一种涡轮增压进气弯管的一体注塑成型模具的制作方法
本发明涉及模具,具体涉及一种涡轮增压进气弯管的一体注塑成型模具。
背景技术:
1、随着汽车市场竞争的白热化,整车销售价格不断降低,倒逼供应商压缩成本,以满足整车厂的零件采购成本要求。
2、以往涡轮增压进气弯管通常用价格高昂的aem和acm特种橡胶材料制作,受限于材料特性和生产工艺,与进气弯管一体的支管集成度低,后期加工成本较高。
3、为了大幅降低涡轮增压进气弯管的成本,供应商尝试使用高温尼龙塑料制作涡轮增压进气弯管,由于产品的气道形状一般由两个端头+中间弧形段组成,现有模具设计无法完成这种复杂模芯的抽芯脱模,无法满足涡轮增压进气弯管的一体注塑成型和脱模要求,使得产品工艺不得不设计成拆件焊接的方式,这种方案不仅模具成本高,而且零件的注塑变形对焊接质量的影响很大,易出现批量焊接质量事故(如焊接面翘曲变形,焊接溢料,虚焊,空气密封泄露等),增加了工艺难度。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供了一种涡轮增压进气弯管的一体注塑成型模具。
2、本发明为实现上述目的,采用以下技术方案:
3、一种涡轮增压进气弯管的一体注塑成型模具,包括:
4、前模板;
5、后模板,其上设有弧形导轨;
6、进气弯管成型腔,包括弯管成型腔,形成于前模板与后模板之间;
7、旋转摆臂,其一端安装在弧形导轨上,另一端与转轴连接,所述转轴可驱动旋转摆臂沿弧形导轨移动;
8、弧形型芯,包括大端、小端和弧形段,其能够位于弯管成型腔中,其大端到小端的直径逐渐减小;
9、抽芯滑块,其安装在旋转摆臂靠近弧形导轨的一端上,其能够与弧形型芯的大端端面相配合,所述抽芯滑块能够随着前模板与后模板的打开而与弧形型芯的大端端面分离,随着前模板与后模板的闭合而与弧形型芯的大端端面贴合。
10、直行型芯,其与弧形型芯的小端配合,在弯管成型腔中形成弯管的注塑空间。
11、进一步地,还包括安装在旋转摆臂靠近弧形导轨的一端上的弯管抽芯机构,所述弯管抽芯机构包括开设在旋转摆臂上的滑槽,所述滑槽内滑动设有抽芯滑块,所述抽芯滑块上开设有导向孔,所述导向孔内滑动安装有导向块,所述导向块的一端延伸出导向孔与旋转摆臂连接,所述导向块的另一端与弧形型芯的大端的端面连接。
12、进一步地,所述前模板上安装有斜导柱,所述斜导柱沿滑槽方向向远离弧形型芯大端的端面倾斜,所述抽芯滑块上设有与斜导柱相配合的斜孔,所述斜孔与斜导柱的倾斜方向一致,所述导向块上开设有与斜孔连通的第一腰形孔。
