一种模块化分段叶片后缘整体成型工装及成型工艺的制作方法
本发明涉及风电叶片,尤其涉及一种模块化分段叶片后缘整体成型工装及成型工艺。
背景技术:
1、为了充分利用风能资源,风力机也逐步走向大型化,其叶片长度也不断增加,而风资源丰富的地区往往是一些偏远山区、荒漠地带、海上或海边等人迹较少的地区,交通条件差,运输长叶片相当困难,而当叶片到达一定长度后,这也是运输禁止的范围。由此可见,风力机大型化受到运输条件的制约。
2、模块化的风电叶片技术得到了快速发展,为了保证模块化分段叶片的产品竞争力,需要不断降低叶片的生产周期,而后缘部件作为其中的关键部件,成型周期直接影响到叶片整体的成型周期。目前,传统的后缘部件的成型方式为:先分别将后缘模块(包括芯材及后缘ud)、ps部件和ss部件制作成型,然后将其进行粘接,粘接过程需等待结构胶的固化,从而需要占用一定的时间,影响了后缘部件的成型周期。
3、公开于该背景技术部分的信息仅仅旨在加深对本发明的总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
技术实现思路
1、本发明提供了一种模块化分段叶片后缘整体成型工装及成型工艺,从而有效解决背景技术中的问题。
2、为了达到上述目的,本发明所采用的技术方案是:一种模块化分段叶片后缘整体成型工装,包括:
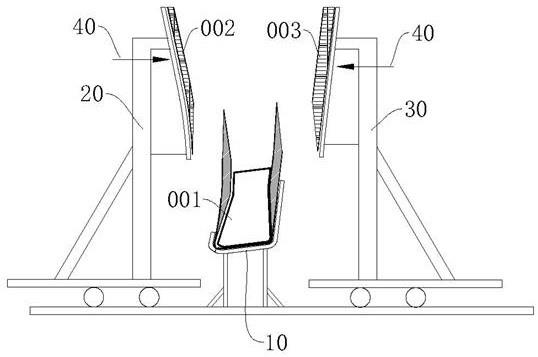
3、支撑工装,所述支撑工装固定设置于工作平面,所述支撑工装对后缘模块进行容纳支撑,后缘模块竖直位于所述支撑工装内;
4、ps部件工装和ss部件工装,所述ps部件工装和ss部件工装分别设置于所述支撑工装两端,且可滑动靠近或远离所述支撑工装;ps部件预铺层设置于所述ps部件工装,ss部件预铺层设置于所述ss部件工装;
5、锁紧装置,所述锁紧装置分别设置于所述ps部件工装和ss部件工装处,所述ps部件工装和ss部件工装与所述支撑工装靠近时,所述锁紧装置进行锁紧提供预设压力;
6、其中,ps部件工装和ss部件工装与所述支撑工装靠近并锁紧后,将后缘模块、ps部件预铺层和ss部件预铺层进行整体固化成型。
7、进一步地,所述支撑工装为u型结构,对后缘模块进行容纳支撑;
8、所述u型结构包括一底部构件和两侧边构件,其中一所述侧边构件可沿水平方向靠近或远离所述底部构件,另一所述侧边构件与所述底部构件为一体结构。
9、进一步地,可沿水平方向运动的所述侧边构件高度小于另一所述侧边构件。
10、进一步地,可沿水平方向运动的所述侧边构件高度等于另一所述侧边构件。
11、进一步地,ps部件工装和ss部件工装与所述支撑工装靠近并锁紧后,后缘模块、ps部件预铺层和ss部件预铺层上设置有真空袋膜。
12、本发明还包括一种模块化分段叶片后缘整体成型工艺,包括如下步骤:
13、将后缘模块进行预制成型;
14、将后缘模块放入支撑工装进行竖向支撑,并对其进行定位;
15、在支撑工装两端可水平靠近或远离后缘模块的ps部件工装和ss部件工装上,分别铺设ps部件预铺层和ss部件预铺层;
16、将ps部件工装和ss部件工装靠近支撑工装后,并使用锁紧装置进行锁紧,使其达到预设压力值;
17、使用真空灌注工艺,将后缘模块、ps部件预铺层和ss部件预铺层进行整体固化成型;
18、将后缘成型件进行脱模。
