一种表皮弱化后的包覆定线工艺的制作方法
本发明属于汽车内饰,具体涉及一种表皮弱化后的包覆定线工艺。
背景技术:
1、目前在汽车内饰设计当中,为了追求仪表板内饰的美观、造型的突破、安全法规的要求,往往都需要在仪表板副驾驶侧增加表皮的弱化和骨架的弱化,为了满足弱化线的轮廓度要求的设计,一般在包覆时,增加弱化位置的表皮定位工装。现有的工装往往在包覆过程中因为操作工序多,且转化基准复杂,会存在工时浪费和辅材浪费的情况。
2、为了提升效率、减少辅材的消耗,需要设计了一种新型的表皮包覆的定线方式。
技术实现思路
1、本发明的目的就是为了解决上述背景技术存在的不足,提供一种表皮弱化后的包覆定线工艺。
2、本发明采用的技术方案是:一种表皮弱化后的包覆定线工艺,包括以下步骤:
3、步骤1:将表皮定位在弱化胎膜上,在表皮b面完成冷刀或滚刀弱化后形成所需的弱化线;
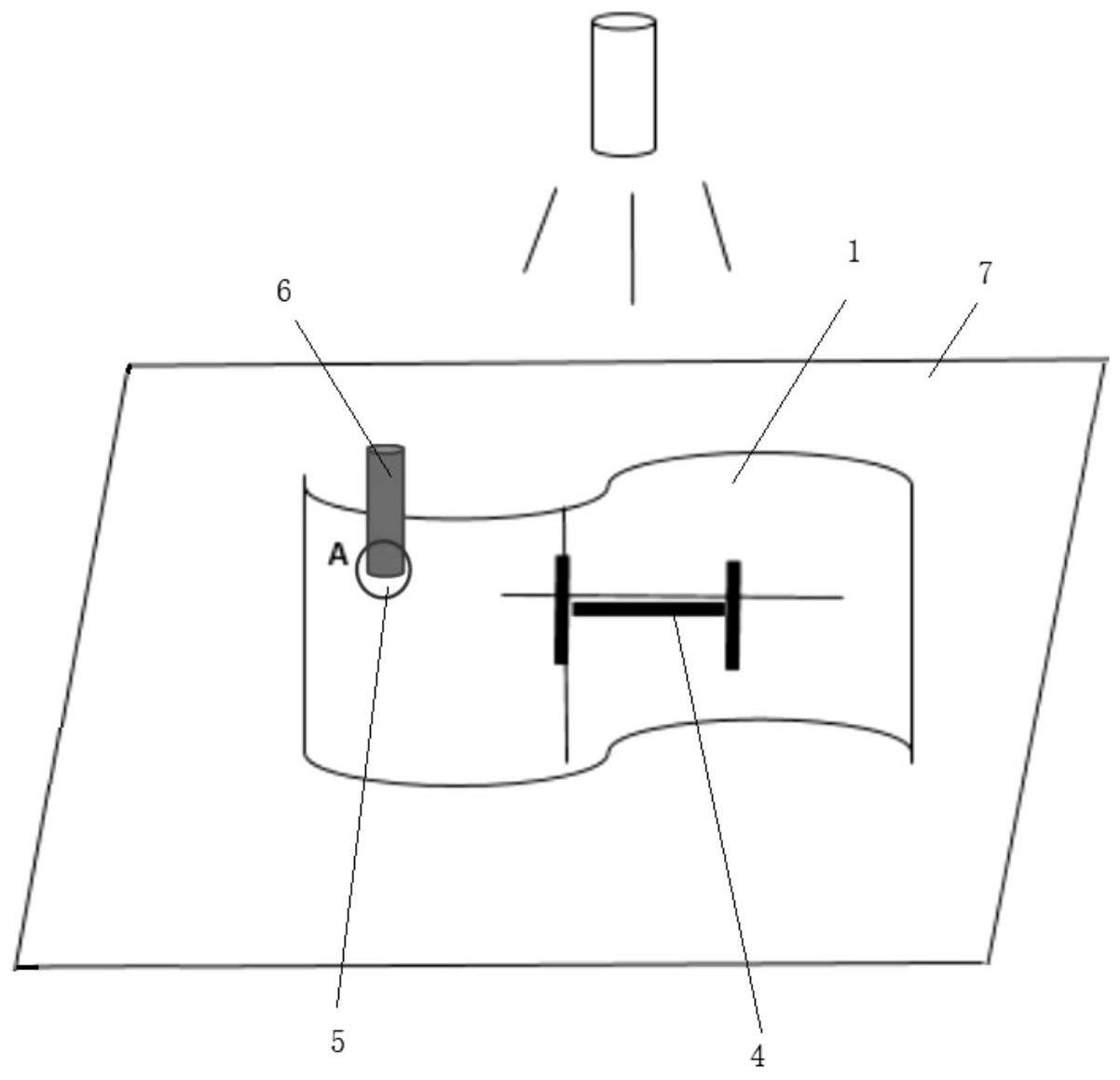
4、步骤2:将上述弱化后的表皮反向固定在第一治具上,采用正向投影的方式,在第一治具上将表皮a面投影出弱化线的位置,并在表皮a面沿着投影光线的位置贴白色胶带,即在表皮a面标识出表皮b面的弱化线位置,为下一步表皮包覆提供a面可视的表皮弱化线位置;
5、步骤3:将骨架放在第二治具上,调整步骤2中的表皮的位置,使表皮上白色胶带沿着投影光线的位置对齐,完成定位,然后热烘枪加热,手工将表皮贴合包覆在骨架上。
6、上述步骤1中,所述表皮上设有定位孔,所述弱化胎膜上设置定位销,所述表皮与弱化胎膜采用定位孔与定位销配合的方式定位。
7、所述弱化胎膜上带有表皮的仿形下沉台阶,所述仿形下沉台阶比表皮的轮廓大0.5mm。
8、上述步骤2中,所述表皮上设有定位孔,所述第一治具上设置定位销,所述表皮与第一治具采用定位孔与定位销配合的方式定位。
9、上述步骤2中,确保射出的投影光线投影在第一治具上的位置与表皮b面弱化线位置一致。
10、上述步骤3中,确保射出的投影光线投影在第二治具上的位置与骨架上的弱化线位置一致。
11、本发明有效的减少定线工序,提升了工作效率、节省了辅材的消耗。
12、本发明确保骨架和表皮弱化后的位置度偏差小于等于2mm以内,有效的确保表皮在往骨架上包覆的时候表皮的弱化线位置和骨架的弱化线位置重合,减少包覆过程中的误差。