13、进一步地,所述抽芯滑块靠近弧形型芯大端端面的一端开设有安装孔,所述安装孔内安装有第一弹簧,所述第一弹簧的一端延伸出安装孔,且能够与弧形型芯大端的端面相接触或分离。
14、进一步地,所述弧形型芯的大端与小端的直径比≥1.5。
15、进一步地,所述进气弯管成型腔还包括位于前模板上的支管成型腔,所述前模板远离后模板的一侧安装有前模座板,所述前模座板上安装有支管抽芯机构。
16、进一步地,所述支管抽芯机构包括安装在前模座板上的支管抽芯滑块座和安装在前模板上的支管抽芯导向块,所述支管抽芯导向块位于支管成型腔的一侧,所述支管抽芯滑块座上滑动安装有支管内抽芯滑块,所述支管抽芯导向块上滑动安装有支管外抽芯滑块,所述支管外抽芯滑块内开设有通孔,所述支管内抽芯滑块滑动设在通孔内,所述支管内抽芯滑块与支管外抽芯滑块之间在支管成型腔中形成支管的注塑空间。
17、进一步地,所述支管内抽芯滑块包括支管内抽芯上滑块与支管内抽芯下滑块,所述支管内抽芯上滑块与支管内抽芯下滑块之间通过过渡部连接,所述支管内抽芯上滑块与支管内抽芯下滑块均呈圆柱形设置,且支管内抽芯上滑块的直径大于支管内抽芯下滑块的直径,所述支管内抽芯上滑块的直径与通孔的直径相同,所述支管内抽芯上滑块上开设有第二腰形孔,所述通孔内壁上设有与第二腰形孔滑动配合的圆形销,所述支管内抽芯下滑块、过渡部与支管外抽芯滑块之间在支管成型腔中形成有支管的注塑空间,且支管内抽芯下滑块能够与弧形段上的弧面配合。
18、进一步地,所述支管外抽芯滑块一侧设有第一t形块,所述支管抽芯导向块上开设有第一t形槽,所述第一t形块与第一t形槽滑动配合,所述支管内抽芯滑块上设有第二t形块,所述支管抽芯滑块座上开设有第二t形槽,所述第二t形块与第二t形槽滑动配合。
19、进一步地,所述前模座板靠近前模板的一侧设有伸缩杆,所述伸缩杆上套设有第二弹簧,所述第二弹簧的一端与前模座板连接,所述第二弹簧的另一端能够与前模板相接触或分离。
20、与现有技术相比,本发明提供了一种涡轮增压进气弯管的一体注塑成型模具,具备以下有益效果:
21、本发明通过将前模板和后模板开模,抽芯滑块移动,与弧形型芯的大端端面分离,通过转轴驱动旋转摆臂沿弧形导轨移动,将弧形型芯从弯管成型腔中移出,同时,移动直行型芯,能够实现弯管的旋转抽芯脱模,满足了涡轮增压进气弯管的一体注塑成型和脱模要求,相比传统的拆件焊接的方式,本发明的支管集成度高,无后期加工,制造成本低,而且避免了拆件焊接带来的焊接质量(如焊接面翘曲变形,焊接溢料,虚焊,空气密封泄露等)风险,降低了工艺难度,质量管控成本低,提高了结构可靠性和生产合格率,具有较好的技术推广前景。
技术特征:
1.一种涡轮增压进气弯管的一体注塑成型模具,其特征在于,包括:
