一种汽车注塑件翘曲定型机构的制作方法
本发明涉及汽车注塑领域,具体涉及一种汽车注塑件翘曲定型机构。
背景技术:
1、注塑是批量生产某些形状复杂部件时用到的一种加工方法,主要应用于工业领域,注塑过程为把受热融化的材料由高压射入注塑模具的模腔,经冷却固化后,得到塑料制品,在汽车制造等众多领域中应用广泛。
2、目前,注塑件特别是大型薄壁类注塑件翘曲变形是影响注塑件质量的一个突出问题,通常,翘曲变形比较严重的注塑件往往采用更改零件的结构、增加加强筋、改变材料、加热后重塑、优化模具的结构等加以解决。
3、当前的汽车注塑件翘曲定型机构,一般仅能实现单边的翘曲结构,实现多边立体汽车注塑件的翘曲定型结构往往采用一体化的结构,整体笨重,无法实现不同造型注塑件和不同翘曲定型的要求,且需要外部的支撑结构进行支撑,效率低下,适应调节型差,质量不佳。
技术实现思路
1、为解决上述技术问题,本发明提供一种汽车注塑件翘曲定型机构。
2、为实现上述目的,本发明提供如下技术方案:
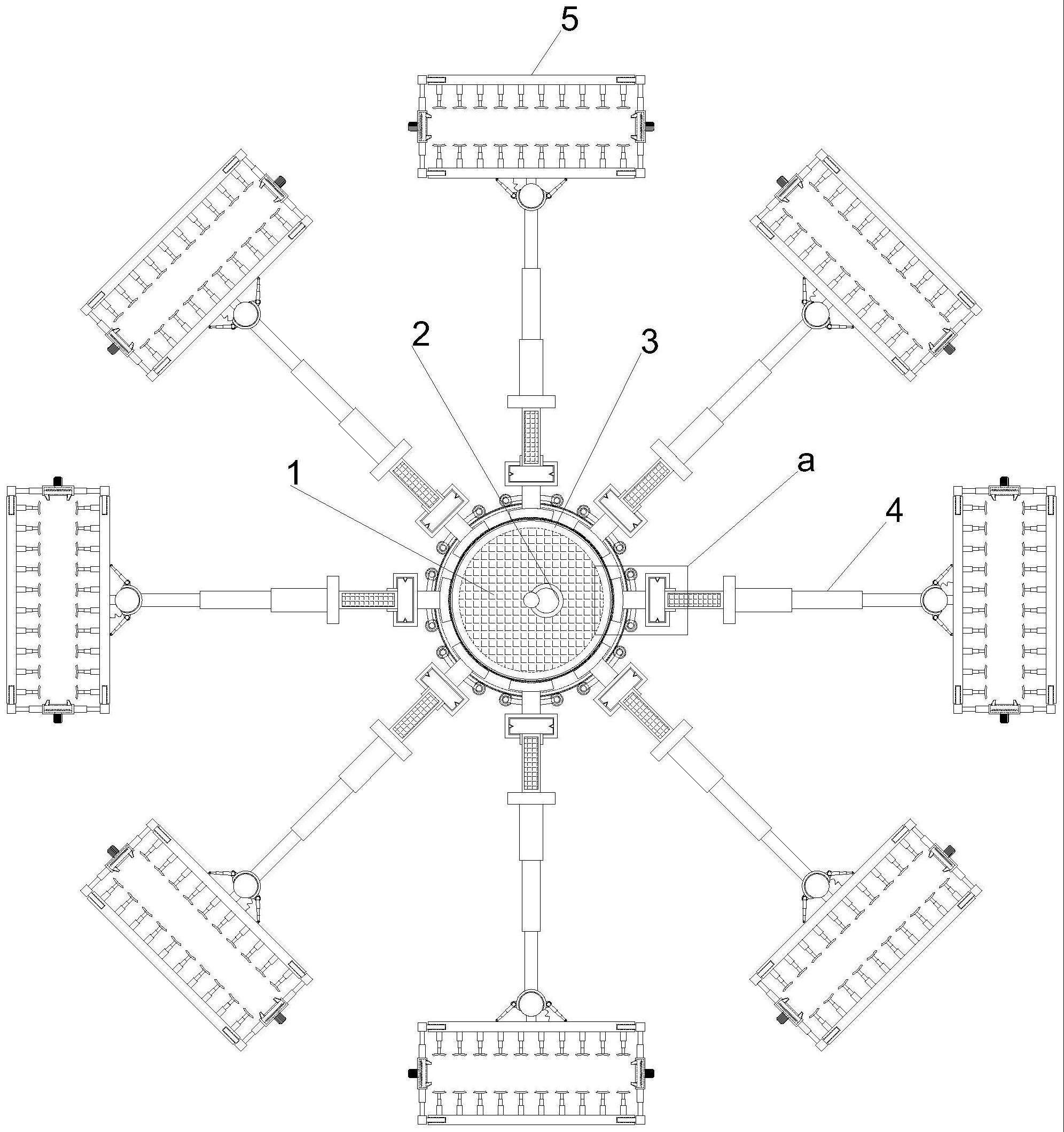
3、一种汽车注塑件翘曲定型机构,包括支撑安装盘,支撑安装盘的一侧设置有挂钩,还包括:
4、若干个转动定位模块,转动定位模块设置在支撑安装盘的外侧,用于转动变位调节;
5、组合调节模块,均配合转动定位模块安装,用于长度和空间角度的调节,包括支撑伸缩柱,支撑伸缩柱的一端设置有角度调节结构;
6、翘曲定型模块,通过角度调节结构与支撑伸缩柱连接,包括正对设置的翘曲定型板,用于对注塑件的翘曲定型。
7、作为本发明进一步的方案:所述转动定位模块包括支撑安装盘边缘内凹设置的限位转动槽,配合限位转动槽设置有限位转动柱,限位转动柱向外设置有定位安装架,定位安装架伸出限位转动槽。
8、作为本发明进一步的方案:所述限位转动槽的内侧设置有导电环,限位转动柱配合导电环设置有导电槽,定位安装架的两侧对称设置有驱动阻尼齿轮,支撑安装盘的外侧配合驱动阻尼齿轮设置有齿环,支撑安装盘的内部设置有蓄电池。
9、作为本发明进一步的方案:所述组合调节模块包括定位安装架外端设置的组合安装套,配合组合安装套设置的组合安装柱,组合安装柱的外端设置有组合安装架,组合安装架的外端与支撑伸缩柱连接。
10、作为本发明进一步的方案:所述组合安装套的内侧设置有定位导电柱,组合安装柱配合定位导电柱设置有定位导电槽,组合安装架的内部嵌入有接力蓄电池。
11、作为本发明进一步的方案:所述角度调节结构包括支撑伸缩柱外端设置的球轴套,配合球轴套设置有转向球轴,转向球轴的外端与翘曲定型板连接,球轴套外侧等角度设置有若干转动伸缩柱,转动伸缩柱的两端分别通过转轴与球轴套和翘曲定型板连接,球轴套与翘曲定型板之间连接有导线。