19、进一步地,所述将后缘模块放入支撑工装进行竖向支撑前,将后缘模块上预粘接真空袋膜;
20、ps部件预铺层、ss部件预铺层与后缘模块贴合后,将后缘模块上的真空袋膜打开,并在ps部件预铺层和ss部件预铺层上粘接真空袋膜,对后缘模块、ps部件预铺层和ss部件预铺层整体包覆。
21、进一步地,所述将后缘模块上预粘接真空袋膜时,至少粘接两层真空袋膜。
22、进一步地,在铺设ps部件预铺层和ss部件预铺层时,将预铺设的布层和芯材通过夹具和喷胶进行固定,限制其在铺层时移位。
23、本发明的有益效果为:本发明通过设置支撑工装、ps部件工装、ss部件工装和锁紧装置,其中在ps部件工装和ss部件工装上设置ps部件预铺层和ss部件预铺层,ps部件工装和ss部件工装与支撑工装靠近并锁紧后,将后缘模块、ps部件预铺层和ss部件预铺层进行整体固化成型,从而省去了将ps部件和ss部件预制成型,然后与后缘模块粘接时等待结构胶固化的时间,减少了后缘部件的成型周期,提高了生产效率,减少了生产成本。
技术特征:
1.一种模块化分段叶片后缘整体成型工装,其特征在于,包括:
2.根据权利要求1所述的模块化分段叶片后缘整体成型工装,其特征在于,所述支撑工装为u型结构,对后缘模块进行容纳支撑;
3.根据权利要求2所述的模块化分段叶片后缘整体成型工装,其特征在于,可沿水平方向运动的所述侧边构件高度小于另一所述侧边构件。
4.根据权利要求2所述的模块化分段叶片后缘整体成型工装,其特征在于,可沿水平方向运动的所述侧边构件高度等于另一所述侧边构件。
5.根据权利要求1所述的模块化分段叶片后缘整体成型工装,其特征在于,ps部件工装和ss部件工装与所述支撑工装靠近并锁紧后,后缘模块、ps部件预铺层和ss部件预铺层上设置有真空袋膜。
6.一种模块化分段叶片后缘整体成型工艺,其特征在于,包括如下步骤:
7.根据权利要求6所述的模块化分段叶片后缘整体成型工艺,其特征在于,所述将后缘模块放入支撑工装进行竖向支撑前,将后缘模块上预粘接真空袋膜;
8.根据权利要求7所述的模块化分段叶片后缘整体成型工艺,其特征在于,所述将后缘模块上预粘接真空袋膜时,至少粘接两层真空袋膜。
9.根据权利要求6所述的模块化分段叶片后缘整体成型工艺,其特征在于,在铺设ps部件预铺层和ss部件预铺层时,将预铺设的布层和芯材通过夹具和喷胶进行固定,限制其在铺层时移位。
技术总结
本发明涉及风电叶片技术领域,尤其涉及一种模块化分段叶片后缘整体成型工装及成型工艺,工装包括:支撑工装,对后缘模块进行容纳支撑,后缘模块竖直位于支撑工装内;PS部件工装和SS部件工装,PS部件工装和SS部件工装分别设置于支撑工装两端,且可滑动靠近或远离支撑工装;PS部件预铺层设置于PS部件工装,SS部件预铺层设置于SS部件工装;锁紧装置,锁紧装置分别设置于PS部件工装和SS部件工装处,PS部件工装和SS部件工装与支撑工装靠近时,锁紧装置进行锁紧提供预设压力;其中,PS部件工装和SS部件工装与支撑工装靠近并锁紧后,将后缘模块、PS部件预铺层和SS部件预铺层进行整体固化成型。本发明中减少了后缘部件的成型周期,提高了生产效率。
技术研发人员:谈源,陆泉龙,李宁,白高宇
受保护的技术使用者:新创碳谷集团有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!