一种聚酰亚胺高温固化真空袋的修补方法与流程
本发明是一种聚酰亚胺高温固化真空袋的修补方法,属于复合材料的袋压固化成型工艺。
背景技术:
1、袋压成型是使用弹性袋接受流体压力,使得介于刚性模具和弹性袋之间的复合材料均匀受压而成为制件的一种方法,广泛应用于热固性材料以及大型复材器件的制备成型工艺中。根据流体压力,可以区分为加压袋成型、真空袋压成型、热压釜成型等。其中,真空袋—热压罐成型工艺是生产航空、航天用高纤维增强热固性塑料高强度构件的主要方法。基本工艺过程是,将预浸料叠层和其他工艺辅助材料组合在一起,构成一个真空袋组合系统,在热压罐中于一定压力(包括真空袋内的真空负压和袋外正压)和温度下固化,制成各种形状的制件。其工艺过程分为五个阶段:1)升温阶段,根据制件选择合适的升温速率以保证受热均匀,该阶段主要使用真空压力;2)吸胶阶段,本质为中间保温阶段,目的为使树脂熔化,浸渍纤维以及去除挥发物,同时树脂将固化至凝胶状态,此阶段加压为全压的1/3~1/2;3)第二次升温阶段,此时经过吸胶阶段,树脂基体已处于半固化状态,挥发物已充分排出,可将温度逐渐升至固化温度,该阶段需控制升温速率以防止爆聚;4)保温热压阶段,此时温度已经升至固化温度,该阶段需加全压,使树脂在固化过程中层片之间可以充分压实,必须根据树脂基体的配方严格控制温度、压力、时间等工艺参数;5)冷却阶段,在一定的保压状态下,采取自然冷却或其他冷却方式使制件冷却至一定温度或室温附近,之后可以卸压,取得制件。
2、对于固化温度高于300℃的聚酰亚胺等树脂基体的复合材料,需使用聚酰亚胺高温真空袋进行袋压工艺,而其通常韧性较低,如果密封阶段中出现褶皱堆积、拐角处架桥等现象,袋中空气无法完全排出,在吸胶阶段与热压阶段中的加压下极易出现破裂,导致漏气、真空度下降,影响制件成型,而裂缝极易延伸,难以修补,往往需要重新制作真空袋,增加人力、物力及时间成本。
3、多年来,包括波音公司在内的国内外企业在袋压固化成型工艺领域取得了很多进展,提出了一些较为成熟的真空袋密封方法,可以有效地减少真空袋漏气、破损现象的出现,对于减少各项成本具有重大意义,然而目前尚未提出过比较简单、高效的真空袋修复方法,对于破损现象的出现,通常需耗费大量成本制作新的真空袋密封结构。
技术实现思路
1、本发明正是针对上述现有技术状况而设计提供了一种聚酰亚胺高温固化真空袋修补方法,其目的是能够对高温真空袋破损处进行有效的修补,使破损真空袋能够重新使用,不影响构件成型质量并且节省时间等成本。
2、本发明的目的是通过以下技术方案来实现的:
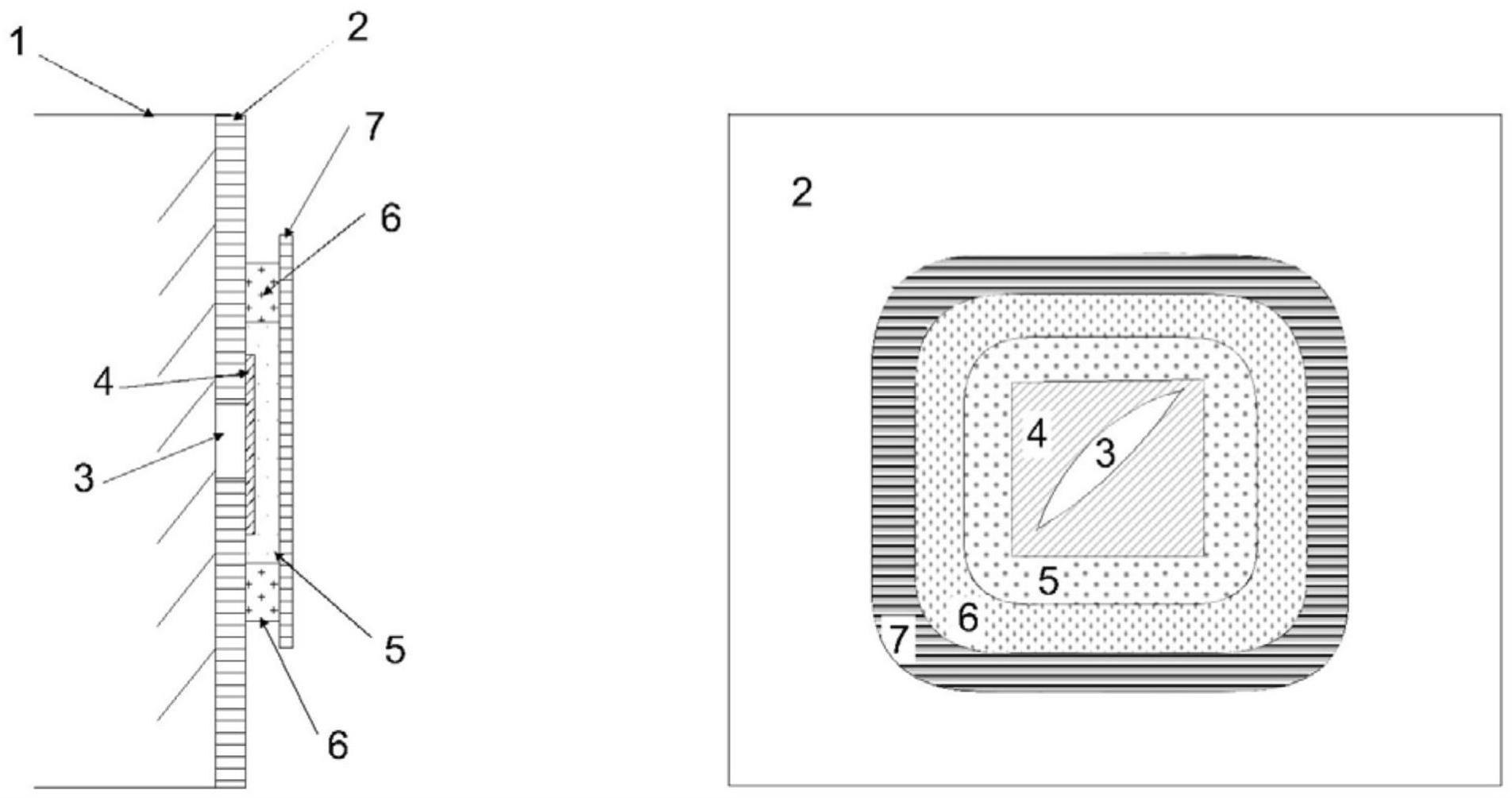
