一种弧形气囊的制作方法与流程
本发明一种弧形气囊的制作方法涉及热塑性材质两片式空气气囊的制作方法,尤其是涉及医疗卫生领域血压计、血栓仪等类似产品使用的气囊制作方法。
背景技术:
1、现实中医疗卫生领域使用的臂腕式血压计、血栓仪等产品,其采用的气囊于血压计臂带中随臂带紧紧的缠在手臂上,形成具有一定宽度的环形区域。当给气囊充气使气囊处于充气状态时,此时气囊与人体皮肤具有接触面,为使该接触面较大,人们使用弧形气囊,该气囊未充气时具有一定弧度,充气后气囊膨胀鼓起仍具有一定弧度,因此其气囊膨胀鼓起后形成的轮廓可紧贴环绕人体皮肤,使接触面较大,使得气囊对血管的有效压迫面积较大,能够有效实现对血管的压迫,故而提高了仪器测量精度。而两片式弧形气囊的制作,由于上片材和下片材大小不一致,在制作过程中上片材和下片材熔接时其气囊接合缘边常常会产生褶皱,该褶皱会使得气囊在使用时漏气,影响产品质量,同时每个气囊褶皱位置不一也会使生产的气囊其弧度不一,尤其是充气后弧形不一,也影响气囊的质量。再者褶皱的存在也影响产品外形的美观度。
技术实现思路
1、本发明的目的在于提供一种弧形气囊的制作方法,以克服现有技术弧形气囊的不足,消除褶皱,实现所生产的弧形气囊其接合缘边的内圆弧无褶皱,在弧形气囊充气膨胀后,有适度的弯曲以适应圆形部位,有效增加与圆形部位的实际接触面实现对血管的压迫,提高仪器测量精度及功效。
2、本发明的技术方案是:一种弧形气囊的制作方法,包括弧形气囊的上片材和下片材,所述上片材和下片材均为热塑性片材,在料材长度方向上所述上片材长于所述下片材;其特征在于还包括拉伸治具;弧形气囊的熔接模具;所述弧形气囊采用以下方法制做:
3、s1:将裁切好的上片材叠放于下片材上,使上片材和下片材在料材长度方向上的两端对齐,也即是上片材左端部与下片材左端部对齐,上片材右端部与下片材右端部对齐;此时上片材中部会向上拱起;此时将上片材左端部与下片材左端部高频熔接,将上片材右端部与下片材右端部高频熔接,而后使用拉伸治具让上片材左端部与下片材左端部,让上片材右端部与下片材右端部,向两边拉,直至上片材中部拱起消失变平展,此时在拉伸模具上其上片材和下片材平行叠放;
4、s2:继s1,将拉伸治具移位使上片材和下片材一起移至热熔模具;
5、s3:继s2,将上片材和下片材高频熔接,使上片材和下片材闭环接合固定成一体,形成气囊接合缘边;
6、s4:继s3,修边,沿气囊接合缘边将上片材和下片材多余部位切除,从模具中取出,上片材和下片材按自身长度收缩恢复,制成弧形气囊。
7、上述的一种弧形气囊的制作方法,所述拉伸治具包括所述拉伸治具包括在一支架上设置的相距一定距离的左固定部和右固定部以及用于卡固所述右固定部的卡位部,所述右固定部可移动;在所述左固定部上设置有左端夹持部,在右固定部上设置有右端夹持部;所述左固定部与卡位部之间距离根据气囊大小预先设定;其步骤s1:将裁切好的上片材叠放于下片材上,使上片材和下片材在料材长度方向上的两端对齐粘接,也即是上片材左端部与下片材左端部对齐粘接,上片材右端部与下片材右端部对齐粘接;此时上片材中部会向上拱起;此时使用拉伸治具的左端夹持部夹紧上片材左端部与下片材左端部,使用拉伸治具的右端夹持部夹紧上片材右端部与下片材右端部,而后向两边拉左端夹持部和右端夹持部,直至上片材中部拱起消失变平展,将两边拉左端夹持部和右端夹持部分别卡设于所述左固定部与所述右固定部,此时在拉伸模具上其上片材和下片材平行叠放。
