一种造口底盘花纹成型方法及系统、造口底盘、造口袋与流程
本申请涉及医用耗材生产制造,特别涉及一种造口底盘花纹成型方法。还涉及一种造口底盘花纹成型系统以及生产的造口底盘和造口袋。
背景技术:
1、造口底盘是造口袋核心组件,底盘可以分别与袋体、焊环进行焊合,形成一件式造口袋和两件式造口袋。一件式造口袋,是底盘和袋子连在一起的;每次更换的时候,要整个袋子一起撕下来,清洁皮肤后重新贴上。两件式造口袋,底盘是独立的,可以把袋体取下来,底盘可以继续贴着,只更换袋子。
2、造口底盘的质量对造口袋的性能起到了至关重要的作用。为了增强底盘的粘附性能,对底盘的样式进行设计,例如螺旋式涂胶底盘,边薄中厚的底盘,花纹状底盘的设计,来增强底盘粘性,提高产品性能。目前对于造口底盘的加工主要是将水胶体材料通过100℃-150℃温度进行涂布制成卷材,然后对卷材进行加热,利用模具实现不同样式底盘的制备。上述两步法的生产工艺,会对胶体进行二次加热,受热不均匀会导致产品最终性能收到影响;另外,水胶体卷材背衬膜受热后变形,二次成型过程中背衬膜存在与胶体分离的情况发生,使性能受到影响。
技术实现思路
1、本申请的目的是提供一种造口底盘花纹成型方法,采用一步法进行造口底盘花纹成型,避免了胶体及背衬膜的二次受热和二次成型,方便简单快捷,生产率高,产品质量稳定;可以直接配合裁切模具,一步生产出成品。本申请的另一目的是提供一种造口底盘花纹成型系统以及生产的造口底盘和造口袋。
2、为实现上述目的,本申请提供一种造口底盘花纹成型方法,包括:
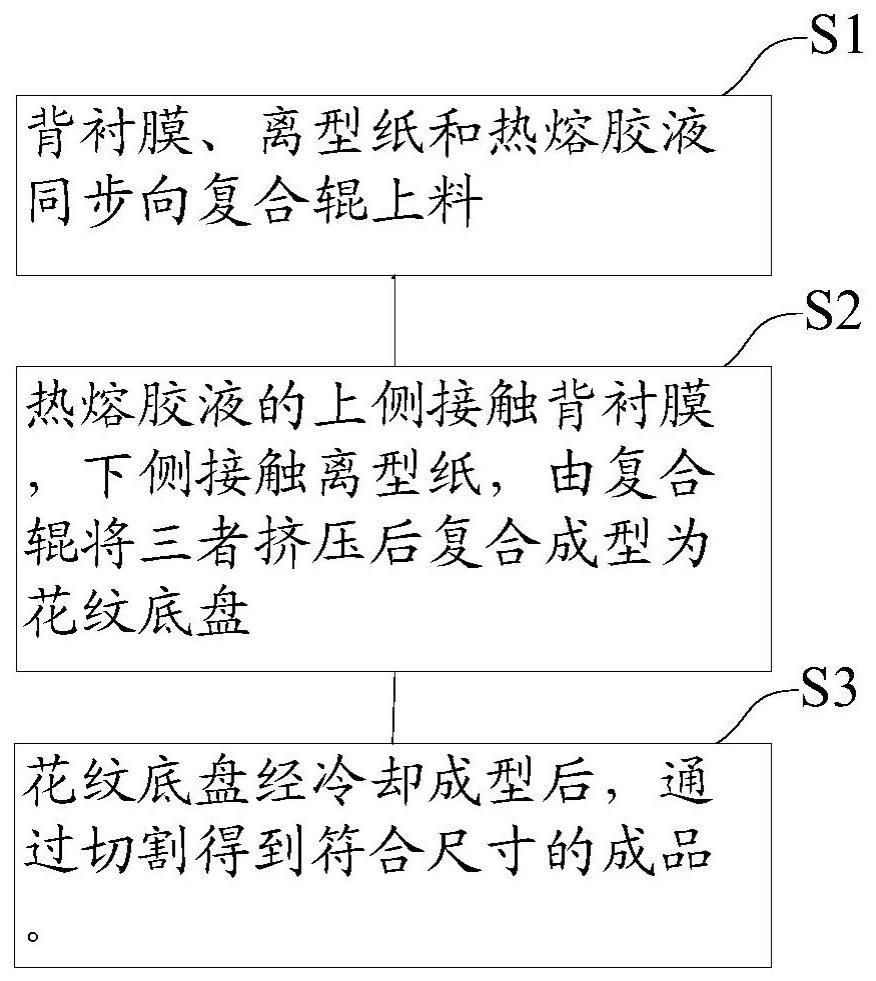
3、s1、背衬膜、离型纸和热熔胶液同步向复合辊上料;
4、s2、所述热熔胶液的上侧接触所述背衬膜,下侧接触所述离型纸,由所述复合辊将三者挤压后复合成型为花纹底盘;
5、s3、所述花纹底盘经冷却成型后,通过切割得到符合尺寸的成品。
6、在一些实施例中,所述s1具体包括:
7、s11、利用放料辊进行背衬膜和离型纸向复合辊上料;
8、s12、利用螺杆挤出机进行热熔胶液向复合辊上料。
9、在一些实施例中,所述s12具体包括:
10、s121、利用加料槽向螺杆挤出机加入热熔胶液,并利用螺杆挤出机将所述热熔胶液挤入储液槽,最终经由所述储液槽进行热熔胶液向复合辊上料;
11、s122、在所述螺杆挤出机及所述储液槽处对所述热熔胶液进行保温或加热。
12、在一些实施例中,所述s3具体包括:
13、s31、利用传送带传输所述花纹底盘,并利用冷却风机对所述花纹底盘进行冷却成型;
14、s32、利用模切机对冷却成型的所述花纹底盘进行切割得到符合尺寸的成品,并利用机械手取出所述成品。
15、在一些实施例中,所述热熔胶液的组分包括热熔压敏胶和吸水高分子颗粒,所述热熔胶液的熔点为80℃~140℃。
16、在一些实施例中,所述背衬膜为eva膜或tpe膜或聚氨酯膜或pvc膜,所述背衬膜的熔点为80℃~140℃。
17、本申请还提供了一种造口底盘花纹成型系统,应用于上述造口底盘花纹成型方法,包括:
18、上料装置,用于实现背衬膜、离型纸和热熔胶液同步向复合辊上料;
19、复合辊,用于实现背衬膜、离型纸和热熔胶液挤压后复合成型为花纹底盘;
20、冷却装置,用于实现花纹底盘的冷却成型;
21、冲切装置,用于实现冷却成型的花纹底盘切割得到符合尺寸的成品。
