特殊样车车门及其制造方法与流程
本发明涉及汽车制造,更具体地说,涉及汽车测试样件的制造技术。
背景技术:
1、在制造除雾、除霜实验等特殊样车时,需要制造具有项目状态门框的前门,确保安装在门框上的玻璃状态能和项目状态一致,从而才能保证除雾除霜实验的准确性。目前普遍采用的特殊样车车门的制造方法主要有两种:第一种方法是根据新的项目状态门钣金零件数据,制造昂贵的钣金冲压模具,利用模具冲压制造完整的门内板、外板和加强版,再通过制造多套夹具将所有门钣金分多道工序次进行焊装,包边,从而完成钣金车门零件的制作。第二种方法是只开冲压模具制造项目状态的门窗框钣金零件,门窗框以下的部分选用同级别的类似车型,进行切割,去除门窗框部分,再设计制造焊装夹具,将新项目状态的门窗框钣金开模件和原基础车的门窗框以下部分进行焊接。这两种传统的制造方式可以保证门的精度(±1.5mm)和强度,但是均需要制造多个钣金冲压模具,需要制作焊接夹具并进行焊接,零件制作周期长且制作费用高。从车门制作工艺上来说,也可以全部使用碳纤维复合材料制作门内外板,就是使用多套模具分别制作门内、外板和门板之间的加强件,之后进行咬合并铣削加工,确保零件的精度在公差范围内。但是此工艺碳纤维复合材料的使用量大,工序多,制作工艺复杂,由于碳纤维价格高昂,所以成本非常高,一般不用于实验用途的特殊样车。
技术实现思路
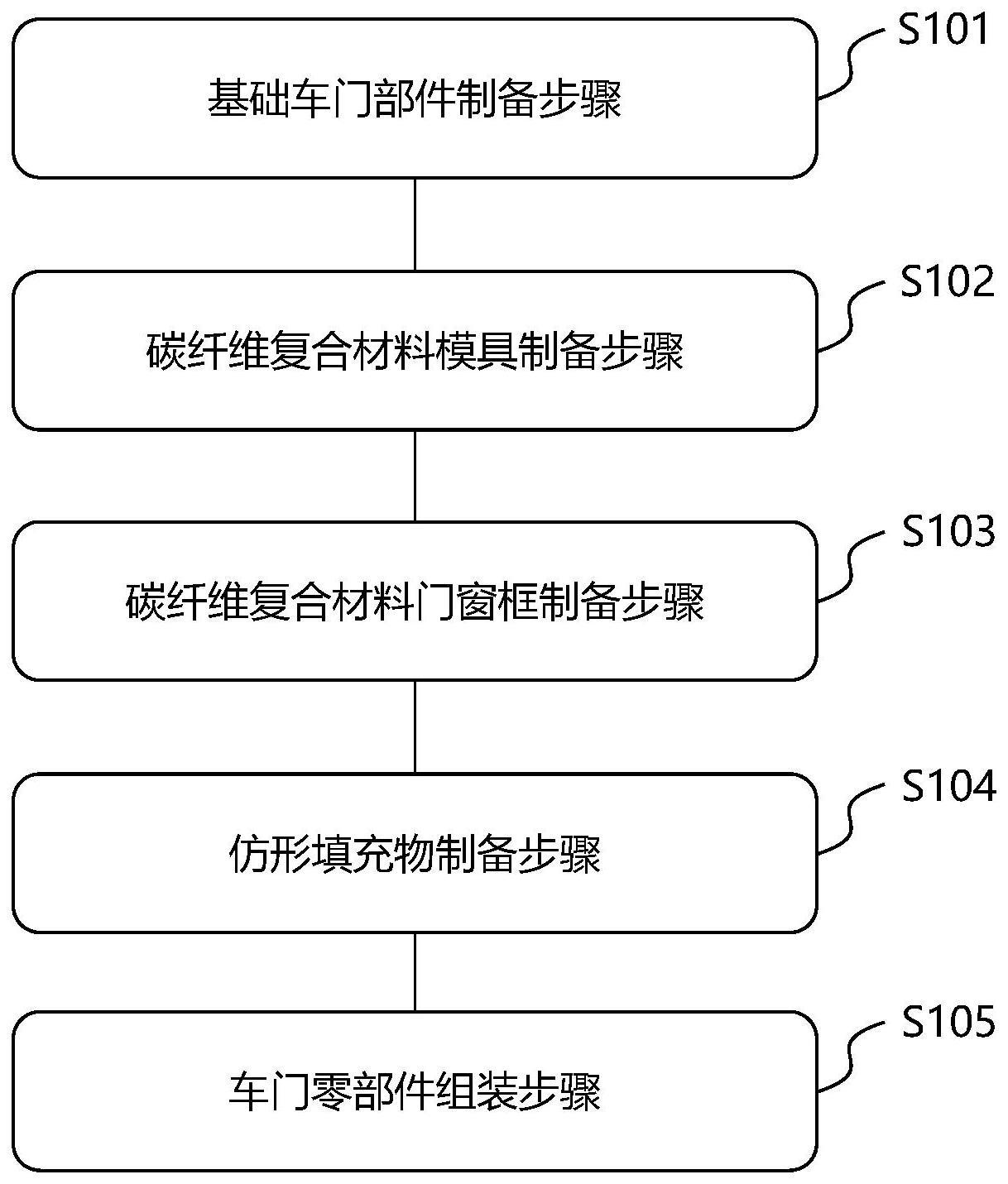
1、根据本发明的一实施例,提出一种特殊样车车门的制造方法,包括如下的步骤:
2、基础车门部件制备步骤,所述基础车门部件由现存车型的车门经切割形成;
3、碳纤维复合材料模具制备步骤,根据所述基础车门部件的参数和样车车门的门窗框参数设计并制造碳纤维复合材料模具;
4、碳纤维复合材料门窗框制备步骤,利用所述碳纤维复合材料模具和所述基础车门部件,由碳纤维布和环氧树脂经手糊成型的工艺成型碳纤维复合材料门窗框,所述碳纤维复合材料门窗框与基础车门部件咬合;
5、仿形填充物制备步骤,根据碳纤维复合材料门窗框的造型对填充物材料进行铣削加工,制备与碳纤维复合材料门窗框的造型匹配的仿形填充物,将仿形填充物固定至碳纤维复合材料门窗框上;
6、车门零部件组装步骤,制备外饰盖板,安装玻璃、密封条和外饰盖板,其中玻璃和密封条安装在仿形填充物上,外饰盖板安装在基础车门部件上,形成完整的车门造型。
7、在一个实施例中,所述基础车门部件制备步骤包括:
8、选择与样车同系列或者具有相似外形的现存车型,获取该现存车型的车门;
9、对该车门进行切割,除去门窗框以及部分的门外板和门内板,经切割后保留的车门的下半部分、余下的门内板和门外板形成所述基础车门部件。
10、在一个实施例中,所述碳纤维复合材料模具用作碳纤维复合材料门窗框和基础车门部件的咬合模具,所述碳纤维复合材料模具上具有咬合线,所述咬合线标定咬合区域,在咬合区域内,碳纤维复合材料包裹基础车门部件的门内板以将门内板的钣金夹在碳纤维复合材料中间。