3、本发明所述的聚酰亚胺高温固化真空袋的修补方法,首先对产生破损的真空袋2抽真空,排查出破损处3,再放掉真空袋2内的真空并将破损处3展平并压实,之后使用聚酰亚胺高温胶带4对破损处3的周围进行封堵并再次对真空袋2抽真空,利用大气压力对破损处3的聚酰亚胺高温胶带4进行预先定型,然后使用耐高温密封胶条5贴覆在破损处3周围的聚酰亚胺高温胶带4上,在耐高温密封胶条5上再覆盖一块聚酰亚胺高温真空袋料7并压实,然后用耐高温有机硅密封胶6填充在聚酰亚胺高温真空袋料7周围翻边的下表面,再次将聚酰亚胺高温真空袋料7压实并排出空气使其与耐高温密封胶条5、耐高温有机硅密封胶6紧密贴合,最后使用热吹风机加热耐高温有机硅密封胶6,使其出现固化以防止发生流动而造成密封不严,之后继续未进行的固化工艺;
4、上述方法中所述耐高温所指为最高使用温度为427℃。
5、在一种实施中,上述聚酰亚胺高温真空袋料7的牌号为thermalimide,最高使用温度426℃,断裂延伸率95%。
6、在一种实施中,所述聚酰亚胺高温胶带4的牌号为airkap236。
7、在一种实施中,所述耐高温密封胶条5的牌号为a-800-3g,最高使用温度427℃。
8、在一种实施中,所述耐高温有机硅密封胶6的牌号为hm306。
9、在实施时,聚酰亚胺高温胶带4与破损处3的相邻边缘之间的距离应超过10mm。
10、在实施时,完成聚酰亚胺高温真空袋料7与耐高温密封胶条5、耐高温有机硅密封胶6紧密贴合后,修剪聚酰亚胺高温真空袋料7的周边,使聚酰亚胺高温真空袋料7与耐高温有机硅密封胶6的相邻边缘之间的距离达到5~10mm,以防止其边缘导致真空袋之间产生摩擦从而产生新的破损。
11、在实施时,在最后完成的固化过程中,包括在90℃下保温2h的保温时间段。
12、本发明技术方案的有益效果是:
13、由于预先进行了抽真空处理,真空袋已具有定型效果,防止了破损处外其余位置产生新的破裂的风险;破损处压实后再进行封堵,避免了再次加压后破损处周围真空袋由于缺乏位移余量而产生的裂缝延伸,且高温胶带一定程度上也可以防止裂缝的延展;耐高温密封胶条与有机硅密封胶的双重保险可以将所填补的小块真空袋紧密贴合在破损处,保证修补后真空度的保持,恢复真空袋的功能。
技术特征:
1.一种聚酰亚胺高温固化真空袋的修补方法,该方法首先对产生破损的真空袋(2)抽真空,排查出破损处(3),再放掉真空袋(2)内的真空并将破损处(3)展平并压实,之后使用聚酰亚胺高温胶带(4)对破损处(3)的周围进行封堵并再次对真空袋(2)抽真空,利用大气压力对破损处(3)的聚酰亚胺高温胶带(4)进行预先定型,然后使用耐高温密封胶条(5)贴覆在破损处(3)周围的聚酰亚胺高温胶带(4)上,在耐高温密封胶条(5)上再覆盖一块聚酰亚胺高温真空袋料(7)并压实,然后用耐高温有机硅密封胶(6)填充在聚酰亚胺高温真空袋料(7)周围翻边的下表面,再次将聚酰亚胺高温真空袋料(7)压实并排出空气使其与耐高温密封胶条(5)、耐高温有机硅密封胶(6)紧密贴合,最后使用热吹风机加热耐高温有机硅密封胶(6),使其出现固化以防止发生流动而造成密封不严,之后继续未进行的固化工艺;
