一种线束板连接器连续模结构及其生产方法与流程
本发明涉及线束板连接器,更具体地说,涉及一种线束板连接器连续模结构及其生产方法。
背景技术:
1、汽车电池模组中线束板是指连接电池模组中各个电池芯片的线束板,它是电池管理系统中的重要组成部分之一。线束板的主要功能是将电池芯片的电能信号传递给电池管理系统,同时也可以传递控制信号,以便实现对电池的充放电等操作。线束板通常由多个连接器、导线和电子元件组成,具有较高的可靠性和稳定性。
2、结合图1所示,连接器包括导电片和注塑成型的包裹部,导电片的两端为相对于包裹部裸露的导电端子,导电片的中部进行折弯处理。其中,导电片以嵌件的形式置入模具中,通过一次注塑形成包裹部。成型好的多个结构相同或不同的连接器置入另一模具中,通过二次注塑形成线束板。
3、传统的连接器的生产方式是:先通过板料置入冲压模具中冲压出导电片轮廓,之后通过人工将导电片逐个放置到注塑模具中成型出包裹部。采用人工装配导电片,效率较低。由于导电片较小,人工放置时定位精准度较差,容易出现装反、歪斜等问题。
技术实现思路
1、本发明旨在一定程度上解决相关技术中的技术问题之一。为此,本发明提出了一种线束板连接器连续模结构,其通过连续模减少因为不同工艺之间的误差产生的质量问题,从而提高了产品的质量。
2、本发明还提出了一种线束板连接器连续模结构的生产方法。
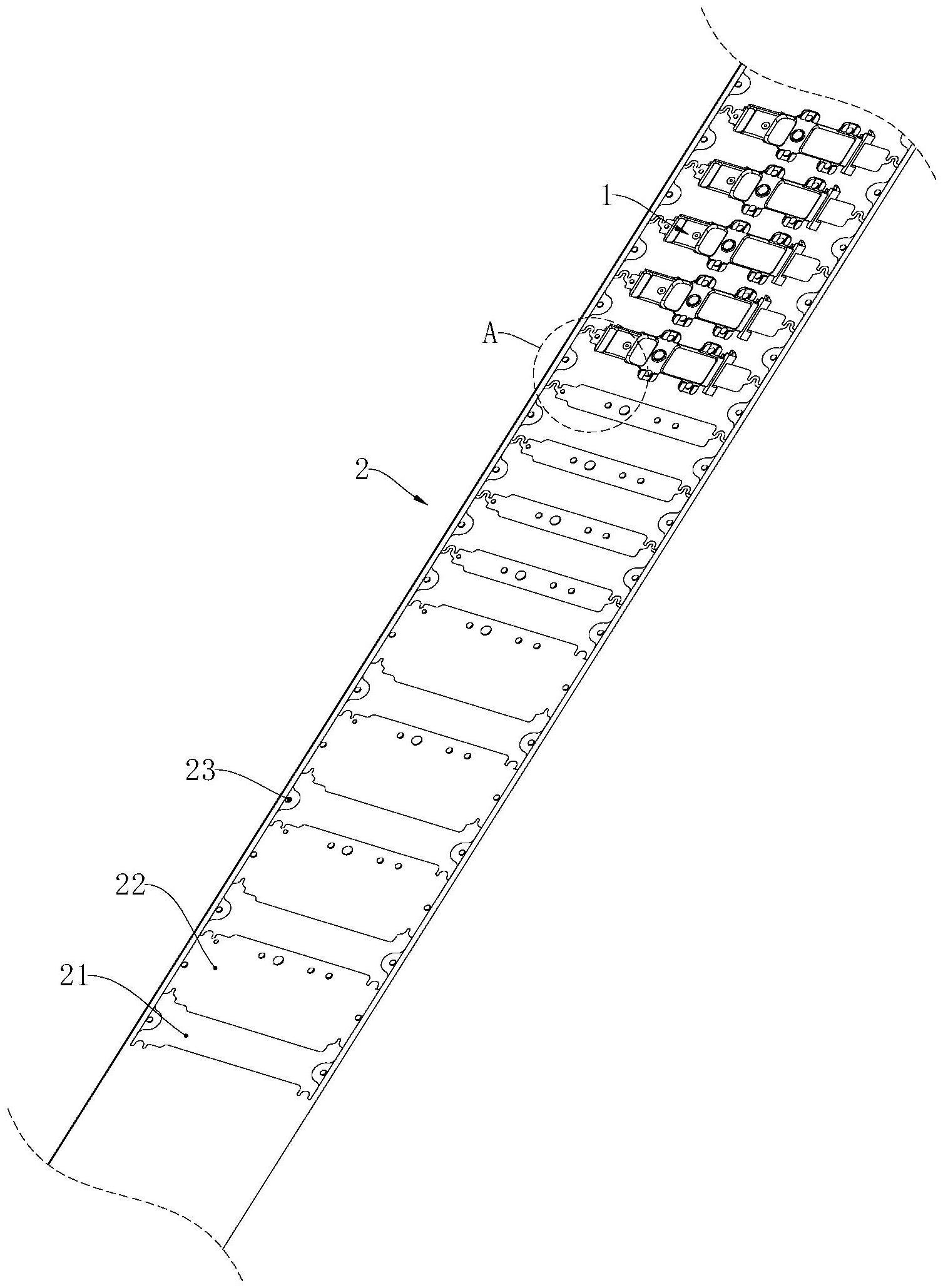
3、本发明所采取的技术方案是:提供一种线束板连接器连续模结构,包括上模、下模和以连续步进式进料的料带,所述上模与下模合模形成冲压段和注塑段,所述冲压段用于在料带上成型出多个呈阵列式分布的导电片,所述注塑段用于将位于所述注塑段内的部分导电片注塑形成包裹部。
4、采用以上结构后,使用连续模可以在同一台机床上完成冲压和注塑两种工艺,减少了换模的时间和损耗,从而提高了生产效率。同时,连续模可以减少因为不同工艺之间的误差产生的质量问题,从而提高了产品的质量。另外,连续模可以用同一块材料在同一模具中完成冲压和注塑,减少了人工作业,提高了材料利用率,也更加环保节能。
5、根据本发明的一个实施例,所述注塑段包括位于所述上模的上注塑部和位于所述下模的下注塑部。
6、根据本发明的一个实施例,所述下注塑部具有型腔,所述下注塑部设有下避让槽,沿所述料带进入的方向所述下避让槽位于所述型腔的前后两侧;在合模时,为了避免导电片影响到上模与下模的合模,需要在两处下避让槽之间的料带上注塑形成包裹部,下避让槽内的导电片处于悬空状态。导电片的悬空能够保证其不会干扰到上模与下模的合模。如果将下避让槽改为型腔,则型腔覆盖住下注塑部前后两侧会导致分型面在分离时出现卡住、损坏等情况。此外,由于输出的料带需要裁剪掉而不受力,不处于绷紧状态,合模时该侧的导电片在型腔中容易发生偏移。歪斜,导致注塑不达标。因此,为了提高塑料的利用率,本发明将注塑模具内的一部分导电片不做注塑处理,通过牺牲注塑成型数量来换取注塑质量。
7、根据本发明的一个实施例,所述上注塑部对应于所述下避让槽位置设有上避让槽。
8、根据本发明的一个实施例,所述冲压段包括位于所述上模的第一上冲压部和第二上冲压部、以及位于所述下模的第一下冲压部和第二下冲压部,所述第一上冲压部与所述第一下冲压部合模在所述料带上冲压形成第一切边孔,相邻的两个第一切边孔之间形成成型片。