11、在一个实施例中,所述咬合区域的宽度不小于40mm且咬合区域覆盖了基础车门部件上加强板的位置,所述碳纤维复合材料模具由聚氨酯铣削成型,其中所述碳纤维复合材料模具仅有单侧型面。
12、在一个实施例中,所述碳纤维复合材料门窗框制备步骤包括:
13、在碳纤维复合材料模具上涂覆脱模剂、铺设碳纤维布、刷环氧树脂,形成碳纤维复合材料;
14、在碳纤维复合材料固化之前,将所述基础车门部件嵌入碳纤维复合材料模具中并夹紧;
15、在咬合区域内,在基础车门部件上铺设碳纤维布、刷环氧树脂;
16、在碳纤维复合材料模具内对应门窗框的区域和咬合区域内铺设碳纤维布、刷环氧树脂,使得碳纤维复合材料充满和覆盖对应门窗框的区域和咬合区域;
17、在碳纤维复合材料固化后,脱去碳纤维复合材料模具,获得与基础车门部件咬合的碳纤维复合材料门窗框。
18、在一个实施例中,所述仿形填充物是聚氨酯材质,根据碳纤维复合材料门窗框的外造型面,以碳纤维复合材料门窗框的光顺面向内偏置4mm为基准面,对聚氨酯材质进行铣削,铣削时聚氨酯材质在门外造型法向上留不小于5mm的加工余量,铣削获得聚氨酯的仿形填充物,使用环氧树脂将聚氨酯的仿形填充物和碳纤维复合材料门窗框粘结在一起,并等待环氧树脂固化。
19、在一个实施例中,所述仿形填充物制备步骤还包括:
20、按照样车车门的门窗框参数铣削聚氨酯的仿形填充物的外表面,形成玻璃和密封条的安装面,并铣削出外饰盖板的安装孔位和内饰零件的安装孔位。
21、在一个实施例中,所述外饰盖板是abs材质,外饰盖板的造型与所述基础车门部件上被切除的门外板部分相匹配,外饰盖板安装到基础车门部件上,与余下的门外板拼接形成完整的门外板造型。
22、根据本发明的一实施例,提出一种特殊样车车门,包括:基础车门部件、碳纤维复合材料门窗框、仿形填充物、车门拉手及锁机构、玻璃、密封条和外饰盖板;
23、所述基础车门部件由现存车型的车门经切割形成,所述碳纤维复合材料门窗框是利用碳纤维复合材料模具和所述基础车门部件,由碳纤维布和环氧树脂经手糊成型的工艺成型,碳纤维复合材料门窗框与基础车门部件咬合固定,所述仿形填充物的造型与碳纤维复合材料门窗框的造型匹配,仿形填充物固定在碳纤维复合材料门窗框上,所述车门拉手及锁机构、玻璃和密封条安装在仿形填充物上,所述外饰盖板安装在基础车门部件上,形成完整的车门造型。
24、在一个实施例中,所述碳纤维复合材料由碳纤维布和环氧树脂形成;所述仿形填充物是聚氨酯材质,通过环氧树脂固定在碳纤维复合材料门窗框上;所述外饰盖板是abs材质。