12、作为本发明进一步的方案:所述翘曲定型模块还包括翘曲定型板两端连接设置的调距导流结构,翘曲定型板正对的一侧设置有多干作业伸缩柱,作业伸缩柱的外端均设置有橡胶垫片。
13、作为本发明进一步的方案:所述调距导流结构包括导流罩,导流罩的两端对称设置有调距伸缩柱,调距伸缩柱的外端均设置有错位安装柱,错位安装柱均伸入翘曲定型板设置有固定导电柱,翘曲定型板配合固定导电柱设置有固定导电孔。
14、作为本发明进一步的方案:两侧的导流罩正对一侧均设置有变径吹风管,导流罩的另一侧均设置有高压风机,高压风机与变径吹风管通过导流罩连通。
15、作为本发明再进一步的方案:所述导流罩的内部均设置有电辅热元件。
16、与现有技术相比,本发明的有益效果是:
17、通过组合式的安装机构,使得装置既能够实现简单汽车注塑件的翘曲定型作业,还能够组合实现多边立体汽车注塑件的翘曲定型作业,作业面更广,互换性好,维护性能强;
18、通过多项调节,使得装置能够实现不同角度的作业,同时多点翘曲定型的接触作业,使得翘曲的作业受力均匀,不易产生二次形变,翘曲定型的精度更高,且针对多边立体的汽车注塑件,无需外部的的支撑即可实现翘曲定型作业。
技术特征:
1.一种汽车注塑件翘曲定型机构,包括支撑安装盘(3),支撑安装盘(3)的一侧设置有挂钩(2),其特征在于,还包括:
2.根据权利要求1所述的一种汽车注塑件翘曲定型机构,其特征在于:所述转动定位模块包括支撑安装盘(3)边缘内凹设置的限位转动槽(9),配合限位转动槽(9)设置有限位转动柱(6),限位转动柱(6)向外设置有定位安装架(12),定位安装架(12)伸出限位转动槽(9)。
3.根据权利要求2所述的一种汽车注塑件翘曲定型机构,其特征在于:所述限位转动槽(9)的内侧设置有导电环(8),限位转动柱(6)配合导电环(8)设置有导电槽(7),定位安装架(12)的两侧对称设置有驱动阻尼齿轮(11),支撑安装盘(3)的外侧配合驱动阻尼齿轮(11)设置有齿环(10),支撑安装盘(3)的内部设置有蓄电池(1)。
4.根据权利要求2所述的一种汽车注塑件翘曲定型机构,其特征在于:所述组合调节模块包括定位安装架(12)外端设置的组合安装套(13),配合组合安装套(13)设置的组合安装柱(14),组合安装柱(14)的外端设置有组合安装架(16),组合安装架(16)的外端与支撑伸缩柱(4)连接。
5.根据权利要求4所述的一种汽车注塑件翘曲定型机构,其特征在于:所述组合安装套(13)的内侧设置有定位导电柱(18),组合安装柱(14)配合定位导电柱(18)设置有定位导电槽(17),组合安装架(16)的内部嵌入有接力蓄电池(15)。
