一种包边注塑机构及注塑模具的制作方法
本发明涉及包边生产,尤其是指一种包边注塑机构以及注塑模具。
背景技术:
1、目前,国内外主流的汽车玻璃包边总成产品多采取将具有密封性能的材料(常用pvc\tpe\pu软胶)通过模具注塑直接包裹于玻璃边缘的方法制成。其中,除玻璃外,需要与玻璃一体注塑成型的附件还包括导轨、钉柱和嵌件等。
2、用于注塑导轨的总成模具因导轨内部设计挡泥槽,模具滑块或直顶机构在导轨抽离方向上必须形成与挡泥槽对应的形成避空区域,否则用于形成挡泥槽的挡泥倒钩会导致导轨无法入模与脱模。在强大的注塑压力下,导轨以及其他各附件在模具中一体注塑成型必须有足够的支撑,否则会出现附件受压变形的情况。而避空区域的形成必然导致导轨在该区域中无法受到足够的支撑,进而导致导轨在注塑过程中变形,使得产品总成合格率下降。
技术实现思路
1、本发明所要解决的技术问题是:提供一种包边注塑机构以及注塑模具,确保导轨能够入模和脱模的情况下,降低导轨受压变形的风险。
2、为了解决上述技术问题,本发明采用的技术方案为:
3、一种包边注塑机构,用于将导轨和包边连接,所述导轨的内腔设置有挡泥倒钩,包括第一滑动组件和与所述第一滑动组件可相对滑动连接的第二滑动组件;
4、所述第一滑动组件与所述第二滑动组件合模时形成用于支撑所述导轨的注塑部,所述注塑部的上表面具有注塑槽,所述注塑槽内设置有与所述挡泥倒钩相匹配的避空槽,且所述避空槽与所述挡泥倒钩之间形成避空间隙;
5、所述第一滑动组件与所述第二滑动组件之间具有倾斜设置的接触面,使当所述第一滑动组件和所述第二滑动组件相对滑动并逐步分离时,所述避空槽相对于所述第二滑动组件逐渐下沉。
6、为了解决上述技术问题,本发明采用的另一个技术方案为:
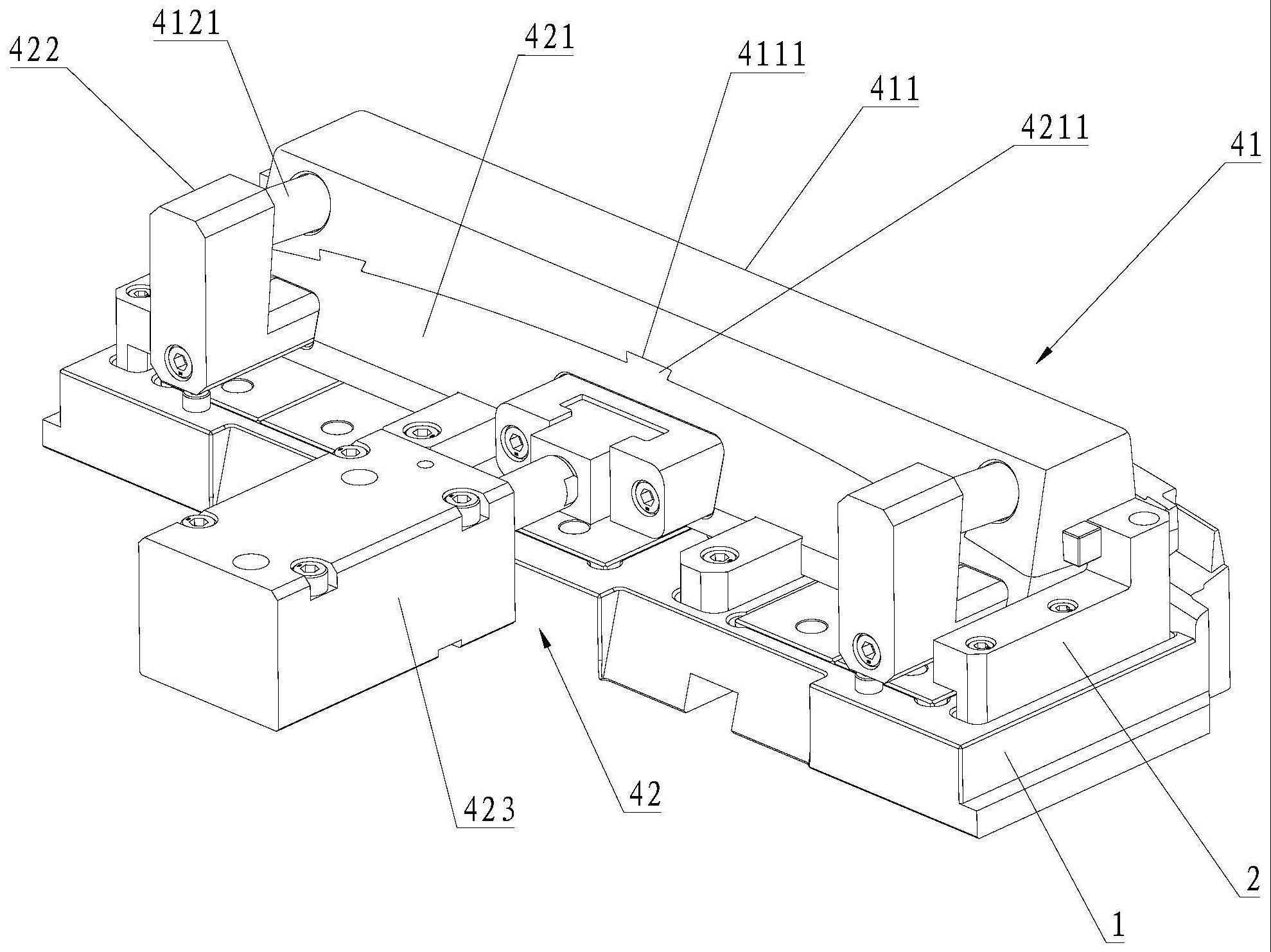
7、一种注塑模具,包括底座、导向组件和如上述的包边注塑机构;
8、所述导向组件和所述包边注塑机构均装设于所述底座上,且所述导向组件设置于所述包边注塑机构长度方向上的两端并与所述包边注塑机构相抵靠,使所述包边注塑机构的第二滑动组件能够沿所述导向组件移动。
9、本发明的有益效果在于:通过第一滑动组件和第二滑动组件形成用于为导轨和包边提供支撑的注塑部,由于第一滑动组件和第二滑动组件可相对滑动设置,当第一滑动组件和第二滑动组件相对滑动且逐步分离时,第一滑动组件将相对于第二滑动组件逐渐下沉,导轨的内腔与第二滑动组件逐步分离,直至第二滑动组件完全与导轨分离,此时,导轨与第一滑动组件之间可相对移动的空间增大,进而能够实现快速脱模和入模。在该基础上设置于挡泥倒钩相匹配的避空槽,并使避空槽与挡泥倒钩形成微小的避空区域,既能够对挡泥倒钩注塑包边时提供让位空间,也能够在注塑的过程中对挡泥倒钩起到支撑作用,避免导轨在避空区域受压而出现变形的问题。本发明通过实现导轨的快速入模和脱模,同时能够在避空区域对导轨起到良好的支撑,避免导轨受压变形,提高总成产品的合格率。