9、根据本发明的一个实施例,所述第二上冲压部与所述第二下冲压部合模在所述料带上冲压形成第二切边孔,所述第二切边孔将所述成型片分隔形成两个导电片。
10、根据本发明的一个实施例,所述导电片通过连接段与所述料带的料边连为一体。
11、根据本发明的一个实施例,所述上模和/或所述下模上设有用于将所述料带裁断的刀头。
12、一种线束板连接器连续模结构的生产方法,包括以下步骤:
13、s1、将料带步进送入,第一上冲压部与第一下冲压部合模对料带冲压形成多个成型片;
14、s2、将成型片步进送入,第二上冲压部与第二下冲压部合模对每个成型片冲压形成两个导电片;
15、s3、将导电片步进送入,上注塑部与下注塑部合模对多个导电片中的部分导电片注塑形成包裹部;
16、s4、裁剪料带,并重复上述步骤s1-3。
技术特征:
1.一种线束板连接器连续模结构,其特征在于:包括上模、下模和以连续步进式进料的料带,所述上模与下模合模形成冲压段和注塑段,所述冲压段用于在料带上成型出多个呈阵列式分布的导电片,所述注塑段用于将位于所述注塑段内的部分导电片注塑形成包裹部。
2.根据权利要求1所述的一种线束板连接器连续模结构,其特征在于:所述注塑段包括位于所述上模的上注塑部和位于所述下模的下注塑部。
3.根据权利要求2所述的一种线束板连接器连续模结构,其特征在于:所述下注塑部具有型腔,所述下注塑部设有下避让槽,沿所述料带进入的方向所述下避让槽位于所述型腔的前后两侧。
4.根据权利要求3所述的一种线束板连接器连续模结构,其特征在于:所述上注塑部对应于所述下避让槽位置设有上避让槽。
5.根据权利要求1所述的一种线束板连接器连续模结构,其特征在于:所述冲压段包括位于所述上模的第一上冲压部和第二上冲压部、以及位于所述下模的第一下冲压部和第二下冲压部,所述第一上冲压部与所述第一下冲压部合模在所述料带上冲压形成第一切边孔,相邻的两个第一切边孔之间形成成型片。
6.根据权利要求5所述的一种线束板连接器连续模结构,其特征在于:所述第二上冲压部与所述第二下冲压部合模在所述料带上冲压形成第二切边孔,所述第二切边孔将所述成型片分隔形成两个导电片。
7.根据权利要求1所述的一种线束板连接器连续模结构,其特征在于:所述导电片通过连接段与所述料带的料边连为一体。
8.根据权利要求1所述的一种线束板连接器连续模结构,其特征在于:所述上模和/或所述下模上设有用于将所述料带裁断的刀头。
9.一种线束板连接器连续模结构的生产方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种线束板连接器连续模结构及其生产方法,其中线束板连接器连续模结构包括上模、下模和以连续步进式进料的料带,所述上模与下模合模形成冲压段和注塑段,所述冲压段用于在料带上成型出多个呈阵列式分布的导电片,所述注塑段用于将位于所述注塑段内的部分导电片注塑形成包裹部。本发明提供一种线束板连接器连续模结构,其通过连续模减少因为不同工艺之间的误差产生的质量问题,从而提高了产品的质量。
技术研发人员:童剑锋
受保护的技术使用者:宁波永成双海汽车部件股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!