8、上述的一种弧形气囊的制作方法,所述拉伸治具包括支架,在该支架上设有左固定部和可滑动的右固定部,还设有该右固定部的卡位部,在所述左固定部上设有数个圆柱第一固定杆,在所述右固定部上设有数个圆柱第二固定杆,所述弧形气囊采用以下方法制做:
9、s1:设计计算好上片材和下片材的尺寸大小;按照计算好的数据进行裁切上片材以及下片材;并按照计算的数据对上片材定点位置即上片材左端部和上片材右端部进行穿孔作业形成上片材左固定孔和上片材右固定孔,按照计算的数据对下片材的定点位置即下片材左端部和下片材右端部进行穿孔作业形成下片材左固定孔和下片材右固定孔;
10、s2:继s1,先将下片材通过下片材左固定孔以及下片材右固定孔分别套装于所述左固定部上的第一固定杆以及所述右固定部的第二固定杆,而后再将上片材通过上片材左固定孔以及上片材右固定孔分别套装于所述左固定部上的第一固定杆以及所述右固定部的第二固定杆,此时上片材叠放于下片材上,使上片材和下片材在料材长度方向上的两端对齐,也即是上片材左端部与下片材左端部对齐,上片材右端部与下片材右端部对齐;此时上片材中部会向上拱起;施加作用力使右固定部外拉直至上片材中部拱起消失变平展,此时上片材和下片材平展叠放;将右固定部置于卡位部固定;
11、s3:继s2,将拉伸治具移位至热熔模具也即将上片材和下片材一起移至热熔模具;
12、s4:继s3,将上片材和下片材高频熔接,使上片材和下片材闭环接合固定成一体,形成气囊接合缘边;
13、s5:继s4,修边,沿气囊接合缘边将上片材和下片材多余部位切除,从模具中取出,上片材和下片材按自身长度收缩恢复,制成弧形气囊。
14、上述的一种弧形气囊的制作方法,所述固定架上的数个圆柱第一固定杆,以及所述移动架上的数个圆柱第二固定杆以支架的纵轴和横轴对称设置;所述上片材的上片材左固定孔以及上片材右固定孔、下片材的下片材左固定孔以及下片材右固定孔亦以气囊的纵轴和横轴对称设置。
15、本发明的有益效果是将上片材叠放于下片材上向两边拉直至上片材中部拱起消失平展,此时上片材和下片材都处于平整状态,然后置于热熔模具进行高频熔接,使上片材和下片材接合固定成一体制成气囊。此种方法生产的弧形气囊其接合缘边的内圆弧就不会产生褶皱,其气囊未充气时是弧形形态,充气后其气囊亦是弧形形态,没有褶皱不会漏气,产品稳定性好,质量可靠。
技术特征:
1.一种弧形气囊的制作方法,包括弧形气囊的上片材和下片材,所述上片材和下片材均为热塑性片材,在料材长度方向上所述上片材长于所述下片材;其特征在于还包括拉伸治具;弧形气囊的熔接模具;所述弧形气囊采用以下方法制做:
2.根据权利要求1所述的一种弧形气囊的制作方法,其特征在于所述s1:将裁切好的上片材叠放于下片材上,使上片材和下片材在料材长度方向上的两端对齐,也即是上片材左端部与下片材左端部对齐,上片材右端部与下片材右端部对齐;此时上片材中部会向上拱起;此时将上片材左端部与下片材左端部高频熔接,将上片材右端部与下片材右端部高频熔接,而后使用拉伸治具让上片材左端部与下片材左端部,让上片材右端部与下片材右端部,向两边拉,直至上片材中部拱起消失变平展,此时在拉伸模具上其上片材和下片材平行叠放。