6.根据权利要求1所述的一种汽车注塑件翘曲定型机构,其特征在于:所述角度调节结构包括支撑伸缩柱(4)外端设置的球轴套(19),配合球轴套(19)设置有转向球轴(22),转向球轴(22)的外端与翘曲定型板(5)连接,球轴套(19)外侧等角度设置有若干转动伸缩柱(21),转动伸缩柱(21)的两端分别通过转轴与球轴套(19)和翘曲定型板(5)连接,球轴套(19)与翘曲定型板(5)之间连接有导线(20)。
7.根据权利要求1所述的一种汽车注塑件翘曲定型机构,其特征在于:所述翘曲定型模块还包括翘曲定型板(5)两端连接设置的调距导流结构,翘曲定型板(5)正对的一侧设置有多干作业伸缩柱(30),作业伸缩柱(30)的外端均设置有橡胶垫片(29)。
8.根据权利要求7所述的一种汽车注塑件翘曲定型机构,其特征在于:所述调距导流结构包括导流罩(25),导流罩(25)的两端对称设置有调距伸缩柱(24),调距伸缩柱(24)的外端均设置有错位安装柱(23),错位安装柱(23)均伸入翘曲定型板(5)设置有固定导电柱(31),翘曲定型板(5)配合固定导电柱(31)设置有固定导电孔(32)。
9.根据权利要求8所述的一种汽车注塑件翘曲定型机构,其特征在于:两侧的导流罩(25)正对一侧均设置有变径吹风管(28),导流罩(25)的另一侧均设置有高压风机(26),高压风机(26)与变径吹风管(28)通过导流罩(25)连通。
10.根据权利要求9所述的一种汽车注塑件翘曲定型机构,其特征在于:所述导流罩(25)的内部均设置有电辅热元件(27)。
技术总结
本发明公开了一种汽车注塑件翘曲定型机构,包括支撑安装盘,支撑安装盘的一侧设置有挂钩,还包括:若干个转动定位模块,转动定位模块设置在支撑安装盘的外侧;组合调节模块,均配合转动定位模块安装,包括支撑伸缩柱,支撑伸缩柱的一端设置有角度调节结构;翘曲定型模块,通过角度调节结构与支撑伸缩柱连接,包括正对设置的翘曲定型板,通过组合式的安装机构,使得装置既能够实现简单汽车注塑件的翘曲定型作业,还能够组合实现多边立体汽车注塑件的翘曲定型作业,作业面更广,互换性好,维护性能强;通过多项调节,使得装置能够实现不同角度的作业,同时多点翘曲定型的接触作业,使得翘曲的作业受力均匀,不易产生二次形变,翘曲定型的精度更高。
技术研发人员:蔡卫东,王海峰,杨本志,陈凯,陈为
受保护的技术使用者:江苏莘翔机电股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!