一种用于大型风电叶片制造的粘接角模具定位系统,其特征在于,所述主模具的底部具有滑动槽,所述电磁铁伸入至所述滑动槽内并在所述滑动槽内移动。
9.如权利要求3所述的一种用于大型风电叶片制造的粘接角模具定位系统,其特征在于,所述电磁铁底座的顶面开设有安装孔,所述电磁铁设置于所述安装孔内。
10.如权利要求1所述的一种用于大型风电叶片制造的粘接角模具定位系统,其特征在于,所述粘接角模具的底部开设有连接孔,所述吸附件粘接于所述连接孔内。
技术总结
本发明公开了一种用于大型风电叶片制造的粘接角模具定位系统,其包括粘接角模具、主模具、吸附件、电磁单元和移动机构,所述粘接角模具设置于所述主模具的顶部,所述吸附件连接于所述粘接角模具并位于所述主模具的顶面,所述电磁单元位于所述主模具的底面,所述移动机构的一端连接于所述主模具的底部,所述移动机构的另一端连接于所述电磁单元并用于驱动所述电磁单元的移动,以使所述电磁单元与所述吸附件的位置对应并通过磁力相吸。通过对电磁单元的通电就可以对吸附件进行吸附,且方便拆卸粘接角模具,达到降低人为因素的误差和提高生产效率的目的。实现准确定位并固定牢靠粘接角模具,大大降低了粘接角模具位置偏离设计位置的风险。
技术研发人员:孙元荣,王晓南,张嘉伟
受保护的技术使用者:艾郎科技股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!