3.根据权利要求2所述的一种弧形气囊的制作方法,其特征在于所述拉伸治具包括在一支架上设置的相距一定距离的左固定部和右固定部以及用于卡固所述右固定部的卡位部,所述右固定部可移动;在所述左固定部上设置有左端夹持部,在右固定部上设置有右端夹持部;所述左固定部与卡位部之间距离根据气囊大小预先设定;其步骤s1:将裁切好的上片材叠放于下片材上,使上片材和下片材在料材长度方向上的两端对齐粘接,也即是上片材左端部与下片材左端部对齐粘接,上片材右端部与下片材右端部对齐粘接;此时上片材中部会向上拱起;此时使用拉伸治具的左端夹持部夹紧上片材左端部与下片材左端部,使用拉伸治具的右端夹持部夹紧上片材右端部与下片材右端部,而后向两边拉左端夹持部和右端夹持部,直至上片材中部拱起消失变平展,将两边拉左端夹持部和右端夹持部分别卡设于所述左固定部与所述右固定部,此时在拉伸模具上其上片材和下片材平行叠放。
4.根据权利要求2所述的一种弧形气囊的制作方法,其特征在于所述拉伸治具包括支架,在该支架上设有左固定部和可滑动的右固定部,还设有该右固定部的卡位部,在所述左固定部上设有数个圆柱第一固定杆,在所述右固定部上设有数个圆柱第二固定杆,所述弧形气囊采用以下方法制做:
5.根据权利要求4所述的一种弧形气囊的制作方法,其特征在于所述左固定部上的数个圆柱第一固定杆,以及所述右固定部上的数个圆柱第二固定杆以支架的纵轴和横轴对称设置;所述上片材的上片材左固定孔以及上片材右固定孔、下片材的下片材左固定孔以及下片材右固定孔亦以气囊的纵轴和横轴对称设置。
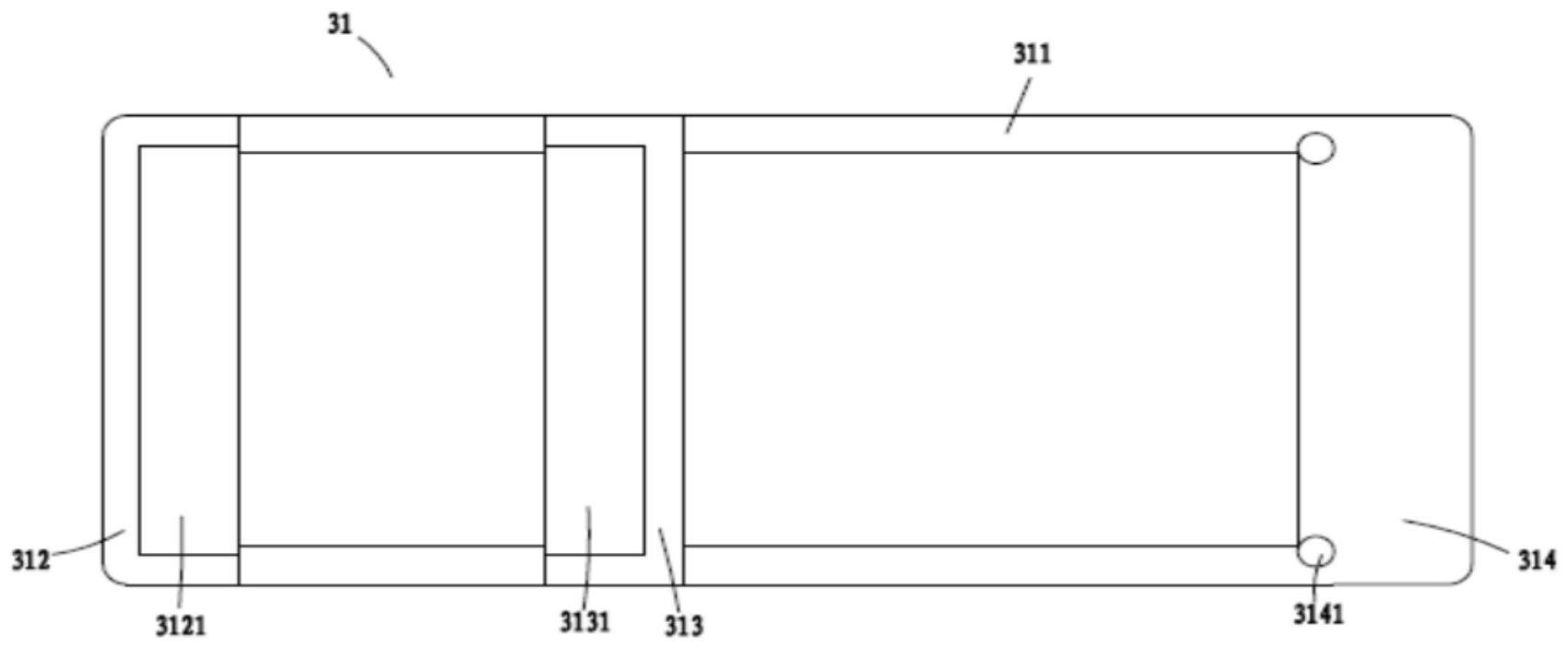
6.根据权利要求5所述的一种弧形气囊的制作方法,其特征在于所述s2:在s1的基础上,先设定好第一固定杆3125与第二固定杆3135之间的距离,使其符合预设气囊的距离;然后将下片材2通过拉伸模具31左端夹持部3121和右端夹持部3131夹住下片材2的两端,平拉使其伸长待下片材左固定孔231以及下片材右固定孔241符合拉伸治具设置的第一固定杆3125和第二固定杆3135的距离时,将下片材2套装于所述左固定部312上的第一固定杆3125以及所述右固定部313上的第二固定杆3135,而后再将上片材1通过上片材左固定孔131以及上片材右固定孔141套装于所述第一固定杆3125以及所述第二固定杆3135;此时上片材1平整叠放于下片材2上,然后在依照步骤s3继续,最终获得弧形气囊。
技术总结
本发明一种弧形气囊的制作方法涉及热塑性材质空气气囊的制作方法。将上片材叠放于下片材上,使上片材和下片材在料材长度方向上的两端对齐并熔接,向两边拉直至上片材中部拱起消失变平展;在所述上片材四边和下片材四边分别贯穿数个固定孔;将上片材和下片材叠放其固定孔穿过所述下熔接模的数个固定杆,使上片材和下片材固定于下熔接模上;将上片材和下片材高频熔接,使上片材和下片材接合固定成一体,形成气囊接合缘边;沿气囊接合缘边将上片材和下片材余边切除,从模具中取出,上下片材会按自身长度收缩恢复,制成弧形气囊。本发明方法生产的气囊很好地解决了形成弧形过程中内圆弧褶皱的问题,其接合缘边不会产生褶皱,不会漏气,产品稳定性好,质量可靠。
技术研发人员:冷勇祥
受保护的技术使用者:深圳市利昌裕实业有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!