一种防漏胶的注塑模具的制作方法
本发明涉及模具设备,尤其涉及到一种防漏胶的注塑模具。
背景技术:
1、注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域,。
2、现有的注塑模具在浇注时,由于浇注管的原料向模具的注塑口注胶时,浇注管直接套设于浇注口上,进行浇注,但是由于浇注工作是在高温高压环境下进行浇注工作,但是在高温高压状态下,容易使浇注口变软,进而变形,导致浇注原料泄漏至模具外部,冷却之后清理人工清理费时费力,还会影响到注塑件质量,严重时甚至会造成模具损坏,提高了生产的成本。
3、因此,现有技术存在缺陷,需要改进。
4、本发明解决的问题是:现有注塑模具,容易导致浇注口产生形变,进而造成漏胶,影响注塑效果和生产成本。
5、为了解决上述问题,本发明提供了一种一种防漏胶的注塑模具。
6、本发明提供的技术文案,一种防漏胶的注塑模具,包括模具本体,所述模具本体的注塑口处设置有防漏装置,所述防漏装置包括用于连接浇注管的浇口组件,所述浇口组件设置于所述注塑模具的注塑口,并向内延伸至所述模具本体的上模内部,所述浇口组件靠近所述防漏转接机构的一端内部设置有限位单元;
7、防漏转接机构,用于对防止进入模具本体的注塑原料泄漏,所述防漏转接机构设置于所述上模内,所述防漏转接机构的一端卡合于所述浇注组件的延伸部内侧,所述防漏转接机构的另一端粘合于所述上模上,所述防漏转接机构的另一端嵌入于所述限位单元内;通过在模具的注塑口设置浇口组件和防漏转接机构,以及在浇口组件的内部设置限位单元,在模具浇注时,有效避免浇注口产生形变,进而起到防止漏胶,进而达到因漏胶造成的人工清理时间,同时避免对模具的损坏,提高注塑质量,节省人力。
8、优选地,所述防漏转接机构包括限位连接组件、环形通道组件和浇注引导组件,所述限位连接组件套设于所述环形通道组件的外侧,所述浇注引导组件内置于所述环形通道组件内,且所述浇注引导组件的一端部固定于所述环形通道组件的入口处,另一端部粘合于所述上模上。
9、优选地,所述环形通道组件由环形座和回弹清理单元组成,所述环形座为中空结构,所述回弹清理单元设置于所述环形座的入口端内侧。
10、优选地,所述述限位连接组件为环形齿圈,所述环形齿圈套设于所述环形通道组件的外侧,所述环形齿圈的齿牙为硅胶材质。
11、优选地,所述浇注引导组件为轴套,所述轴套的端部一体设置有环形挡边,所述环形挡边上设有向内凹陷的台阶。
12、优选地,所述台阶面上由内至外等间距开设有多个同心的环形槽。
13、优选地,所述浇口组件为中空结构的环形端盖,所述环形端盖的内径为通孔,所述通孔内设置有内螺纹。
14、优选地,所述限位单元为齿型轴套,所述齿形轴套的齿牙为硅胶材质,所述齿型轴套用于所述防漏转接机构的外壁嵌入。
15、优选地,所述回弹清理单元由多个回弹片组成,多个回弹片端部均固定于所述环形座的内径,且多个回弹片以同一圆心成放射状分布。
16、优选地,所述每个回弹片呈弧形结构,多个回弹片围成一个弧形锅盖形状。
17、相对于现有技术的有益效果是:本发明通过在模具的注塑口设置浇口组件和防漏转接机构,以及在浇口组件的内部设置限位单元,在模具浇注时,有效避免浇注口产生形变,进而起到防止漏胶,进而达到因漏胶造成的人工清理时间,同时避免对模具的损坏,提高注塑质量,节省人力,节省成本,具有良好的市场应用价值。
技术实现思路
技术特征:
