一种塑料格栅多辊纵向拉伸工艺及装置的制作方法
本发明涉及格栅生产,具体涉及一种塑料格栅多辊纵向拉伸工艺及装置。
背景技术:
1、塑料格栅是用高分子聚合物通过挤压、成板、冲孔过程后再纵向拉伸而成。该材料在纵向和横向上都具有很大的拉伸强度,这种结构在土壤中同样也能提供一个更为有效的力的承担和扩散的理想的连锁系统,适应于大面积永久性承载的地基补强。
2、现有技术中,拉伸机上有设置有输送机,下游设置有牵引机,输送机和牵引机之间设置拉伸机,其拉伸的倍率由输送机和牵引机决定,在牵引机内通过多组不同速率的拉伸辊进行逐级拉伸,但是实际情况是格栅有时和拉伸辊之间打滑,导致拉伸的不均匀,格栅发生歪斜,拉伸不均匀,效果不理想。
技术实现思路
1、本发明解决的问题是:现有技术格栅有时和拉伸辊之间打滑,导致拉伸的不均匀,格栅发生歪斜,拉伸不均匀,效果不理想,提供一种拉伸均匀的塑料格栅多辊纵向拉伸工艺及装置。
2、本发明通过如下技术方案予以实现,一种塑料格栅多辊纵向拉伸工艺,原料辅料经上混料系混合均匀后,由出料仓送入挤出机;经熔融后挤出至板材机头;然后由三辊压光机制成板材,经测厚冷却后由打孔机打孔修边,然后通过输送机送入纵向拉伸机中进行拉伸,拉伸机先进行预热,然后通过多个拉伸辊进行纵向拉伸,拉伸机内设置有多个压辊,多个压辊将拉伸机内分隔为多个相对独立的拉伸区间,每个压辊将通过的格栅压紧在该处的拉伸辊上,避免拉伸中的格栅和拉伸辊之间出现相对滑动,将较大的总拉伸倍率细分成多个小拉伸倍率,进行多次拉伸,各拉伸区间的拉升比例相同,拉伸机出口的格栅由牵引机牵引,经冷却、切边整理后收卷,得到纵向拉伸土工格栅产品。
3、进一步地,单个拉伸区间的拉伸倍率为1.2-2倍。
4、进一步地,拉伸区域为3-5个。
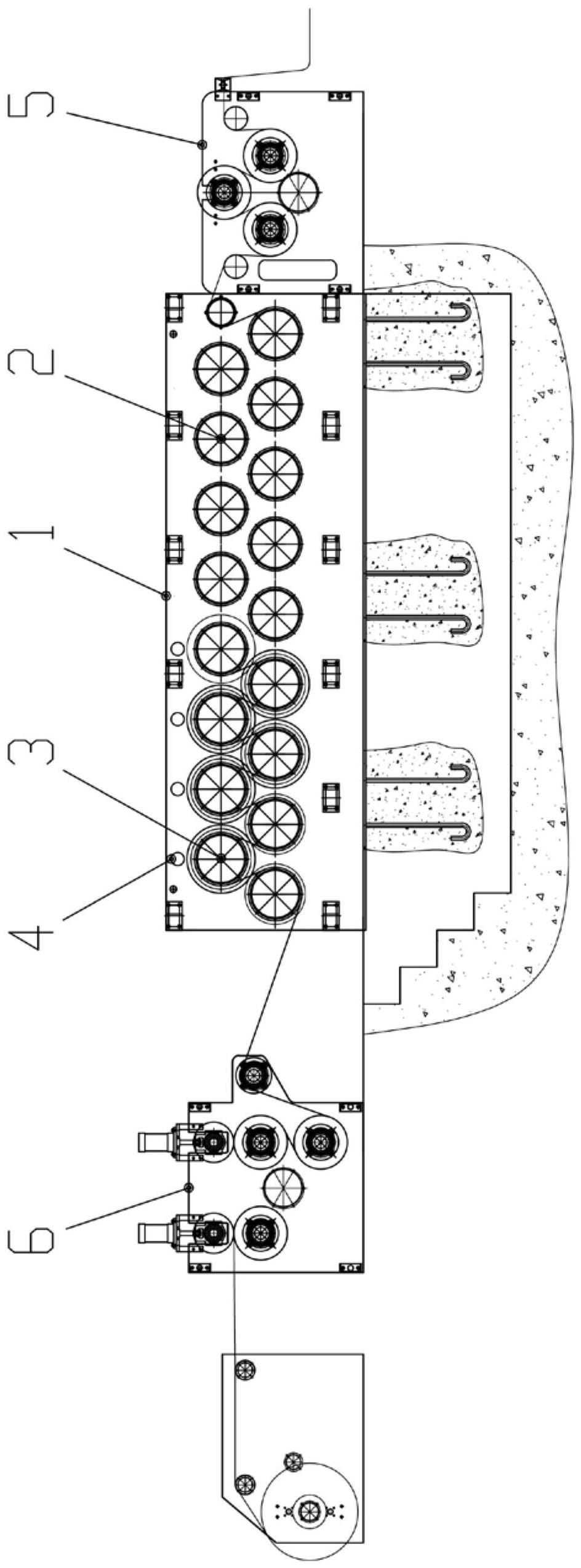
5、本发明的另一个方面,公开了一种塑料格栅多辊纵向拉伸装置,包括保温机箱,身上保温机箱内转动设置有加热辊、拉伸辊、压辊,所述加热辊和拉伸辊的一端和导热油加热系统连接,另一端分别通过两套齿轮组传动连接,所述加热辊处加热辊的线速度一致,相邻两个所述拉伸辊的拉伸倍率一致,所述压辊设置有多个,所述压辊和拉伸辊之间保留有供格栅通过的间隙。
6、进一步地,多个拉伸辊的直径一致,相邻任意两个相邻拉伸辊的转速比一致。
7、进一步地,所述相邻两个拉伸辊的转速比为43∶53。
8、进一步地,多个拉伸辊呈w字型排列成上下两排,所述压辊位于上排的拉伸辊旁。
9、本发明的有益效果是:
10、本发明在拉伸机内设置有多个压辊,多个压辊将拉伸机内分隔为多个相对独立的拉伸区间,每个压辊将通过的格栅压紧在该处的拉伸辊上,避免拉伸中的格栅和拉伸辊之间出现相对滑动,将较大的总拉伸倍率细分成多个小拉伸倍率,进行多次拉伸,各拉伸区间的拉升比例相同,因此单个区域内的格栅呈固定倍率拉伸,并且由于压辊的存在,塑料格栅不会出现打滑的现象,提高了拉伸质量。