技术特征:
1.一种包边注塑机构,用于将导轨和包边连接,所述导轨的内腔设置有挡泥倒钩,其特征在于,包括第一滑动组件和与所述第一滑动组件可相对滑动连接的第二滑动组件;
2.根据权利要求1所述的一种包边注塑机构,其特征在于,所述避空槽与所述挡泥倒钩之间形成的避空间隙小于或等于0.2mm。
3.根据权利要求1所述的一种包边注塑机构,其特征在于,所述避空槽具有第一斜面和第二斜面,且所述第一斜面和所述第二斜面构成角度小于90°的夹角。
4.根据权利要求1所述的一种包边注塑机构,其特征在于,所述第一滑动组件包括上滑块和联动组件;
5.根据权利要求4所述的一种包边注塑机构,其特征在于,所述第二滑动组件包括下滑块、限位块和驱动件;
6.根据权利要求5所述的一种包边注塑机构,其特征在于,所述上滑块与所述下滑块通过燕尾榫和燕尾槽滑动连接。
7.根据权利要求4所述的一种包边注塑机构,其特征在于,所述联动组件包括复位件和与所述复位件同轴设置的传动限位件;
8.根据权利要求7所述的一种包边注塑机构,其特征在于,所述传动限位件为螺栓。
9.根据权利要求1所述的一种包边注塑机构,其特征在于,所述接触面与水平面之间的夹角的角度为2°~8°。
10.一种注塑模具,其特征在于,包括底座、导向组件和如权利要求1~9任一所述的包边注塑机构;
技术总结
本发明公开了一种包边注塑机构及模具总成,用于将导轨和包边连接,所述导轨的内腔设置有挡泥倒钩,其特征在于,包括第一滑动组件和与所述第一滑动组件可相对滑动连接的第二滑动组件;所述第一滑动组件与所述第二滑动组件合模时形成用于支撑所述导轨的注塑部,所述注塑部的上表面具有注塑槽,所述注塑槽内设置有与所述挡泥倒钩相匹配的避空槽,且所述避空槽与所述挡泥倒钩之间形成避空间隙;所述第一滑动组件与所述第二滑动组件之间具有倾斜设置的接触面,使当所述第一滑动组件和所述第二滑动组件相对滑动并逐步分离时,所述避空槽相对于所述第二滑动组件逐渐下沉。本发明能够实现导轨的快速入模和脱模,同时能够避免导轨注塑过程受压变形。
技术研发人员:沈长闽,段同勋,杨朝强
受保护的技术使用者:福州福耀模具科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!