13、本发明解决了弱化后的表皮在包覆时由于无法目视b面的弱化线位置,而使得表皮和骨架的弱化线错位的问题,提升了产品的良品率和包覆的效率。
技术特征:
1.一种表皮弱化后的包覆定线工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种表皮弱化后的包覆定线工艺,其特征在于:上述步骤1中,所述表皮上设有定位孔,所述弱化胎膜上设置定位销,所述表皮与弱化胎膜采用定位孔与定位销配合的方式定位。
3.根据权利要求1或2所述的一种表皮弱化后的包覆定线工艺,其特征在于:所述弱化胎膜上带有表皮的仿形下沉台阶,所述仿形下沉台阶比表皮的轮廓大0.5mm。
4.根据权利要求1所述的一种表皮弱化后的包覆定线工艺,其特征在于:上述步骤2中,所述表皮上设有定位孔,所述第一治具上设置定位销,所述表皮与第一治具采用定位孔与定位销配合的方式定位。
5.根据权利要求1所述的一种表皮弱化后的包覆定线工艺,其特征在于:上述步骤2中,确保射出的投影光线投影在第一治具上的位置与表皮b面弱化线位置一致。
6.根据权利要求1所述的一种表皮弱化后的包覆定线工艺,其特征在于:上述步骤3中,确保射出的投影光线投影在第二治具上的位置与骨架上的弱化线位置一致。
技术总结
本发明公开了一种表皮弱化后的包覆定线工艺。它包括步骤1:将表皮定位在弱化胎膜上,在表皮B面完成冷刀或滚刀弱化后形成所需的弱化线;步骤2:将上述弱化后的表皮反向固定在第一治具上,采用正向投影的方式,在第一治具上将表皮A面投影出弱化线的位置,并在表皮A面沿着投影光线的位置贴白色胶带,即在表皮A面标识出表皮B面的弱化线位置;步骤3:将骨架放在第二治具上,调整步骤2中的表皮的位置,使表皮上白色胶带沿着投影光线的位置对齐,完成定位,然后热烘枪加热,手工将表皮贴合包覆在骨架上。本发明解决了弱化后的表皮在包覆时由于无法目视B面的弱化线位置,而使得表皮和骨架的弱化线错位的问题,提升了产品的良品率和包覆的效率。
技术研发人员:李明武,刘艳明,余燕龙,饶隆泉,李洪志
受保护的技术使用者:东风佛吉亚汽车内饰有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!