一种超音波塑胶焊接焊头自动装卸装置及工艺的制作方法
本发明涉及一种超音波塑胶焊接焊头自动装卸装置及工艺。
背景技术:
1、现有超声波上下模装卸,依靠传统的人工双手作业,装卸存在以下问题:第一,焊接模具与机台的距离依靠目测操作,精度低易出现牙偏位导致牙锁死;第二,上下模锁紧依靠人工握住扳手操作,锁紧力大小不易控制,会出现模具抱死现象,损坏模具和机台;第三,在卸模时上模无支撑,依靠人手托位,模具的自重经常导致操作员压伤手指,安全性差,故需要提供一种机构满足以上要求。
技术实现思路
1、为了解决上述技术问题,本发明的目的在于提供一种超音波塑胶焊接焊头自动装卸装置及工艺。
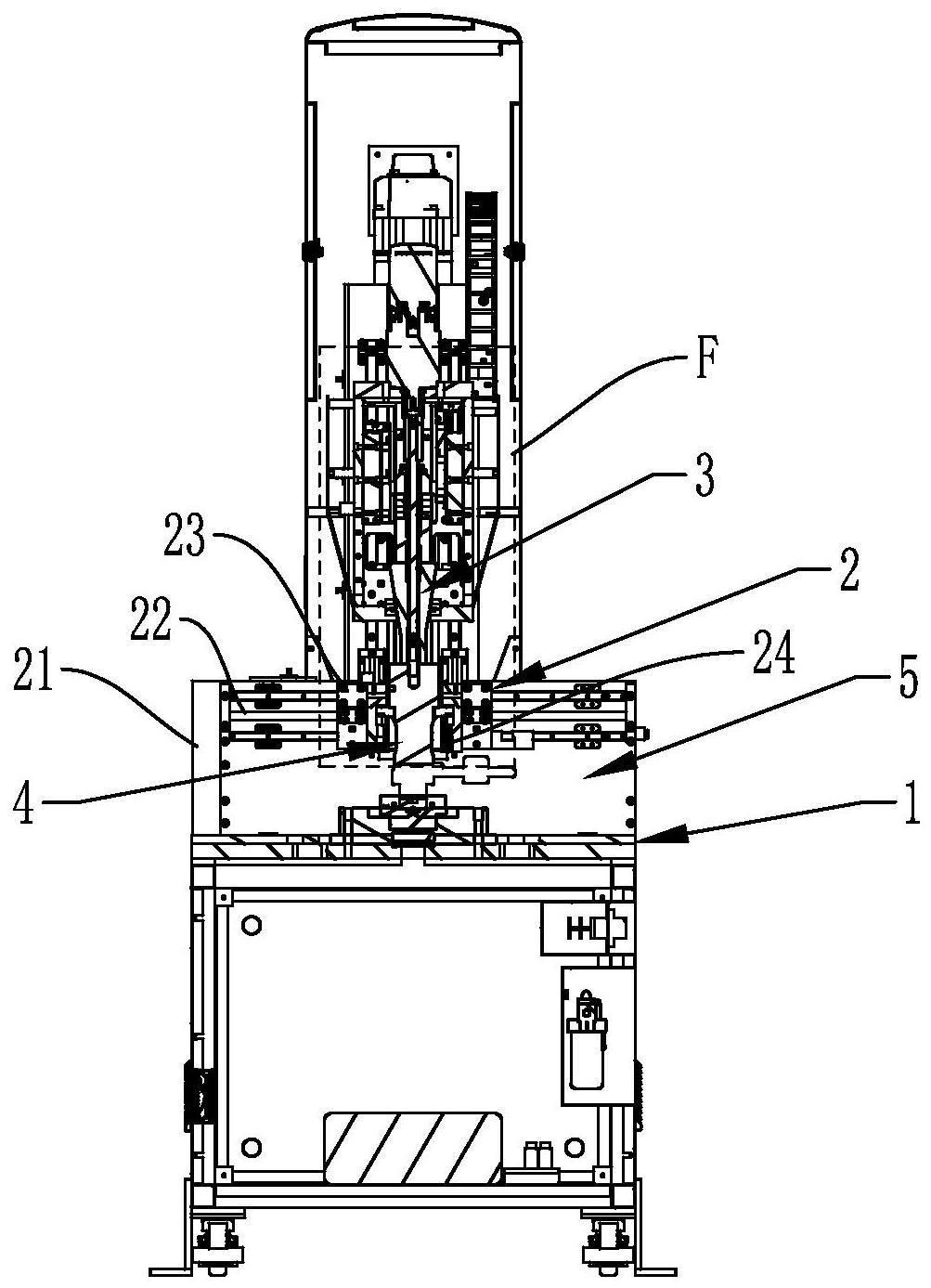
2、本发明通过以下技术方案来实现:一种超音波塑胶焊接焊头自动装卸装置,包括基台,设于基台的定位模组,设置于所述定位模组上的连接模组以及焊头,所述定位模组包括有驱动机构一、丝杆、固定块组件和定位块组件,所述驱动机构一的输出轴与所述丝杆连接,所述固定块组件连接至所述丝杆,所述固定块组件在所述驱动机构一的带动下沿所述基台的台面在水平方向上移动;所述连接模组包括连接螺母和变幅杆,所述变幅杆连接至驱动机构二,所述变幅杆带动所述连接螺母在轴向上与所述焊头进行自动装卸。
3、较佳的,所述丝杆为梯形丝杆。
4、较佳的,所述固定块组件为v型固定块组件。
5、较佳的,所述固定块组间能够形成定位槽,所述焊头能够顺着所述定位槽镶入至所述定位块组件上。
6、较佳的,所述驱动机构一或驱动机构二为伺服电机。
7、较佳的,所述定位模组安装设置于支撑台,所述支撑台竖直设置于所述基台上。
8、较佳的,所述驱动机构一安装至所述支撑台的一侧。
9、本发明还提供了一种超音波塑胶焊接焊头自动装卸工艺,包括步骤如下:
10、s1、驱动机构一带动固定块组件沿水平方向移动至设定的位置;
11、s2、焊头顺着定位槽镶入定位块组件上;
12、s3、变幅杆内的连接螺母轴向运动下降至与焊头接触后再继续下降直至所述固位定块组件按照设定的锁紧力抱紧所述焊头;
13、s4、连接螺母旋转从而锁紧所述焊头;
14、s5、锁紧完毕后,所述固定块组件复位到原始位置,完成焊头自动装卸。
15、较佳的,步骤s3中,所述连接螺母轴向运动下降至与焊头接触后再继续下降15mm,所述固位定块组件按照设定的锁紧力抱紧所述焊头。
16、本发明的超音波塑胶焊接焊头自动装卸装置通过驱动机构一带动丝杆与固定块组件移动,通过焊头与定位块组件滑动配合镶入,通过变幅杆内的连接螺母锁紧焊头,从而实现焊头自动装卸,从而使得焊头能配合生产需求自动装卸,提高换模效率100%,提高生产安全率100%。