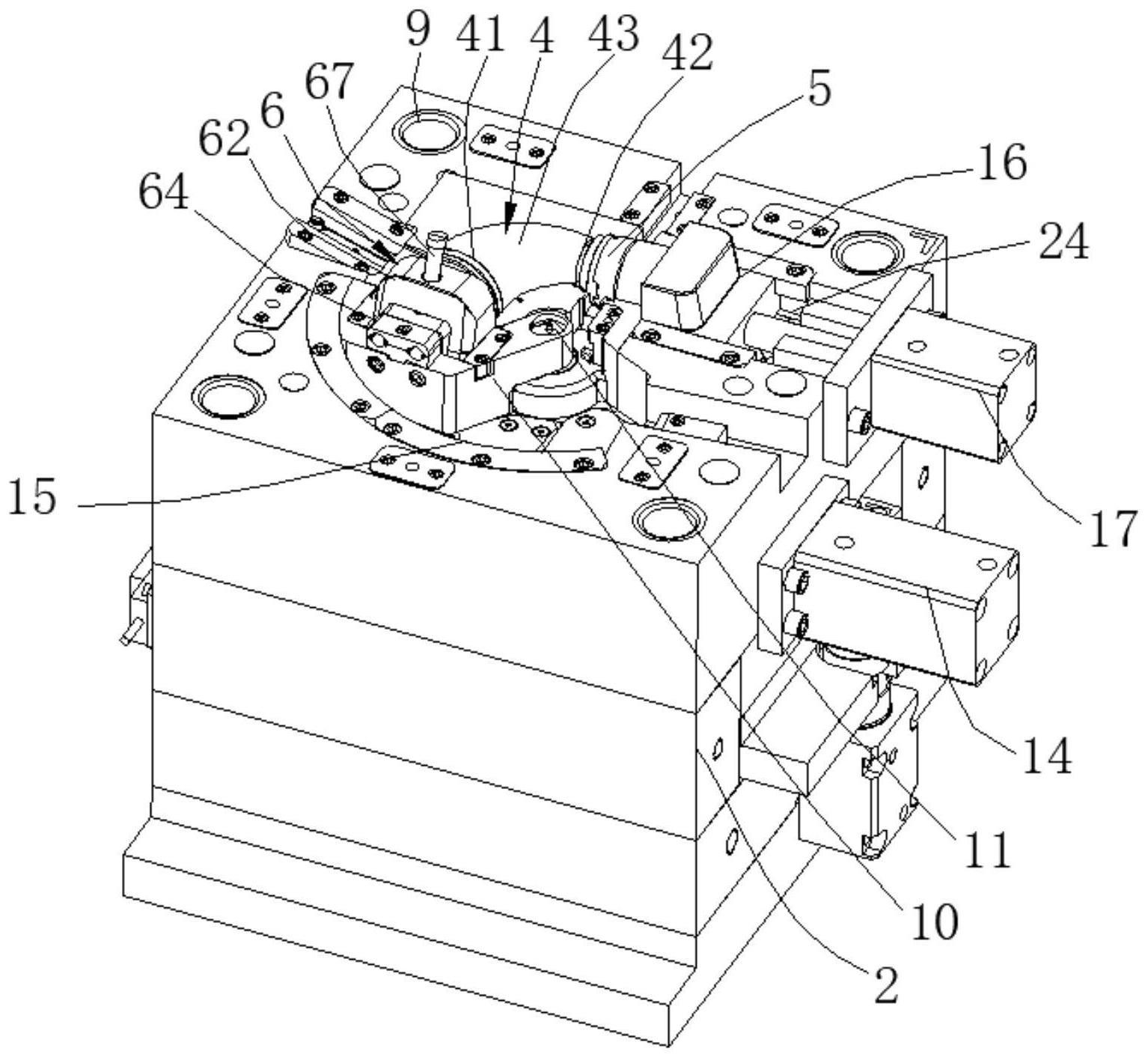
2.根据权利要求1所述的涡轮增压进气弯管的一体注塑成型模具,其特征在于,还包括安装在旋转摆臂(10)靠近弧形导轨(15)的一端上的弯管抽芯机构(6),所述弯管抽芯机构(6)包括开设在旋转摆臂(10)上的滑槽(61),所述滑槽(61)内滑动设有抽芯滑块(62),所述抽芯滑块(62)上开设有导向孔(63),所述导向孔(63)内滑动安装有导向块(64),所述导向块(64)的一端延伸出导向孔(63)与旋转摆臂(10)连接,所述导向块(64)的另一端与弧形型芯(4)的大端(41)的端面连接。
3.根据权利要求2所述的涡轮增压进气弯管的一体注塑成型模具,其特征在于,所述前模板(1)上安装有斜导柱(67),所述斜导柱(67)沿滑槽(61)方向向远离弧形型芯(4)大端(41)的端面倾斜,所述抽芯滑块(62)上设有与斜导柱(67)相配合的斜孔(66),所述斜孔(66)与斜导柱(67)的倾斜方向一致,所述导向块(64)上开设有与斜孔(66)连通的第一腰形孔(65)。
4.根据权利要求3所述的涡轮增压进气弯管的一体注塑成型模具,其特征在于,所述抽芯滑块(62)靠近弧形型芯(4)大端(41)端面的一端开设有安装孔(69),所述安装孔(69)内安装有第一弹簧(68),所述第一弹簧(68)的一端延伸出安装孔(69),且能够与弧形型芯(4)大端(41)的端面相接触或分离。
5.根据权利要求4所述的涡轮增压进气弯管的一体注塑成型模具,其特征在于,所述弧形型芯(4)的大端(41)与小端(42)的直径比≥1.5。
6.根据权利要求1所述的涡轮增压进气弯管的一体注塑成型模具,其特征在于,所述进气弯管成型腔(3)还包括位于前模板(1)上的支管成型腔(20),所述前模板(1)远离后模板(2)的一侧安装有前模座板(7),所述前模座板(7)上安装有支管抽芯机构(8)。
7.根据权利要求1所述的涡轮增压进气弯管的一体注塑成型模具,其特征在于,所述支管抽芯机构(8)包括安装在前模座板(7)上的支管抽芯滑块座(84)和安装在前模板(1)上的支管抽芯导向块(83),所述支管抽芯导向块(83)位于支管成型腔(20)的一侧,所述支管抽芯滑块座(84)上滑动安装有支管内抽芯滑块(82),所述支管抽芯导向块(83)上滑动安装有支管外抽芯滑块(81),所述支管外抽芯滑块(81)内开设有通孔(85),所述支管内抽芯滑块(82)滑动设在通孔(85)内,所述支管内抽芯滑块(82)与支管外抽芯滑块(81)之间在支管成型腔(20)中形成支管(23)的注塑空间。
