一种马桶座圈的生产工艺及其生产的马桶座圈的制作方法
本发明涉及马桶座圈生产,尤其涉及一种马桶座圈的生产工艺及其生产的马桶座圈。
背景技术:
1、目前,大多数马桶都配备有马桶座圈,使用时,将马桶座圈架置在马桶上。为了进一步提高使用者的使用舒适度,生产厂家会在马桶座圈与马桶座之间的接触面上装配缓冲组件,从而避免晃动的情况出现,起到静音的效果。
2、可现有技术中马桶座圈上的缓冲垫均是在独立加工后,由工作人员对马桶圈和缓冲垫进行组装,无法一次成型,提高了马桶座圈的生产成本,不仅需要两套模具,同时还需要人工进行装配,不利于产品参与市场竞争。且由于是后期组装而成,其在长期的使用过程中易于出现松动掉落的情况,实用性较低。
技术实现思路
1、本发明的目的在于提出一种马桶座圈的生产工艺及其生产的马桶座圈,可以解决现有技术中马桶座圈安装不牢固以及生产成本高的问题。
2、为达此目的,本发明采用以下技术方案:
3、一种马桶座圈的生产工艺,包括包括以下步骤:
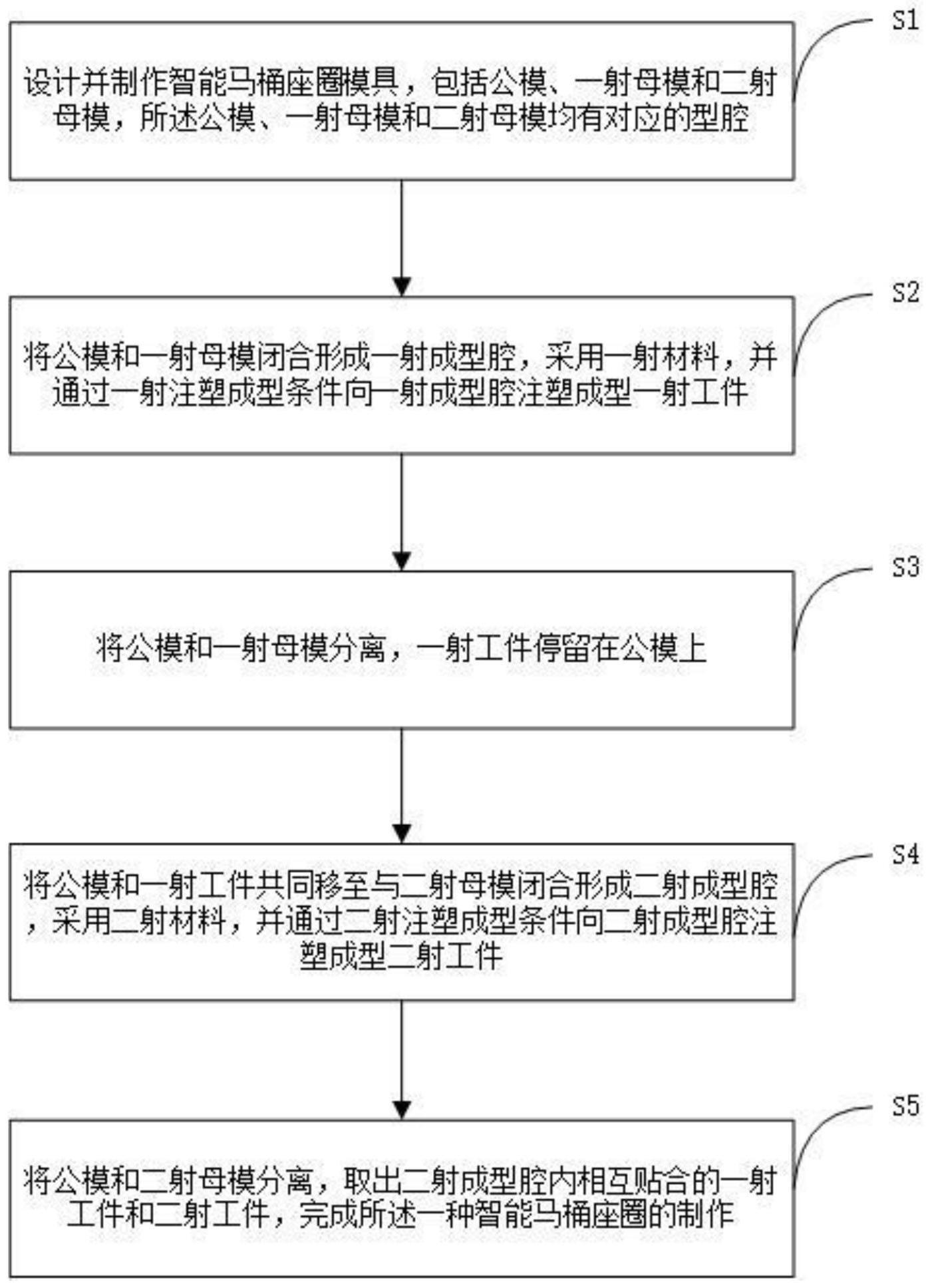
4、步骤s1、设计并制作马桶座圈模具,包括公模、一射母模和二射母模,所述公模、一射母模和二射母模均有对应的型腔;
5、步骤s2、将公模和一射母模闭合形成一射成型腔,采用一射材料,并通过一射注塑成型条件向一射成型腔注塑成型一射工件,所述一射工件为座圈底板;
6、步骤s3、将公模和一射母模分离,一射工件停留在公模上;
7、步骤s4、将公模和一射工件共同移至与二射母模闭合形成二射成型腔,采用二射材料,并通过二射注塑成型条件向二射成型腔注塑成型二射工件,所述二射工件为缓冲组件;
8、步骤s5、将公模和二射母模分离,取出二射成型腔内相互贴合的一射工件和二射工件,完成所述一种马桶座圈的生产。
9、优选的,所述一射材料为硬胶材料。
10、优选的,所述二射材料为软胶材料。
11、优选的,所述一射注塑成型条件包括:
12、注射压力为100mpa,温度为210℃,注射时间为40s,保压为50mpa,保压时间为2s,冷却时间为35s,模温为60℃。
13、优选的,所述二射注塑成型条件包括:
14、注射压力为80mpa,温度为180℃;注射时间为25s;保压为30mpa,保压时间为5s,冷却时间为40s,模温为40℃。
15、一种马桶座圈,采用如上述所述的一种马桶座圈的生产工艺,包括座圈底板和缓冲组件;
16、所述座圈底板为采用一射材料,并通过一射注塑成型条件向一射成型腔注塑成型的一射工件;
17、所述缓冲组件为采用二射材料,并通过二射注塑成型条件向二射成型腔注塑成型的二射工件。
18、优选的,所述一射材料为pp材质,所述二射材料为tpe材质。
19、优选的,所述座圈底板的底面开设有第一凹槽,所述第一凹槽的槽底面开设有第一凹孔,所述第一凹孔的孔底面向孔顶面延伸设有第一凸部,所述第一凹槽的槽缘设有第一凸缘,所述第一凹孔的孔缘设有第二凸缘;
20、所述缓冲组件包括缓冲垫主体,所述缓冲垫主体形成有第二凸部,所述第二凸部的顶面开设有第二凹槽,所述第二凹槽的槽底面向槽顶面延伸设有第三凸部,所述第三凸部的中心开设有第二凹孔。
21、优选的,所述第一凹槽和缓冲组件的数量均为四个,四个所述第一凹槽和缓冲组件于所述座圈底板的底面呈对称式分布;