技术特征:
1.一种塑料格栅多辊纵向拉伸工艺,其特征在于:原料辅料经上混料系混合均匀后,由出料仓送入挤出机;经熔融后挤出至板材机头;然后由三辊压光机制成板材,经测厚冷却后由打孔机打孔修边,然后通过输送机(5)送入纵向拉伸机中进行拉伸,拉伸机先进行预热,然后通过多个拉伸辊(3)进行纵向拉伸,拉伸机内设置有多个压辊(4),多个压辊(4)将拉伸机内分隔为多个相对独立的拉伸区间,每个压辊(4)将通过的格栅压紧在该处的拉伸辊(3)上,避免拉伸中的格栅和拉伸辊(3)之间出现相对滑动,将较大的总拉伸倍率细分成多个小拉伸倍率,进行多次拉伸,各拉伸区间的拉升比例相同,拉伸机出口的格栅由牵引机(6)牵引,经冷却、切边整理后收卷,得到纵向拉伸土工格栅产品。
2.根据权利要求1所述的一种塑料格栅多辊纵向拉伸工艺,其特征在于:单个拉伸区间的拉伸倍率为1.2-2倍。
3.根据权利要求1所述的一种塑料格栅多辊纵向拉伸工艺,其特征在于:拉伸区域为3-5个。
4.一种塑料格栅多辊纵向拉伸装置,其特征在于:包括保温机箱(1),身上保温机箱(1)内转动设置有加热辊(2)、拉伸辊(3)、压辊(4),所述加热辊(2)和拉伸辊(3)的一端和导热油加热系统连接,另一端分别通过两套齿轮组传动连接,相邻两个所述加热辊(2)的线速度一致,相邻两个所述拉伸辊(3)的拉伸倍率一致,所述压辊(4)设置有多个,所述压辊(4)和拉伸辊(3)之间保留有供格栅通过的间隙。
5.根据权利要求4所述的一种塑料格栅多辊纵向拉伸装置,其特征在于:多个拉伸辊(3)的直径一致,相邻任意两个相邻拉伸辊(3)的转速比一致。
6.根据权利要求4所述的一种塑料格栅多辊纵向拉伸装置,其特征在于:所述相邻两个拉伸辊(3)的转速比为43∶53。
7.根据权利要求4所述的一种塑料格栅多辊纵向拉伸装置,其特征在于:多个拉伸辊(3)呈w字型排列成上下两排,所述压辊(4)位于上排的拉伸辊(3)旁。
技术总结
本发明涉及格栅生产技术领域,具体涉及一种塑料格栅多辊纵向拉伸工艺及装置。本发明在工作时,在拉伸机先进行预热,然后通过多个拉伸辊进行纵向拉伸,拉伸机内设置有多个压辊,多个压辊将拉伸机内分隔为多个相对独立的拉伸区间,每个压辊将通过的格栅压紧在该处的拉伸辊上,避免拉伸中的格栅和拉伸辊之间出现相对滑动,将较大的总拉伸倍率细分成多个小拉伸倍率,进行多次拉伸,各拉伸区间的拉升比例相同,因此单个区域内的格栅呈固定倍率拉伸,并且由于压辊的存在,塑料格栅不会出现打滑的现象,提高了拉伸质量。
技术研发人员:徐进旗,徐瑜兵,陈欢欢
受保护的技术使用者:江苏赛得机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!