8.根据权利要求7所述的涡轮增压进气弯管的一体注塑成型模具,其特征在于,所述支管内抽芯滑块(82)包括支管内抽芯上滑块(821)与支管内抽芯下滑块(822),所述支管内抽芯上滑块(821)与支管内抽芯下滑块(822)之间通过过渡部(823)连接,所述支管内抽芯上滑块(821)与支管内抽芯下滑块(822)均呈圆柱形设置,且支管内抽芯上滑块(821)的直径大于支管内抽芯下滑块(822)的直径,所述支管内抽芯上滑块(821)的直径与通孔(85)的直径相同,所述支管内抽芯上滑块(821)上开设有第二腰形孔(86),所述通孔(85)内壁上设有与第二腰形孔(86)滑动配合的圆形销(87),所述支管内抽芯下滑块(822)、过渡部(823)与支管外抽芯滑块(81)之间在支管成型腔(20)中形成支管(23)的注塑空间,且支管内抽芯下滑块(822)能够与弧形段(43)上的弧面配合。
9.根据权利要求8所述的涡轮增压进气弯管的一体注塑成型模具,其特征在于,所述支管外抽芯滑块(81)一侧设有第一t形块(88),所述支管抽芯导向块(83)上开设有第一t形槽(89),所述第一t形块(88)与第一t形槽(89)滑动配合,所述支管内抽芯滑块(82)上设有第二t形块(90),所述支管抽芯滑块座(84)上开设有第二t形槽(91),所述第二t形块(90)与第二t形槽(91)滑动配合。
10.根据权利要求9所述的涡轮增压进气弯管的一体注塑成型模具,其特征在于,所述前模座板(7)靠近前模板(1)的一侧设有伸缩杆(25),所述伸缩杆(25)上套设有第二弹簧(18),所述第二弹簧(18)的一端与前模座板(7)连接,所述第二弹簧(18)的另一端能够与前模板(1)相接触或分离。
技术总结
本发明公开了一种涡轮增压进气弯管的一体注塑成型模具,包括:前模板、后模板、进气弯管成型腔、旋转摆臂、弧形型芯、抽芯滑块和直行型芯,后模板上设有弧形导轨,前模板与后模板之间形成有进气弯管成型腔,进气弯管成型腔包括弯管成型腔,旋转摆臂一端安装在弧形导轨上,另一端与转轴连接,转轴可驱动旋转摆臂沿弧形导轨移动,弧形型芯包括大端、小端和弧形段,抽芯滑块安装在旋转摆臂靠近弧形导轨的一端上,与弧形型芯的大端端面相配合,直行型芯与弧形型芯配合在弯管成型腔中形成有弯管的注塑空间。本发明实现了涡轮增压进气弯管的一体注塑成型,降低了工艺难度,提高了结构可靠性和生产合格率,具有较好的技术推广前景。
技术研发人员:谢崇磊,赵小军,王书容,陈希羽
受保护的技术使用者:成都万友滤机有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!