PET瓶坯加热装置及加热方法与流程
本发明涉及pet瓶坯加热,特别涉及pet瓶坯加热装置及加热方法。
背景技术:
1、一些桶装水所用的水桶是由pet瓶坯吹塑加工而来,为了减少pet塑料的消耗量,一些厂家采用将水桶的用料减少的方式,而用料少则水桶的壁厚就很薄,水桶的强度较低,装上水放在饮水机上桶会变形和漏水,运输堆放层次不高,堆放几层后最下方第一层水桶的脖子会因为重压而变歪。此外,在进行吹塑加工前,需要将pet瓶坯予以加热以提高其可延伸性,水桶用料减少的情况下,pet瓶坯的用料也对应减少,加热后的pet瓶坯在吹塑延展时很容易出现筒壁局部过薄的情况,从而产生不合格产品。因此,需要技术改进,以使水桶在壁厚较薄的情况下可具有较高的强度,且避免出现桶壁局部过薄的情况。
技术实现思路
1、本发明的目的在于提供一种pet瓶坯加热装置及加热方法,能够使水桶在壁厚较薄的情况下可具有较高的强度,且避免出现桶壁局部过薄的情况。
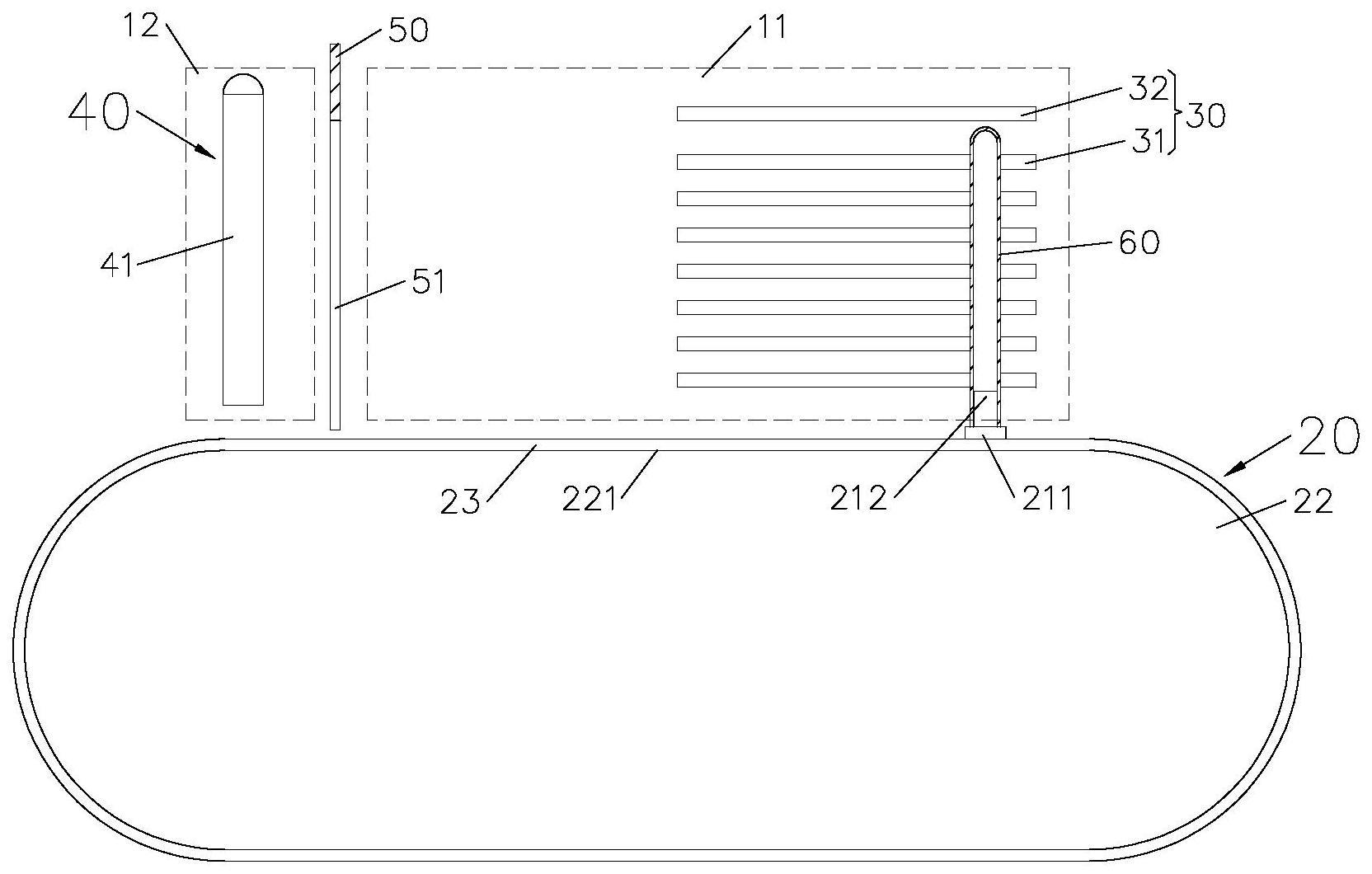
2、为实现上述目的,提供pet瓶坯加热装置,其包括:机体,具有加热区和冷却区;输送机构,设置于机体,并设置有安装件,pet瓶坯的开口端适于套设于安装件上,所述输送机构用于驱动安装件移动以使安装件上的pet瓶坯依次移动至加热区和冷却区;加热机构,设置于所述加热区;冷却机构,设置于所述冷却区。
3、根据所述的pet瓶坯加热装置,所述输送机构包括导盘以及活动设置于导盘外侧的输送链,所述安装件包括与输送链连接的安装座,以及转动设置于安装座上的插筒,所述插筒上设有齿轮。
4、根据所述的pet瓶坯加热装置,所述导盘的外侧具有导向直段,所述输送链位于导向直段,所述加热区和冷却区位于导向直段的侧方,且所述加热区与冷却区之间设置有隔板,所述隔板上开设有可供pet瓶坯穿过的置物口,所述导盘上于导向直段处设有用于啮合齿轮的齿条。
5、根据所述的pet瓶坯加热装置,所述加热机构包括第一加热管和第二加热管,所述第一加热管和第二加热管均平行于导向直段;所述pet瓶坯移动至加热区时,所述第一加热管位于pet瓶坯的下方,所述第二加热管位于pet瓶坯远离安装件的一侧。
6、根据所述的pet瓶坯加热装置,所述第一加热管设置为多条并彼此平行,多条所述第一加热管横向布置于一平面并沿pet瓶坯的轴向等间距依次排列。
7、根据所述的pet瓶坯加热装置,所述第一加热管设置为七条。
8、根据所述的pet瓶坯加热装置,所述冷却机构包括出风管,所述出风管与一冷风机连通,且所述出风管上具有出风口。
9、根据所述的pet瓶坯加热装置,所述出风管设置为呈u型,所述出风口设置为多个并沿出风管的轴线依次排列,多个所述出风口均位于出风管的内侧;所述pet瓶坯移动至冷却区时,pet瓶坯位于出风管的内侧。
10、根据上述pet瓶坯加热装置的加热方法,其包括如下步骤:
11、s1、启动各第一加热管和第二加热管,沿着背向于导向直段的方向,各第一加热管的温度分别设置为80-100℃、45-65℃、65-85℃、65-85℃、45-60℃、45-60℃、65-85℃,第二加热管的温度设置为83-98℃;启动冷风机;
12、s2、输送机构启动,将pet瓶坯套设于安装件上;
