一种一体注塑成型的互感器生产工艺的制作方法
本申请涉及互感器生产技术,尤其是涉及一种一体注塑成型的互感器生产工艺。
背景技术:
1、互感器又称为仪用变压器,是电流互感器和电压互感器的统称。能将高电压变成低电压、大电流变成小电流,用于量测或保护系统。常见的电流互感器为穿心式,一般采用灌注环氧树脂的工艺来进行封装,包括线包、电子线、外壳以及环氧树脂填充层。
2、针对上述中的相关技术,发明人发现,在实际组装和灌封过程中采用人工操作,人为因素对产品质量影响很大,较难保整灌封稳定性,进而会影响产品的性能一致性;同时常温环氧树脂固化时间在24小时左右,生产周期很长,导致生产效率低。
技术实现思路
1、为了提高产品性能的一致性,提升生产效率,本申请提供一种一体注塑成型的互感器生产工艺。
2、本申请提供的一种一体注塑成型的互感器生产工艺采用如下的技术方案:
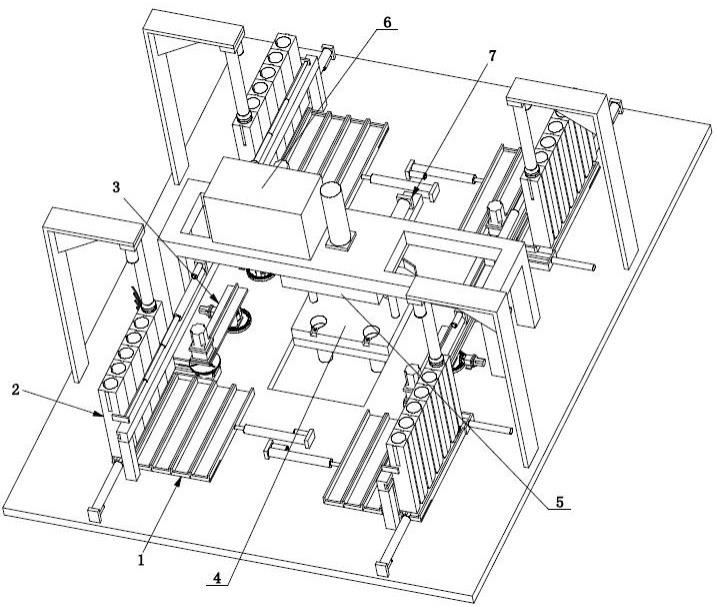
3、一种一体注塑成型的互感器生产工艺,包括以下步骤:
4、s1:将电子线使用锡焊焊在线包的周向外侧壁上;
5、s2:将外壳装入供壳装置内,将线包和电子线的组合装入供包装置内;
6、s3:使用供包装置将线包和电子线的组合装入供壳装置内的外壳中,并通过供壳装置将外壳、线包和电子线的组合送出供壳装置;
7、s4:使用上料装置将外壳、线包和电子线的组合夹持并折弯电子线后,送入下模中;
8、s5:将上模与下模合模,使用低压注塑机通过上模向外壳内低压灌封热熔胶料;
9、s6:待热熔胶固化后,使用脱模装置将成品互感器脱模。
10、通过采用上述技术方案,采用低压灌注热熔胶料固化速度更快,可在模具上直接固化成型,有效缩短生产周期,且不需要占用大量空间和场地进行存放等待固化,提高了生产效率;环氧树脂固化后由于环境的影响容易热胀冷缩形成开裂,进而影响互感器的绝缘性能,造成产品高压击穿,相比之下,使用热熔胶料作为灌封材料也提高了互感器的外观美观程度和性能的一致性;线包与电子线的组合与外壳的组装、热熔胶料的灌注以及成品互感器的脱模均为机械化运作,相比人工操作效率提升,且灌封稳定,能提高互感器性能的一致性。
11、可选的,供壳装置包括:
12、储壳盒,用于盛装外壳;
13、第一伸缩缸,用于将储壳盒内的外壳推出。
14、通过采用上述技术方案,可以一次性在储壳盒中存储较多的外壳,并通过第一伸缩缸逐一送出。
15、可选的,储壳盒包括多个拼接在一起的单元盒;供壳装置还包括用于移动储壳盒的第二伸缩缸。
16、通过采用上述技术方案,可以自由选择使用的单元盒数量来调整储壳盒的容量,通过第二伸缩缸可以使储壳盒移动,便于第一伸缩缸对不同单元盒内的外壳进行移动。
17、可选的,供包装置包括:
18、储包盒,用于盛装线包和电子线的组合;
19、第三伸缩缸,用于将线包和电子线的组合送出储包盒。
20、通过采用上述技术方案,可以一次性在储包盒中存储较多的线包和电子线的组合,并通过第三伸缩缸逐一送出。
21、可选的,储包盒包括多个拼接在一起的单元筒;供包装置还包括用于移动储包盒的第四伸缩缸。
22、通过采用上述技术方案,可以自由选择使用的单元筒数量来调整储包盒的容量,通过第四伸缩缸可以使储包盒移动,便于第三伸缩缸对不同单元筒内的线包和电子线的组合进行移动。
23、可选的,单元筒上设有供电子线滑动的让位槽。
24、通过采用上述技术方案,让位槽用于给电子线让位,使线包部分可以在单元筒内滑动,同时也可以对电子线起到导向作用,使线包和电子线的组合在离开单元筒后电子线的朝向一致。
25、可选的,上料装置包括:
26、转动机构;
27、升降机构,设置在转动机构上;
28、夹持机构,设置在升降机构的可升降端,用于夹持外壳和弯折电子线。
29、通过采用上述技术方案,夹持机构夹持外壳后,可以将电子线折弯,并送入下模中。
30、可选的,夹持机构包括:
31、摇臂,连接在升降机构的可升降端;
32、夹盘,设置在摇臂上,包括多个夹爪;
33、折线件,设置在夹爪上,用于折弯电子线;
34、驱动组件,设有驱动轴,用于驱动夹盘工作,使夹爪和折线件移动。
35、通过采用上述技术方案,夹盘能够夹持外壳,摇臂升降转动可以使夹盘移动,通过折线件可以将电子线折弯,完成s4的步骤。
36、可选的,夹盘还包括:
37、固定盘,固定连接摇臂,设有沿径向设置的第一滑槽和第二滑槽;