1.一种防漏胶的注塑模具,包括模具本体(1),其特征在于,所述模具本体(1)的注塑口处设置有防漏装置,所述防漏装置包括用于连接浇注管的浇口组件(2),所述浇口组件(2)设置于所述注塑模具的注塑口,并向内延伸至所述模具本体(1)的上模内部,所述浇口组件(2)靠近所述防漏转接机构(3)的一端内部设置有限位单元(21);
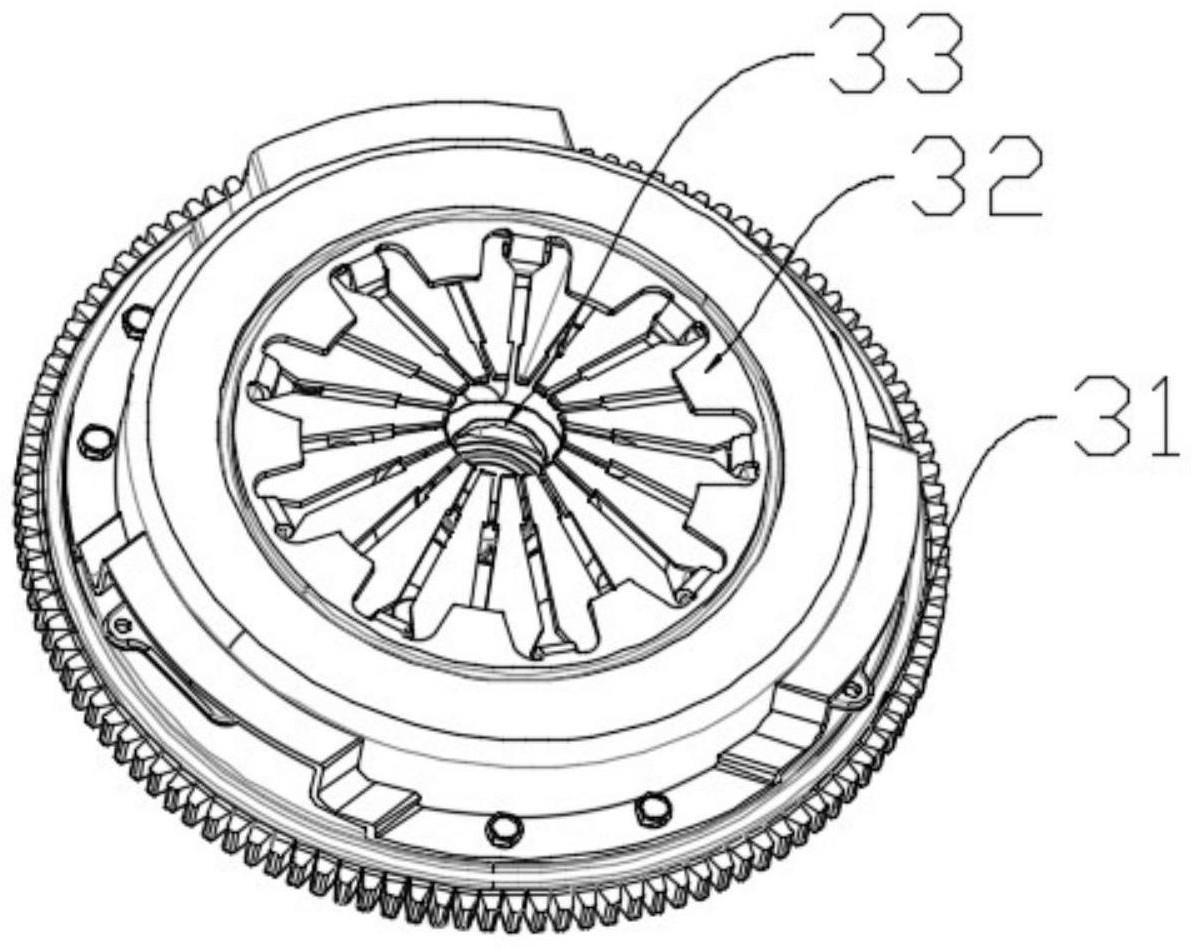
2.根据权利要求1所述的一种防漏胶的注塑模具,其特征在于,所述防漏转接机构(3)包括限位连接组件(31)、环形通道组件(32)和浇注引导组件(33),所述限位连接组件(31)套设于所述环形通道组件(32)的外侧,所述浇注引导组件(33)内置于所述环形通道组件(32)内,且所述浇注引导组件(33)的一端部固定于所述环形通道组件(32)的入口处,另一端部粘合于所述上模上。
3.根据权利要求2所述的一种防漏胶的注塑模具,其特征在于,所述环形通道组件(32)由环形座(321)和回弹清理单元(322)组成,所述环形座(321)为中空结构,所述回弹清理单元(322)设置于所述环形座(321)的入口端内侧。
4.根据权利要求2所述的一种防漏胶的注塑模具,其特征在于,所述限位连接组件(31)为环形齿圈,所述环形齿圈套设于所述环形通道组件(32)的外侧,所述环形齿圈的齿牙为硅胶材质。
5.根据权利要求2所述的一种防漏胶的注塑模具,其特征在于,所述浇注引导组件(33)为轴套,所述轴套的端部一体设置有环形挡边(331),所述环形挡边(331)上设有向内凹陷的台阶(332)。
6.根据权利要求5所述的一种防漏胶的注塑模具,其特征在于,所述台阶(332)面上由内至外等间距开设有多个同心的环形槽(333)。
7.根据权利要求1所述的一种防漏胶的注塑模具,其特征在于,所述浇口组件(2)为中空结构的环形端盖,所述环形端盖的内径为通孔,所述通孔内设置有内螺纹。
8.根据权利要求1所述的一种防漏胶的注塑模具,其特征在于,所述限位单元(21)为齿型轴套,所述齿形轴套的齿牙为硅胶材质,所述齿型轴套用于所述防漏转接机构(3)的外壁嵌入。
9.根据权利要求3所述的一种防漏胶的注塑模具,其特征在于,所述回弹清理单元(322)由多个回弹片(3221)组成,多个回弹片(3221)端部均固定于所述环形座(321)的内径,且多个回弹片(3221)以同一圆心成放射状分布。
10.根据权利要求9所述的一种防漏胶的注塑模具,其特征在于,每个回弹片(3221)呈弧形结构,多个回弹片(3221)围成一个锅盖形状。
技术总结
本发明涉及模具设备技术领域,并公开了一种防漏胶的注塑模具,包括防漏装置,所述防漏装置包括浇口组件,所述浇口组件设置于所述注塑模具的注塑口,并向内延伸至所述模具本体的上模内部,所述浇口组件靠近所述防漏转接机构的一端内部设置有限位单元,防漏转接机构,所述防漏转接机构设置于所述上模内,所述防漏转接机构的一端卡合于所述浇注组件的延伸部内侧,且所述防漏转接机构的外壁嵌入于所述限位单元内,所述防漏转接机构的另一端粘合于所述上模上;本发明有效避免浇注口产生形变,进而起到防止漏胶,进而达到因漏胶造成的人工清理时间,同时避免对模具的损坏,提高注塑质量,具有良好的市场应用价值。
技术研发人员:杨俊和,何志君,焦玉
受保护的技术使用者:深圳市益善行科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!