13、s3、pet瓶坯移动以从加热区的一侧进入,从加热区的另一侧移出,且pet瓶坯在加热区的移动时间为2-3min,pet瓶坯与第一加热管和第二加热管的距离均为0.5-5mm;
14、s4、pet瓶坯移动以从冷却区的一侧进入,从冷却区的另一侧移出,然后将pet从安装件上取下。
15、有益效果:pet瓶坯在加热区进行加热后进入冷却区,pet瓶坯的表面得以冷却以适当降低延展性和提高硬度,其内部仍具有较高的温度以具有足够的延展性,因此,在进行吹塑加工时pet瓶坯可避免出现局部过度延展而导致水桶局部壁厚过薄的情况,使得水桶的壁厚较为均匀,且水桶的强度提高,避免出现多层堆放而导致的水桶脖子被压歪。
16、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.pet瓶坯加热装置,其特征在于,包括:
2.根据权利要求1所述的pet瓶坯加热装置,其特征在于,所述输送机构包括导盘以及活动设置于导盘外侧的输送链,所述安装件包括与输送链连接的安装座,以及转动设置于安装座上的插筒,所述插筒上设有齿轮。
3.根据权利要求2所述的pet瓶坯加热装置,其特征在于,所述导盘的外侧具有导向直段,所述输送链位于导向直段,所述加热区和冷却区位于导向直段的侧方,且所述加热区与冷却区之间设置有隔板,所述隔板上开设有可供pet瓶坯穿过的置物口,所述导盘上于导向直段处设有用于啮合齿轮的齿条。
4.根据权利要求3所述的pet瓶坯加热装置,其特征在于,所述加热机构包括第一加热管和第二加热管,所述第一加热管和第二加热管均平行于导向直段;
5.根据权利要求4所述的pet瓶坯加热装置,其特征在于,所述第一加热管设置为多条并彼此平行,多条所述第一加热管横向布置于一平面并沿pet瓶坯的轴向等间距依次排列。
6.根据权利要求5所述的pet瓶坯加热装置,其特征在于,所述第一加热管设置为七条。
7.根据权利要求6所述的pet瓶坯加热装置,其特征在于,所述冷却机构包括出风管,所述出风管与一冷风机连通,且所述出风管上具有出风口。
8.根据权利要求7所述的pet瓶坯加热装置,其特征在于,所述出风管设置为呈u型,所述出风口设置为多个并沿出风管的轴线依次排列,多个所述出风口均位于出风管的内侧;所述pet瓶坯移动至冷却区时,pet瓶坯位于出风管的内侧。
9.根据权利要求8所述pet瓶坯加热装置的加热方法,其特征在于,包括如下步骤:
技术总结
本发明公开了PET瓶坯加热装置及加热方法,其中的PET瓶坯加热装置包括:机体,具有加热区和冷却区;输送机构,设置于机体,并设置有安装件,PET瓶坯的开口端适于套设于安装件上,所述输送机构用于驱动安装件移动以使安装件上的PET瓶坯依次移动至加热区和冷却区;加热机构,设置于所述加热区;冷却机构,设置于所述冷却区。PET瓶坯在加热区进行加热后进入冷却区,PET瓶坯的表面得以冷却以适当降低延展性和提高硬度,其内部仍具有较高的温度以具有足够的延展性,因此,在进行吹塑加工时PET瓶坯可避免出现局部过度延展而导致水桶局部壁厚过薄的情况,使得水桶的壁厚较为均匀,且水桶的强度提高,避免出现多层堆放而导致的水桶脖子被压歪。
技术研发人员:陈良明
受保护的技术使用者:陈良明
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!