38、转盘,连接驱动组件的驱动轴且与固定盘转动连接,设有第三滑槽和第四滑槽;
39、夹爪滑动设置在第一滑槽与第三滑槽中,折线件滑动设置在第二滑槽与第四滑槽中;当转盘转动时,夹爪和折线件与固定盘中轴线的距离一个增大,另一个减小。
40、通过采用上述技术方案,只需一个驱动组件驱动转盘转动就可以实现两种操作,节省了驱动件的使用,第一种操作是夹爪聚拢夹持外壳的同时,折线件移动将电子线折弯;第二种操作是夹爪张开放下外壳的同时,将折线件收回初始位置。
41、可选的,脱模装置包括:
42、脱模板,滑动设置在下模的模穴中;
43、第五伸缩缸,活塞端连接脱模板;
44、收件板,用于将成品互感器移出下模;
45、第六伸缩缸,活塞端连接收件板。
46、通过采用上述技术方案,第五伸缩缸推动脱模板将互感器成品推出模穴,第六伸缩缸伸长使收件板将所有互感器成品推离下模,即可进行下一模互感器的摆放。
47、综上所述,本申请包括以下至少一种有益技术效果:
48、1.采用低压灌注热熔胶料固化速度更快,可在模具上直接固化成型,有效缩短生产周期,且不需要占用大量空间和场地进行存放等待固化,提高了生产效率;
49、2.环氧树脂固化后由于环境的影响容易热胀冷缩形成开裂,进而影响互感器的绝缘性能,造成产品高压击穿,相比之下,使用热熔胶料作为灌封材料也提高了互感器的外观美观程度和性能的一致性;
50、3.线包与电子线的组合与外壳的组装、热熔胶料的灌注以及成品互感器的脱模均为机械化运作,相比人工操作效率提升,且灌封稳定,能提高互感器性能的一致性;
51、4.让位槽用于给电子线让位,使线包部分可以在单元筒内滑动,同时也可以对电子线起到导向作用,使线包和电子线的组合在离开单元筒后电子线的朝向一致;
52、5.只需一个驱动组件驱动转盘转动就可以实现两种操作,节省了驱动件的使用,第一种操作是夹爪聚拢夹持外壳的同时,折线件移动将电子线折弯;第二种操作是夹爪张开放下外壳的同时,将折线件收回初始位置。
技术特征:
1.一种一体注塑成型的互感器生产工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种一体注塑成型的互感器生产工艺,其特征在于,所述供壳装置(1)包括:
3.根据权利要求2所述的一种一体注塑成型的互感器生产工艺,其特征在于,所述储壳盒(11)包括多个拼接在一起的单元盒(111);所述供壳装置(1)还包括用于移动储壳盒(11)的第二伸缩缸(13)。
4.根据权利要求1所述的一种一体注塑成型的互感器生产工艺,其特征在于,所述供包装置(2)包括:
5.根据权利要求4所述的一种一体注塑成型的互感器生产工艺,其特征在于,所述储包盒(21)包括多个拼接在一起的单元筒(211);所述供包装置(2)还包括用于移动储包盒(21)的第四伸缩缸(23)。
6.根据权利要求5所述的一种一体注塑成型的互感器生产工艺,其特征在于,所述单元筒(211)上设有供电子线滑动的让位槽(2111)。
7.根据权利要求1所述的一种一体注塑成型的互感器生产工艺,其特征在于,所述上料装置(3)包括:
8.根据权利要求7所述的一种一体注塑成型的互感器生产工艺,其特征在于,所述夹持机构(33)包括:
9.根据权利要求8所述的一种一体注塑成型的互感器生产工艺,其特征在于,所述夹盘(332)还包括:
10.根据权利要求1所述的一种一体注塑成型的互感器生产工艺,其特征在于,所述脱模装置(7)包括:
技术总结
本申请涉及一种一体注塑成型的互感器生产工艺,涉及互感器生产技术的技术领域,其包括以下步骤,将电子线使用锡焊焊在线包的周向外侧壁上;将外壳装入供壳装置内,将线包和电子线的组合装入供包装置内;使用供包装置将线包和电子线的组合装入供壳装置内的外壳中,并通过供壳装置将外壳、线包和电子线的组合送出供壳装置;使用上料装置将外壳、线包和电子线的组合夹持并折弯电子线后,送入下模中;将上模与下模合模,使用低压注塑机通过上模向外壳内低压灌封热熔胶料;待热熔胶固化后,使用脱模装置将成品互感器脱模。本申请具有提高产品性能的一致性,提升生产效率的效果。
技术研发人员:施露,孙少平
受保护的技术使用者:深圳市康定通安电子有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!