22、在一些实施例中,所述造口底盘花纹成型系统还包括传送带、机械手和收卷辊,所述传送带设置在所述复合辊的下侧,所述复合辊位于所述传送带的首端,所述收卷辊设置在所述传送带的尾端,所述机械手设置在所述收卷辊的前方,所述收卷辊用于实现背衬膜的回收,所述机械手用于实现成品的取出;
23、所述上料装置包括:用于实现背衬膜向复合辊上料的第一放料辊,用于离型纸向复合辊上料的第二放料辊,用于实现热熔胶液向复合辊上料的加料槽、螺杆挤出机和储液槽。
24、所述冷却装置包括设置在所述复合辊后方的冷却风机;
25、所述冲切装置包括设置在所述冷却装置后方的模切机。
26、本申请还提供了一种造口底盘,利用上述造口底盘花纹成型方法生产。
27、本申请还提供了一种造口袋,包括上述造口底盘。
28、相对于上述背景技术,本申请所提供的造口底盘花纹成型方法包括以下步骤:背衬膜、离型纸和热熔胶液同步向复合辊上料;热熔胶液的上侧接触背衬膜,下侧接触离型纸,由复合辊将三者挤压后复合成型为花纹底盘;花纹底盘经冷却成型后,通过切割得到符合尺寸的成品。
29、上述造口底盘花纹成型方法,采用一步法进行造口底盘花纹成型,避免了胶体及背衬膜的二次受热和二次成型,方便简单快捷,生产率高,产品质量稳定;可以直接配合裁切模具,一步生产出成品。
技术特征:
1.一种造口底盘花纹成型方法,其特征在于,包括:
2.根据权利要求1所述的造口底盘花纹成型方法,其特征在于,所述s1具体包括:
3.根据权利要求2所述的造口底盘花纹成型方法,其特征在于,所述s12具体包括:
4.根据权利要求1所述的造口底盘花纹成型方法,其特征在于,所述s3具体包括:
5.根据权利要求1所述的造口底盘花纹成型方法,其特征在于,所述热熔胶液的组分包括热熔压敏胶和吸水高分子颗粒,所述热熔胶液的熔点为80℃~140℃。
6.根据权利要求1所述的造口底盘花纹成型方法,其特征在于,所述背衬膜为eva膜或tpe膜或聚氨酯膜或pvc膜,所述背衬膜的熔点为80℃~140℃。
7.一种造口底盘花纹成型系统,应用于如权利要求1至6任一项所述的造口底盘花纹成型方法,其特征在于,包括:
8.根据权利要求7所述的造口底盘花纹成型系统,其特征在于,还包括传送带、机械手和收卷辊,所述传送带设置在所述复合辊的下侧,所述复合辊位于所述传送带的首端,所述收卷辊设置在所述传送带的尾端,所述机械手设置在所述收卷辊的前方,所述收卷辊用于实现背衬膜的回收,所述机械手用于实现成品的取出;
9.一种造口底盘,其特征在于,利用如权利要求1至6任一项所述的造口底盘花纹成型方法生产。
10.一种造口袋,其特征在于,包括如权利要求9所述的造口底盘。
技术总结
本申请公开了一种造口底盘花纹成型方法及系统、造口底盘、造口袋,造口底盘花纹成型方法包括以下步骤:背衬膜、离型纸和热熔胶液同步向复合辊上料;热熔胶液的上侧接触背衬膜,下侧接触离型纸,由复合辊将三者挤压后复合成型为花纹底盘;花纹底盘经冷却成型后,通过切割得到符合尺寸的成品。上述造口底盘花纹成型方法,采用一步法进行造口底盘花纹成型,避免了胶体及背衬膜的二次受热和二次成型,方便简单快捷,生产率高,产品质量稳定;可以直接配合裁切模具,一步生产出成品。
技术研发人员:薛芮鹏,林英崇,于芸洁,王文鹏
受保护的技术使用者:威海威高优瑞生物材料有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!