2.根据权利要求1所述的聚酰亚胺高温固化真空袋的修补方法,其特征在于:所述聚酰亚胺高温真空袋料(7)的牌号为thermalimide,最高使用温度426℃,断裂延伸率95%。
3.根据权利要求1所述的聚酰亚胺高温固化真空袋的修补方法,其特征在于:所述聚酰亚胺高温胶带(4)的牌号为airkap236。
4.根据权利要求1所述的聚酰亚胺高温固化真空袋的修补方法,其特征在于:所述耐高温密封胶条(5)的牌号为a-800-3g,最高使用温度427℃。
5.根据权利要求1所述的聚酰亚胺高温固化真空袋的修补方法,其特征在于:所述耐高温有机硅密封胶(6)的牌号为hm306。
6.根据权利要求1所述的聚酰亚胺高温固化真空袋的修补方法,其特征在于:聚酰亚胺高温胶带(4)与破损处(3)的相邻边缘之间的距离应超过10mm。
7.根据权利要求1所述的聚酰亚胺高温固化真空袋的修补方法,其特征在于:完成聚酰亚胺高温真空袋料(7)与耐高温密封胶条(5)、耐高温有机硅密封胶(6)紧密贴合后,修剪聚酰亚胺高温真空袋料(7)的周边,使聚酰亚胺高温真空袋料(7)与耐高温有机硅密封胶(6)的相邻边缘之间的距离达到5~10mm,以防止其边缘导致真空袋之间产生摩擦从而产生新的破损。
8.根据权利要求1所述的聚酰亚胺高温固化真空袋的修补方法,其特征在于:在最后完成的固化过程中,包括在90℃下保温2h的保温时间段。
技术总结
本发明是一种聚酰亚胺高温固化真空袋的修补方法,该方法包括步骤:1)对产生破损的真空袋抽真空,排查出破损处;2)放掉真空将破损处展平并压实,之后使用聚酰亚胺高温胶带进行封堵并再次抽真空,将真空袋预先定型;3)使用耐高温密封胶条覆盖其上并注意填补高温胶带周围接缝处;4)在高温密封胶条之上覆盖一小块聚酰亚胺高温真空袋并压实;5)将耐高温有机硅密封胶填充于密封胶条周围,再次将小块真空袋压实,排出空气使其与高温密封胶条、有机硅密封胶紧密贴合:6)修剪小块真空袋使其比有机硅密封胶稍大,使用热吹风机加热有机硅密封胶,使其稍微固化。本发明提供了一种可有效修补聚酰亚胺高温固化真空袋破损处,恢复其使用功能的方法。
技术研发人员:方文宇,龚明,倪洪江,张代军,李军,陈祥宝
受保护的技术使用者:中国航发北京航空材料研究院
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!