25、本发明的特殊样车车门的制造方法无需制作焊接夹具,节约了大量的模具、夹具制作成本。使用了碳纤维复合材料和门钣金的复合工艺,并使用了聚氨酯材料加强碳纤维复合材料,有效解决了碳纤维复合材料在此类应用时垂直于纤维丝方向强度刚度不足的问题,碳纤维复合材料成型模具,不仅起到了碳纤维复合材料成型的作用,还起到了车门钣金的定位咬合作用,车门外造型铣削时的反靠模作用,一模多用。铣削外造型时门窗框和门钣金已咬合,一体铣削精度高。此方法与其它替代方法相比制造周期大幅缩短,成本大幅降低,能很好的满足除雾、除霜车等特殊样车的装车需求。
技术特征:
1.一种特殊样车车门的制造方法,其特征在于,包括:
2.如权利要求1所述的特殊样车车门的制造方法,其特征在于,所述基础车门部件制备步骤包括:
3.如权利要求1所述的特殊样车车门的制造方法,其特征在于,所述碳纤维复合材料模具用作碳纤维复合材料门窗框和基础车门部件的咬合模具,所述碳纤维复合材料模具上具有咬合线,所述咬合线标定咬合区域,在咬合区域内,碳纤维复合材料包裹基础车门部件的门内板以将门内板的钣金夹在碳纤维复合材料中间。
4.如权利要求3所述的特殊样车车门的制造方法,其特征在于,所述咬合区域的宽度不小于40mm且咬合区域覆盖了基础车门部件上加强板的位置,所述碳纤维复合材料模具由聚氨酯铣削成型,其中所述碳纤维复合材料模具仅有单侧型面。
5.如权利要求3所述的特殊样车车门的制造方法,其特征在于,所述碳纤维复合材料门窗框制备步骤包括:
6.如权利要求3所述的特殊样车车门的制造方法,其特征在于,
7.如权利要求3所述的特殊样车车门的制造方法,其特征在于,所述仿形填充物制备步骤还包括:
8.如权利要求2所述的特殊样车车门的制造方法,其特征在于,所述外饰盖板是abs材质,外饰盖板的造型与所述基础车门部件上被切除的门外板部分相匹配,外饰盖板安装到基础车门部件上,与余下的门外板拼接形成完整的门外板造型。
9.一种特殊样车车门,其特征在于,包括:基础车门部件、碳纤维复合材料门窗框、仿形填充物、车门拉手及锁机构、玻璃、密封条和外饰盖板;
10.如权利要求9所述的特殊样车车门,其特征在于,
技术总结
本发明揭示了一种特殊样车车门的制造方法,包括:基础车门部件制备步骤、碳纤维复合材料模具制备步骤、碳纤维复合材料门窗框制备步骤、仿形填充物制备步骤和车门零部件组装步骤。本发明还揭示了一种特殊样车车门,包括:基础车门部件、碳纤维复合材料门窗框、仿形填充物、车门拉手及锁机构、玻璃、密封条和外饰盖板。碳纤维复合材料门窗框是利用碳纤维复合材料模具和基础车门部件,由碳纤维布和环氧树脂经手糊成型的工艺成型,碳纤维复合材料门窗框与基础车门部件咬合固定,仿形填充物固定在碳纤维复合材料门窗框上,安装其余车门零部件,形成完整的车门造型。
技术研发人员:杨竹君,朱叶勤,严深平,谢玉银,高海云,李程祎
受保护的技术使用者:上汽大众汽车有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!