22、四个所述第一凹槽内分别开设有两个所述第一凹孔,四个所述第二凸部的顶面分别开设有两个所述第二凹槽。
23、优选的,所述第一凹槽的深度为1.5mm;
24、所述第一凹孔的直径为10.4mm,且所述第一凹孔的深度为8.1mm;
25、所述第一凸部的直径为4mm,且所述第一凸部的高度为8.1mm。
26、上述技术方案中的一个技术方案具有以下有益效果:
27、(1)先通过一次注塑成型一射工件,使一射工件无需从公模内取出;再二次注塑成型二射工件;成型后的一射工件和二射工件互相嵌入,达到互相结合紧密,不容易分开的效果。使得本生产工艺区别于现有技术中的组装工艺,从而具备提升生产效率以及降低生产成本的优点。
28、(2)采用上述所述的一种马桶座圈的生产工艺,通过两次注塑成型的方式,完成座圈底板和缓冲组件的双射成型结构,成型后的产品互相结合紧密,不易分开,再与座圈盖板成为一体结构,避免了使用过程中松动掉落的情况发生,实用性较强。
技术特征:
1.一种马桶座圈的生产工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种马桶座圈的生产工艺,其特征在于,所述一射材料为硬胶材料。
3.根据权利要求1所述的一种马桶座圈的生产工艺,其特征在于,所述二射材料为软胶材料。
4.根据权利要求1所述的一种马桶座圈的生产工艺,其特征在于,所述一射注塑成型条件包括:
5.根据权利要求1所述的一种马桶座圈的生产工艺,其特征在于,所述二射注塑成型条件包括:
6.一种马桶座圈,其特征在于,采用如权利要求1-5任一项所述的一种马桶座圈的生产工艺,包括座圈底板和缓冲组件;
7.根据权利要求6所述的一种马桶座圈,其特征在于,所述一射材料为pp材质,所述二射材料为tpe材质。
8.根据权利要求6所述的一种马桶座圈,其特征在于,所述座圈底板的底面开设有第一凹槽,所述第一凹槽的槽底面开设有第一凹孔,所述第一凹孔的孔底面向孔顶面延伸设有第一凸部,所述第一凹槽的槽缘设有第一凸缘,所述第一凹孔的孔缘设有第二凸缘;
9.根据权利要求7所述的一种马桶座圈,其特征在于,所述第一凹槽和缓冲组件的数量均为四个,四个所述第一凹槽和缓冲组件于所述座圈底板的底面呈对称式分布;
10.根据权利要求8所述的一种马桶座圈,其特征在于,所述第一凹槽的深度为1.5mm;
技术总结
本发明涉及马桶座圈生产技术领域,尤其涉及一种马桶座圈的生产工艺及其生产的马桶座圈,其生产工艺包括设计并制作马桶座圈模具,包括公模、一射母模和二射母模;将公模和一射母模闭合形成一射成型腔,采用一射材料,并通过一射注塑成型条件向一射成型腔注塑成型一射工件;将公模和一射母模分离,一射工件停留在公模上;将公模和一射工件共同移至与二射母模闭合形成二射成型腔,采用二射材料,并通过二射注塑成型条件向二射成型腔注塑成型二射工件;将公模和二射母模分离,取出二射成型腔内相互贴合的一射工件和二射工件,完成所述一种马桶座圈的生产。本发明可以解决现有技术中马桶座圈安装不牢固以及生产成本高的问题。
技术研发人员:陈升,洪国兵
受保护的技术使用者:佛山东鹏洁具股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!