技术特征:
1.一种超音波塑胶焊接焊头自动装卸装置,其特征在于,包括基台,设于基台的定位模组,设置于所述定位模组上的连接模组以及焊头,所述定位模组包括有驱动机构一、丝杆、固定块组件和定位块组件,所述驱动机构一的输出轴与所述丝杆连接,所述固定块组件连接至所述丝杆,所述固定块组件在所述驱动机构一的带动下沿所述基台的台面在水平方向上移动;所述连接模组包括连接螺母和变幅杆,所述变幅杆连接至驱动机构二,所述变幅杆带动所述连接螺母在轴向上与所述焊头进行自动装卸。
2.根据权利要求1所述的一种超音波塑胶焊接焊头自动装卸装置,其特征在于,所述丝杆为梯形丝杆。
3.根据权利要求1所述的一种超音波塑胶焊接焊头自动装卸装置,其特征在于,所述固定块组件为v型固定块组件。
4.根据权利要求1所述的一种超音波塑胶焊接焊头自动装卸装置,其特征在于,所述固定块组件能够形成定位槽,所述焊头能够顺着所述定位槽镶入至所述定位块组件上。
5.根据权利要求1所述的一种超音波塑胶焊接焊头自动装卸装置,其特征在于,所述驱动机构一或驱动机构二为伺服电机。
6.根据权利要求1所述的一种超音波塑胶焊接焊头自动装卸装置,其特征在于,所述定位模组安装设置于支撑台,所述支撑台竖直设置于所述基台上。
7.根据权利要求6所述的一种超音波塑胶焊接焊头自动装卸装置,其特征在于,所述驱动机构一安装至所述支撑台的一侧。
8.一种超音波塑胶焊接焊头自动装卸工艺,基于如权利要求1-7任一项所述的超音波塑胶焊接焊头自动装卸装置,其特征在于,包括步骤如下:
9.根据权利要求8所述的一种超音波塑胶焊接焊头自动装卸工艺,其特征在于,步骤s3中,所述连接螺母轴向运动下降至与焊头接触后再继续下降15mm,所述固位定块组件按照设定的锁紧力抱紧所述焊头。
技术总结
本发明公开了一种超音波塑胶焊接焊头自动装卸装置及工艺,装置包括基台,设于基台的定位模组,设置于所述定位模组上的连接模组以及焊头,所述定位模组包括有驱动机构一、丝杆、固定块组件和定位块组件,所述驱动机构一的输出轴与所述丝杆连接,所述固定块组件连接至所述丝杆,所述固定块组件在所述驱动机构一的带动下沿所述基台的台面在水平方向上移动;所述连接模组包括连接螺母和变幅杆,所述变幅杆连接至驱动机构二,所述变幅杆带动所述连接螺母在轴向上与所述焊头进行自动装卸。本发明能够实现焊头自动装卸,从而使得焊头能配合生产需求自动装卸,提高换模效率100%,提高生产安全率100%。
技术研发人员:郭惠良,黄兴盛,林跃龙,夏绪干,范刚
受保护的技术使用者:厦门阿匹斯智能制造系统有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!